You might also like
- Patent for Tandem Master Cylinder with Piston Stops and Central ValvesDocument4 pagesPatent for Tandem Master Cylinder with Piston Stops and Central ValvessivakumarNo ratings yet
- Patent for improved inching valve limits clutch slip pressureDocument7 pagesPatent for improved inching valve limits clutch slip pressurejai2009No ratings yet
- United States Patent (19: C07C 143/12: C07C 143/34Document11 pagesUnited States Patent (19: C07C 143/12: C07C 143/34masood kblNo ratings yet
- 15-sy45M12220SE2: V. VntynxaarDocument7 pages15-sy45M12220SE2: V. VntynxaarWilton CarvalhoNo ratings yet
- United States Patent: Aproces A 12 C-Process E-ProcessDocument8 pagesUnited States Patent: Aproces A 12 C-Process E-ProcessPavita SalsabilaNo ratings yet
- US4252035Document6 pagesUS4252035Tavi GrigNo ratings yet
- United States Patent (10) Patent No.: US 6,257,859 B1: K0da Et Al. (45) Date of Patent: Jul. 10, 2001Document10 pagesUnited States Patent (10) Patent No.: US 6,257,859 B1: K0da Et Al. (45) Date of Patent: Jul. 10, 2001SelvamNo ratings yet
- Dry GasDocument7 pagesDry GasAnonymous QSfDsVxjZNo ratings yet
- United States Patent US 7,124,684 B1: 2ZzzzzzzzzzDocument6 pagesUnited States Patent US 7,124,684 B1: 2ZzzzzzzzzzAlexander VokhmyaninNo ratings yet
- Hinge Connectonfor Articulated VehiclesDocument12 pagesHinge Connectonfor Articulated Vehicleseleuliev.berik00No ratings yet
- Us 4158382Document12 pagesUs 4158382AdailsonNo ratings yet
- United States Patent (19) 11) 4,413,677Document28 pagesUnited States Patent (19) 11) 4,413,677abodolkuhaaNo ratings yet
- United States Patent 19) 11 Patent Number: 5,097,917: Serizawa Et Al. (45) Date of Patent: Mar. 24, 1992Document17 pagesUnited States Patent 19) 11 Patent Number: 5,097,917: Serizawa Et Al. (45) Date of Patent: Mar. 24, 1992priyanka sNo ratings yet
- Plasma Arc Ignition Circuit Controls Pilot Arc Duration and ValueDocument9 pagesPlasma Arc Ignition Circuit Controls Pilot Arc Duration and ValueAulia SayutiNo ratings yet
- US5530166Document13 pagesUS5530166enriqueramoscNo ratings yet
- Us 4047896Document5 pagesUs 4047896raden04No ratings yet
- United States Patent (19Document12 pagesUnited States Patent (19Chetan DadhaniyaNo ratings yet
- 1988 - Method of Manufacture of A Magnetic Rotor Core Member For A Dynamoelectric MachineDocument7 pages1988 - Method of Manufacture of A Magnetic Rotor Core Member For A Dynamoelectric MachineNguyen Hoang DungNo ratings yet
- 1988-US Patent-Bearing Device for Turbocharger-4721441Document8 pages1988-US Patent-Bearing Device for Turbocharger-4721441Alex CooperNo ratings yet
- US3890548Document18 pagesUS3890548Lee FarrandNo ratings yet
- Iaers: United States PatentDocument13 pagesIaers: United States PatentRodrigo ContrerasNo ratings yet
- United States Patent (19) : 4,560,013 12/1985 Beimgraben ............ So A So 175/325 XDocument19 pagesUnited States Patent (19) : 4,560,013 12/1985 Beimgraben ............ So A So 175/325 XJjp ParmarNo ratings yet
- Liquid Liquid ExtractorDocument9 pagesLiquid Liquid ExtractorSnehasish Barman RoyNo ratings yet
- Will O: (12) United States Patent (10) Patent No.: US 6,752,138 B2Document7 pagesWill O: (12) United States Patent (10) Patent No.: US 6,752,138 B2Khant Wai YanNo ratings yet
- UV liquid purification system monitors individual lamp performanceDocument8 pagesUV liquid purification system monitors individual lamp performancepppppp5No ratings yet
- United States Patent (19) : IchinoseDocument10 pagesUnited States Patent (19) : Ichinosejacobian18No ratings yet
- United States Patent (19) : (22 Filed: May 23, 1972Document8 pagesUnited States Patent (19) : (22 Filed: May 23, 1972shaikh rehmanNo ratings yet
- United States PatentDocument29 pagesUnited States Patentعلی ربانیNo ratings yet
- Improved Slurry Pumping for Centrifugal Separation MachineDocument15 pagesImproved Slurry Pumping for Centrifugal Separation MachineMateo LondoñoNo ratings yet
- Frictional Hold of Various Sheave Configurations On Synthetic RopesDocument154 pagesFrictional Hold of Various Sheave Configurations On Synthetic RopesWojciechNo ratings yet
- Repulo CseszealjDocument8 pagesRepulo CseszealjkirbyszalaiNo ratings yet
- Patent Abstract for Dual Chamber Orifice FittingDocument25 pagesPatent Abstract for Dual Chamber Orifice FittingMarco Gonzalez100% (1)
- US5323724Document11 pagesUS5323724Iuri DudinovNo ratings yet
- Labyrinth Seal for Disc TurbineDocument9 pagesLabyrinth Seal for Disc TurbineRonan RojasNo ratings yet
- Preventing Passivation Keyhole Damage and Resist Extrusion in Semiconductor FabricationDocument8 pagesPreventing Passivation Keyhole Damage and Resist Extrusion in Semiconductor FabricationRIZA MELİH KÖKSALLINo ratings yet
- US3939321Document13 pagesUS3939321rakeshraki16600No ratings yet
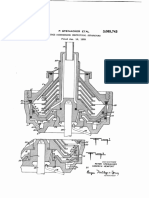
- April 16, 1963 P.$Te1Nacker Etal 3,085,743: Sludge Discharging Centrifugal SeparatorsDocument6 pagesApril 16, 1963 P.$Te1Nacker Etal 3,085,743: Sludge Discharging Centrifugal SeparatorsChristopher SalasNo ratings yet
- United States Patent (10) Patent No.: US 6,367,365 B1: Weickert Et Al. (45) Date of Patent: Apr. 9, 2002Document10 pagesUnited States Patent (10) Patent No.: US 6,367,365 B1: Weickert Et Al. (45) Date of Patent: Apr. 9, 2002back1949No ratings yet
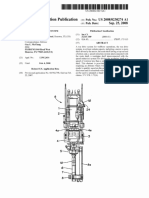
- Patent Application Publication (10) Pub. No.: US 2008/0230274 A1Document12 pagesPatent Application Publication (10) Pub. No.: US 2008/0230274 A1sardar asadollahiNo ratings yet
- Dehydration of Hydrocarbons Using MethanolDocument10 pagesDehydration of Hydrocarbons Using MethanolAnonymous q2B8JzyT5No ratings yet
- United States Patent (19) : (76 Inventor: Geoffrey F. Grant, 7422 Fay Ave., Primary Examiner-Richard J. ApleyDocument11 pagesUnited States Patent (19) : (76 Inventor: Geoffrey F. Grant, 7422 Fay Ave., Primary Examiner-Richard J. ApleyDivya ZuhraNo ratings yet
- Variable Pressure Steam Generator Upper Furnace DesignDocument6 pagesVariable Pressure Steam Generator Upper Furnace DesignAnonymous KzJcjGCJbNo ratings yet
- US patent for differential recoil firearm systemDocument14 pagesUS patent for differential recoil firearm systemEDUARDO SANCHEZNo ratings yet
- Method For Curing TyreDocument5 pagesMethod For Curing TyreNivantNo ratings yet
- O ... ... - g:SE:SDocument8 pagesO ... ... - g:SE:Sjai2009No ratings yet
- Usre31018 PDFDocument9 pagesUsre31018 PDFAnonymous hEkOZUhSNo ratings yet
- Us4587423 PDFDocument12 pagesUs4587423 PDFRamanamurthy PalliNo ratings yet
- Flexible Pipe Loop US5803506Document8 pagesFlexible Pipe Loop US5803506Omega RedNo ratings yet
- Enhanced Olefin Recovery with Liquid InjectionDocument10 pagesEnhanced Olefin Recovery with Liquid InjectionEmiZNo ratings yet
- US4907483Document23 pagesUS4907483cristianoufo2No ratings yet
- United States Patent (10) Patent No.: US 6,425,338 B1Document18 pagesUnited States Patent (10) Patent No.: US 6,425,338 B1samNo ratings yet
- Balance Stem Gate Valve USDocument15 pagesBalance Stem Gate Valve USshaqibNo ratings yet
- Site Test Record: VT - Secondary Injection: TDocument5 pagesSite Test Record: VT - Secondary Injection: Tsiva2001eeeNo ratings yet
- US5613996Document7 pagesUS5613996Ipalma 3No ratings yet
- Atari Joystick Patent 1978 US4124787Document5 pagesAtari Joystick Patent 1978 US4124787Luciano CáceresNo ratings yet
- US5662878Document8 pagesUS5662878kipas.lajugilaNo ratings yet
- Circle BarrelDocument9 pagesCircle BarrelDarmawan PutrantoNo ratings yet
- Caliper Disc Brake Guide Retention MeansDocument12 pagesCaliper Disc Brake Guide Retention MeansmarcglebNo ratings yet
- Whole Piece 2019Document1 pageWhole Piece 2019Kerem BNo ratings yet
- Aluminum Reduction Cell BoMDocument1 pageAluminum Reduction Cell BoMKerem BNo ratings yet
- Dispersants and Their Effects On Hydratable AluminaDocument7 pagesDispersants and Their Effects On Hydratable AluminaKerem BNo ratings yet
- About Alumina: Shenyang Vhandy Technology Co., LTDDocument2 pagesAbout Alumina: Shenyang Vhandy Technology Co., LTDKerem BNo ratings yet
- Complex First-Order Reactions in Fluidized ReactorsDocument40 pagesComplex First-Order Reactions in Fluidized ReactorsingemarquinteroNo ratings yet
- SUPAC Mfg. Equipment Addendum Guidance 11-25-14 PDFDocument33 pagesSUPAC Mfg. Equipment Addendum Guidance 11-25-14 PDFP S R PrasadNo ratings yet
- A Review On Binderless Tungsten Carbide DevelopmenDocument37 pagesA Review On Binderless Tungsten Carbide DevelopmenRubens RochaNo ratings yet
- Tata SteelDocument32 pagesTata Steelpatrik710No ratings yet
- Cerium Doped HydroxyapatiteDocument16 pagesCerium Doped Hydroxyapatitekelvinhoh83No ratings yet
- Powder Injection Molding of Metal and Ceramic Parts: Joamín González-Gutiérrez, Gustavo Beulke Stringari and Igor EmriDocument24 pagesPowder Injection Molding of Metal and Ceramic Parts: Joamín González-Gutiérrez, Gustavo Beulke Stringari and Igor EmrikartikkeyyanNo ratings yet
- Novel Approaches To Materials Synthesis and Processing With MicrowavesDocument16 pagesNovel Approaches To Materials Synthesis and Processing With MicrowaveskuruvillacNo ratings yet
- Bryers1996 PDFDocument92 pagesBryers1996 PDFBayu LukmanaNo ratings yet
- Binders: 1. Compaction Behaviour of Organic Binders in Alumina Ceramics (PVA & PEG) General FactsDocument13 pagesBinders: 1. Compaction Behaviour of Organic Binders in Alumina Ceramics (PVA & PEG) General FactsPranav KumarNo ratings yet
- Tape Casting Theory and PracticeDocument306 pagesTape Casting Theory and PracticeRandallharwell100% (1)
- MIW3-US Pressureless Sintered SSiC PDFDocument2 pagesMIW3-US Pressureless Sintered SSiC PDFItzia Xarheni SixtosNo ratings yet
- Material Iii To Viii PDFDocument66 pagesMaterial Iii To Viii PDFRaja PrabhuNo ratings yet
- Int J Applied Ceramic Tech - 2022 - Dong - Additive Manufacturing of Silicon Nitride Ceramics A Review of Advances andDocument21 pagesInt J Applied Ceramic Tech - 2022 - Dong - Additive Manufacturing of Silicon Nitride Ceramics A Review of Advances andMatt HillocksNo ratings yet
- Powder MetallurgyDocument79 pagesPowder MetallurgyTrevor Menezes100% (1)
- Stir Casting Squeeze CastingDocument25 pagesStir Casting Squeeze CastingPethuraj50% (2)
- Spe 64398 MSDocument15 pagesSpe 64398 MSBrayan ONo ratings yet
- 4wc Proc TocDocument11 pages4wc Proc TocUtsav MishraNo ratings yet
- Ceramic Materials For Energy Conversion and StoragDocument15 pagesCeramic Materials For Energy Conversion and StoragoystNo ratings yet
- The Sintering Process of Iron Ore FinesDocument6 pagesThe Sintering Process of Iron Ore FinesAbdullah Aljabir100% (1)
- Value-Added Products of Rice Husk in Various DisciplinesDocument17 pagesValue-Added Products of Rice Husk in Various DisciplinesIJRASETPublicationsNo ratings yet
- Is 3018 1977 Specification For Standard Silica Sand For Raw Material Testing in FoundriesDocument14 pagesIs 3018 1977 Specification For Standard Silica Sand For Raw Material Testing in FoundriespsewagNo ratings yet
- Class 01Document8 pagesClass 01Lâm LêNo ratings yet
- Astm D 6941 - 04Document5 pagesAstm D 6941 - 04Jordan RiveraNo ratings yet
- Powder Properties Test Method Alm Pa 650: Nylon 12 Laser Sintering MaterialDocument1 pagePowder Properties Test Method Alm Pa 650: Nylon 12 Laser Sintering MaterialLuiskar MedinaNo ratings yet
- Uses of Powder Metallurgy in Recent Development in VehiclesDocument9 pagesUses of Powder Metallurgy in Recent Development in VehiclesNishant DeyNo ratings yet
- Molding of Cylinder Head Materials by The Lost-Wax Casting Process Using A Gypsum MoldDocument4 pagesMolding of Cylinder Head Materials by The Lost-Wax Casting Process Using A Gypsum Moldapi-26360100No ratings yet
- Mechanical Properties and Microstructure of Additively Manufactured Stainless Steel With Laser Welded JointsDocument20 pagesMechanical Properties and Microstructure of Additively Manufactured Stainless Steel With Laser Welded JointsMahnooshNo ratings yet
- Iron SinterDocument7 pagesIron SinterRaymundo NoriegaNo ratings yet
- We Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsDocument19 pagesWe Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsBendaud bataborNo ratings yet
- StructuralConcreteusingLECA PDFDocument13 pagesStructuralConcreteusingLECA PDFLuciana Boaventura PalharesNo ratings yet