You might also like
- Fanuc: 0 Series ControllerDocument16 pagesFanuc: 0 Series ControllerHoangvinh Duong100% (1)
- 0 Series ControllerDocument32 pages0 Series ControllerNhan Sua CncNo ratings yet
- TECO E510 Inverter. Quick Start Guide. Step 1. Supply & Motor ConnectionDocument9 pagesTECO E510 Inverter. Quick Start Guide. Step 1. Supply & Motor Connectionتكنو ليفتNo ratings yet
- Quick Guide of PI8100 Operation6-7Document24 pagesQuick Guide of PI8100 Operation6-7Luis Jaramillo100% (1)
- FANUC Series 15-Model A Saving Memory Check The Following Settings and ParametersDocument4 pagesFANUC Series 15-Model A Saving Memory Check The Following Settings and ParametersArjuna GamingNo ratings yet
- Silo - Tips - Fanuc 0 M T Model C Serial rs232 Connection GuideDocument6 pagesSilo - Tips - Fanuc 0 M T Model C Serial rs232 Connection GuideGuilherme MirandaNo ratings yet
- Partlow MRC 7000 Installation, Wiring, Operational ManualDocument74 pagesPartlow MRC 7000 Installation, Wiring, Operational Manualscrapazz100% (1)
- Teco E510 Quick Start Guide en v1Document8 pagesTeco E510 Quick Start Guide en v1Fabian Vazquez OrtegaNo ratings yet
- Display Rtu Esp IsasmeltDocument26 pagesDisplay Rtu Esp IsasmeltEdwing William Salhuana MendozaNo ratings yet
- Siemens PLC To Fanuc Robot ComDocument10 pagesSiemens PLC To Fanuc Robot ComAlex100% (1)
- Fanuc Model C Serial RS232 Connection GuideDocument6 pagesFanuc Model C Serial RS232 Connection GuideSanchai ProgaeewNo ratings yet
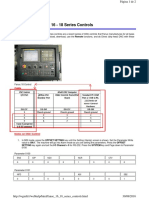
- 18 Series ControllerDocument14 pages18 Series ControllerSuresh RamachandranNo ratings yet
- Keya Monitor Software User Manual PDFDocument14 pagesKeya Monitor Software User Manual PDFAndreyPovoroznyukNo ratings yet
- Aop BopDocument8 pagesAop BopPassenger Medeam100% (1)
- Panasonic Pt-Ae3000 Service ManualDocument81 pagesPanasonic Pt-Ae3000 Service ManualSimon Papukyan100% (1)
- Manual ULTIMOS VARIADORES BANDA 2022.4.19Document11 pagesManual ULTIMOS VARIADORES BANDA 2022.4.19produccion multipackNo ratings yet
- BTC-4300 User ManualDocument142 pagesBTC-4300 User ManualAdrian VintilaNo ratings yet
- GFK 2436 GDocument8 pagesGFK 2436 GRobson SpricigoNo ratings yet
- 1200xt Users GuideDocument23 pages1200xt Users GuideErick MendezNo ratings yet
- DCK 255Document27 pagesDCK 255Opris ManuelNo ratings yet
- 5100 Quick Start GuideDocument16 pages5100 Quick Start GuideRicardoAgredaNo ratings yet
- Operational Manual For 85Xx: IndexDocument23 pagesOperational Manual For 85Xx: Indexmahesh100% (2)
- Quick Start Guide SSW07Document11 pagesQuick Start Guide SSW07Natália AndradeNo ratings yet
- Soft Starters SSW04 Technical Data GuideDocument8 pagesSoft Starters SSW04 Technical Data GuideAlberto Hern JimNo ratings yet
- EC2-111 Universal ControllerDocument2 pagesEC2-111 Universal ControllerMaria DazaNo ratings yet
- Panasonic TH 50pv30eDocument165 pagesPanasonic TH 50pv30eNoa Pérez RodríguezNo ratings yet
- Transformer Tap IndicatorDocument8 pagesTransformer Tap IndicatormohamedmosallamNo ratings yet
- User's Manual: FDC 4100 / 7100 / 8100 / 9100 Auto-Tune Fuzzy / PID Process / Temperature ControllerDocument60 pagesUser's Manual: FDC 4100 / 7100 / 8100 / 9100 Auto-Tune Fuzzy / PID Process / Temperature ControllerkmpoulosNo ratings yet
- Manual For 3-Disp-Jumbo-USL PDFDocument9 pagesManual For 3-Disp-Jumbo-USL PDFYogesh RamdasiNo ratings yet
- EMU 2 Software Manual IDS v1.0Document23 pagesEMU 2 Software Manual IDS v1.0DocUploader22No ratings yet
- dd40NTV II 12 09Document36 pagesdd40NTV II 12 09Pablo QuirogaNo ratings yet
- EC2-712 Condenser ControllerDocument4 pagesEC2-712 Condenser ControllerMaria DazaNo ratings yet
- Pilot 1600 Manual-EnDocument22 pagesPilot 1600 Manual-EnBogdan BucataruNo ratings yet
- VT210S Quick Start GuideDocument8 pagesVT210S Quick Start GuidePur WantoNo ratings yet
- User ManualDocument27 pagesUser ManualJhon SierraNo ratings yet
- EC2-742 Condenser ControllerDocument4 pagesEC2-742 Condenser ControllerMaria DazaNo ratings yet
- ps800 AmDocument62 pagesps800 AmDinesh Kumar100% (1)
- Masibus Digital Controller 5002uDocument20 pagesMasibus Digital Controller 5002uSOURISH100% (2)
- FANUC-Fronius CommunicationDocument26 pagesFANUC-Fronius CommunicationSreema Aruvi71% (7)
- Installation, Wiring, Operation Manua: Form 2844 Edition 11 © August 1993 Updated March 1997Document72 pagesInstallation, Wiring, Operation Manua: Form 2844 Edition 11 © August 1993 Updated March 1997kmpoulosNo ratings yet
- Din-100 Series Users ManualDocument95 pagesDin-100 Series Users ManualSofiane HammouNo ratings yet
- Vacon 10 Machinery Quick Guide DPD00268B3 EN PDFDocument28 pagesVacon 10 Machinery Quick Guide DPD00268B3 EN PDFTanuTiganuNo ratings yet
- NEC Format RemoteDocument15 pagesNEC Format RemoteMunish KaundalNo ratings yet
- GSM Home SecurityDocument52 pagesGSM Home SecurityCheedella Subbarao100% (1)
- User Manual 1285815Document4 pagesUser Manual 1285815Pablo Godoy ValenzuelaNo ratings yet
- Technical Document Software PC WinConsolaDocument13 pagesTechnical Document Software PC WinConsolamiguelascensoNo ratings yet
- XY1 Load Cell SimulatorDocument30 pagesXY1 Load Cell Simulatoraldo100% (1)
- Vega MFMDocument4 pagesVega MFMNaga Muneendra Reddy KotaNo ratings yet
- Power Focus 4000 Quick GuideDocument42 pagesPower Focus 4000 Quick GuideBrandon SmithersNo ratings yet
- Panel Component Key FunctionsDocument2 pagesPanel Component Key FunctionsSanthosh KumarNo ratings yet
- Altronics CPU-2000 PRGMMNG IOM 09-2001 PDFDocument5 pagesAltronics CPU-2000 PRGMMNG IOM 09-2001 PDFSMcNo ratings yet
- GP10 Start-Up GuideDocument11 pagesGP10 Start-Up GuideJuan I. Meza LozanoNo ratings yet
- Dimension 1200 and 1200es BST/SST Troubleshooting GuideDocument30 pagesDimension 1200 and 1200es BST/SST Troubleshooting GuidekornjudisticNo ratings yet
- 18 Series ControllerDocument58 pages18 Series Controllerocchitya100% (1)
- P280 ManualDocument14 pagesP280 ManualzlatkozdihanNo ratings yet
- Hitachi WJ200 Genric Mill Programming ParametersDocument29 pagesHitachi WJ200 Genric Mill Programming ParametersDean MillerNo ratings yet
- Conexiones de ComunicacionDocument2 pagesConexiones de ComunicacionAlejandro DuranNo ratings yet
- Troubleshooting Guide ET CATDocument11 pagesTroubleshooting Guide ET CATLazzarus Az Gunawan100% (1)
- Radio Shack TRS-80 Expansion Interface: Operator's Manual: Catalog Numbers: 26-1140, 26-1141, 26-1142From EverandRadio Shack TRS-80 Expansion Interface: Operator's Manual: Catalog Numbers: 26-1140, 26-1141, 26-1142No ratings yet
- Fanuc MateDocument412 pagesFanuc MateohmiosNo ratings yet
- SINUMERIK Integrate Run MyScreens - 2Document1 pageSINUMERIK Integrate Run MyScreens - 2Suresh RamachandranNo ratings yet
- SINUMERIK Integrate Run MyScreensDocument4 pagesSINUMERIK Integrate Run MyScreensSuresh RamachandranNo ratings yet
- 0i Connection Manual 64113EN1 PDFDocument1,224 pages0i Connection Manual 64113EN1 PDFAnkit SabhayaNo ratings yet
- SINUMERIK Integrate Run MyScreens - 1Document2 pagesSINUMERIK Integrate Run MyScreens - 1Suresh RamachandranNo ratings yet
- SINUMERIK Integrate Run MyScreens 1Document1 pageSINUMERIK Integrate Run MyScreens 1Suresh RamachandranNo ratings yet
- Work Plan at EifcoDocument4 pagesWork Plan at EifcoSuresh RamachandranNo ratings yet
- DealersDocument38 pagesDealersSuresh RamachandranNo ratings yet
- Gang Man NotificationDocument1 pageGang Man Notificationayyanar7No ratings yet
- Beta Series Servo Motor PDFDocument200 pagesBeta Series Servo Motor PDFsamacda1000No ratings yet
- VPC RegupreceiptDocument1 pageVPC RegupreceiptSuresh RamachandranNo ratings yet
- Travelling Expenses - ReimbursementDocument22 pagesTravelling Expenses - ReimbursementSuresh RamachandranNo ratings yet
- Controller CutoutDocument1 pageController CutoutSuresh RamachandranNo ratings yet
- Manford Electircal-2Document56 pagesManford Electircal-2Suresh RamachandranNo ratings yet
- PC Adapter USB eDocument38 pagesPC Adapter USB eManu GarciaNo ratings yet
- IRJET Online Student PortalDocument6 pagesIRJET Online Student PortalEmmanuel FerolinoNo ratings yet
- BS en 12405-3-2015Document82 pagesBS en 12405-3-2015Doiciel100% (1)
- Foliant VEGA 400A Installation ManualDocument18 pagesFoliant VEGA 400A Installation ManualAlexandruNo ratings yet
- Configurando CMC FACDocument14 pagesConfigurando CMC FACDante ChutorianscyNo ratings yet
- Network Operating Systems and Distributed OS ConceptsDocument43 pagesNetwork Operating Systems and Distributed OS ConceptsDr. Atta ur Rehman KhanNo ratings yet
- Quality Planning ProcessDocument47 pagesQuality Planning ProcessRAZOR GAMINGNo ratings yet
- Smart BeltDocument9 pagesSmart BeltDavid SfkaNo ratings yet
- Apple mc500zm A Data SheetDocument52 pagesApple mc500zm A Data SheetElla MariaNo ratings yet
- POTS telephone service and local subscriber loopDocument2 pagesPOTS telephone service and local subscriber loopjeevanNo ratings yet
- SSIGL-2 Site Identification and Prioritization Ver-6Document106 pagesSSIGL-2 Site Identification and Prioritization Ver-6Amiira AbdumalikNo ratings yet
- Iot As A Service: Bo Li Mao Yang Hui Yuan Zhongjiang YanDocument502 pagesIot As A Service: Bo Li Mao Yang Hui Yuan Zhongjiang YanCristina VotoNo ratings yet
- A General Contingency Theory of ManagementDocument16 pagesA General Contingency Theory of ManagementlucasNo ratings yet
- Introduction To SAP BTPDocument15 pagesIntroduction To SAP BTPashikalin0% (1)
- SPG/SSG Election Report: Attachment 1Document4 pagesSPG/SSG Election Report: Attachment 1Nexus BallesterosNo ratings yet
- Standards Summary Sheet - ANSI A10.8-2011Document2 pagesStandards Summary Sheet - ANSI A10.8-2011DwiCahyoAgustino100% (1)
- Student Assessment GuideDocument72 pagesStudent Assessment GuideDavi MoraesNo ratings yet
- Question 1: What Is A Project Scheduling?Document23 pagesQuestion 1: What Is A Project Scheduling?Abid JamalNo ratings yet
- DTR Biometric FormatDocument16 pagesDTR Biometric FormatJASMIN FAMANo ratings yet
- Cyberbully Movie in Class AssignmentDocument5 pagesCyberbully Movie in Class AssignmentHarshini Kengeswaran100% (1)
- PC400 8 1Document549 pagesPC400 8 1Eka Anwar100% (1)
- Haier Biomedical General Catalogue 2019 PDFDocument96 pagesHaier Biomedical General Catalogue 2019 PDFJean TorreblancaNo ratings yet
- Solis 10K PDFDocument15 pagesSolis 10K PDFVictor Rios GarciaNo ratings yet
- Ac6905a DatasheepDocument10 pagesAc6905a DatasheepMUSIC ELECNo ratings yet
- HP 5120 EI Switch SeriesDocument39 pagesHP 5120 EI Switch SeriesKarman77No ratings yet
- Subscriber End Equipment: OP-XONT 71000Document3 pagesSubscriber End Equipment: OP-XONT 71000AnilNo ratings yet
- Quantum Computing With Spin Qubits in Semiconductor Structures (Computer Physics Communications, Vol. 146, Issue 3) (2002)Document8 pagesQuantum Computing With Spin Qubits in Semiconductor Structures (Computer Physics Communications, Vol. 146, Issue 3) (2002)sepot24093No ratings yet
- Date Sheet For Final Exams For Main Campus, All Sub-Campuses and All Government Affiliated CollgesDocument29 pagesDate Sheet For Final Exams For Main Campus, All Sub-Campuses and All Government Affiliated Collgessalman 541No ratings yet
- Isogeometric Analysis For Modeling and Simulation of Building ProcessesDocument11 pagesIsogeometric Analysis For Modeling and Simulation of Building Processes董思辰No ratings yet
- Electric Application Solution ExpertDocument21 pagesElectric Application Solution ExpertChonticha ChobsonNo ratings yet
- Computer Network QuestionsDocument1 pageComputer Network QuestionsDhruv Sharma100% (1)