You might also like
- Fundamentals of Laser MicromachiningDocument249 pagesFundamentals of Laser MicromachiningMEGA_ONE100% (2)
- Glow Discharge Plasmas in Analytical SpectroscopyFrom EverandGlow Discharge Plasmas in Analytical SpectroscopyR. Kenneth MarcusNo ratings yet
- Experimental Techiques by C. Suryanarayana 2011Document450 pagesExperimental Techiques by C. Suryanarayana 2011Dragos Lazar100% (1)
- Platform Interference in Wireless Systems: Models, Measurement, and MitigationFrom EverandPlatform Interference in Wireless Systems: Models, Measurement, and MitigationRating: 5 out of 5 stars5/5 (1)
- (Mohamed Ibnkahla) Cooperative Cognitive Radio Net PDFDocument342 pages(Mohamed Ibnkahla) Cooperative Cognitive Radio Net PDFTariq100% (1)
- Experimental Combustion An Introduction. D P Mishra, (Aerospace Engineer), 2013Document374 pagesExperimental Combustion An Introduction. D P Mishra, (Aerospace Engineer), 2013Max Br100% (1)
- Digital Microfluidics BiochipDocument204 pagesDigital Microfluidics BiochipGerman Godinez100% (2)
- Fiber Bragg Grating Sensors: Development and ApplicationsDocument46 pagesFiber Bragg Grating Sensors: Development and ApplicationsDomenico Varricchio100% (1)
- To In: Instrumentation Life SciencesDocument377 pagesTo In: Instrumentation Life SciencesIhza Maessa CahyadiNo ratings yet
- Introduction To Sensors PDFDocument211 pagesIntroduction To Sensors PDFVũ Mạnh Cường100% (2)
- Jyoti Kumar Sinha (Author) - Industrial Approaches in Vibration-Based Condition Monitoring-CRC Press (2020)Document255 pagesJyoti Kumar Sinha (Author) - Industrial Approaches in Vibration-Based Condition Monitoring-CRC Press (2020)John McCunnisterNo ratings yet
- Introduction To Printed Electronics PDFDocument129 pagesIntroduction To Printed Electronics PDFismailines100% (2)
- 2018, Tjernberg, Lina Bertling - Infrastructure Asset Management With Power System ApplicationsDocument583 pages2018, Tjernberg, Lina Bertling - Infrastructure Asset Management With Power System ApplicationsEnrique GAESNo ratings yet
- Distribution System Modeling and AnalysisDocument30 pagesDistribution System Modeling and AnalysisAakash Nawab0% (2)
- Preview PDFDocument32 pagesPreview PDFKunal Girish Tewani100% (2)
- Biomedical An Medical Image ProcessingDocument53 pagesBiomedical An Medical Image ProcessingJesús Andrés Tinajero ArteagaNo ratings yet
- Multisensor Data FusionDocument529 pagesMultisensor Data Fusionayouaz3884100% (1)
- Introduction To EDS AnalysisDocument53 pagesIntroduction To EDS AnalysisDejan NaumovNo ratings yet
- Transport & Fate of Chemicals in Soils. Principles & Applications PDFDocument344 pagesTransport & Fate of Chemicals in Soils. Principles & Applications PDFMBH100% (1)
- Signal Biomedical ProcessingDocument616 pagesSignal Biomedical Processingandi88% (8)
- UntitledDocument51 pagesUntitledVIJAY KUMAR PATELNo ratings yet
- Ferroelectric Devices 2nd EditionDocument361 pagesFerroelectric Devices 2nd Edition王小飞100% (1)
- PDFDocument341 pagesPDFOki Nurpatria100% (4)
- AUVSI SUAS Competition Drone ElectronicsDocument167 pagesAUVSI SUAS Competition Drone Electronicssanane bananeNo ratings yet
- Piezoelectric Actuators Control Applications of Smart Materials by Seung-Bok Choi Young-Min HanDocument264 pagesPiezoelectric Actuators Control Applications of Smart Materials by Seung-Bok Choi Young-Min HanSofiNo ratings yet
- Vdoc - Pub Polymer Melt FractureDocument322 pagesVdoc - Pub Polymer Melt FractureJosiola MariledoNo ratings yet
- Robot System Reliability and SafetyDocument256 pagesRobot System Reliability and Safetyemil100% (2)
- PreviewpdfDocument121 pagesPreviewpdfFAIZAL MALEKNo ratings yet
- Glide 6.7. User Manual. Schrödinger PressDocument138 pagesGlide 6.7. User Manual. Schrödinger PressKevin Mego De La CruzNo ratings yet
- Edax Manual GenesisDocument122 pagesEdax Manual Genesisarkgox_1No ratings yet
- Livre John J. A. Johnson D.G Whitaker D Statistical Thinking in Business Second Edition CRC Press 2005 2Document400 pagesLivre John J. A. Johnson D.G Whitaker D Statistical Thinking in Business Second Edition CRC Press 2005 2Julien DaltinNo ratings yet
- Synthesis, Properties, Characterization Techniques and ApplicationsDocument351 pagesSynthesis, Properties, Characterization Techniques and ApplicationsjaldairNo ratings yet
- Resistive Capacitive Inductive and Magnetic Sensor Technologies by Winncy Y Du PDFDocument400 pagesResistive Capacitive Inductive and Magnetic Sensor Technologies by Winncy Y Du PDFlocthaiquoc83% (6)
- Indonesia Refrigerator Market Study - FINALDocument76 pagesIndonesia Refrigerator Market Study - FINALreauhan100% (1)
- Nanofiltration Membranes Synthesis, Characterization, and Applications by Ismail, Ahmad Fauzi Jye, Lau WoeiDocument184 pagesNanofiltration Membranes Synthesis, Characterization, and Applications by Ismail, Ahmad Fauzi Jye, Lau WoeiRamkiNo ratings yet
- Carbon Nanotube and Graphene Nanoribbon Interconnects (2014)Document196 pagesCarbon Nanotube and Graphene Nanoribbon Interconnects (2014)uzzielhongoNo ratings yet
- Social Media Analytics For User Behavior Modeling A Task Heterogeneity Perspective Data-Enabled Engineering - Arun Reddy Nelakurthi, Jingrui HeDocument115 pagesSocial Media Analytics For User Behavior Modeling A Task Heterogeneity Perspective Data-Enabled Engineering - Arun Reddy Nelakurthi, Jingrui HeRodrigo TrindadeNo ratings yet
- User GuideDocument107 pagesUser Guideiman95No ratings yet
- Broadband RF and Microwave AmplifiersDocument763 pagesBroadband RF and Microwave AmplifiersSatyam SharmaNo ratings yet
- Dhananjoy Ghosh - Safety in Petroleum IndustriesDocument271 pagesDhananjoy Ghosh - Safety in Petroleum IndustriesyuryumaoNo ratings yet
- Fundamentals of User-Centered Design A Practical ApproachDocument348 pagesFundamentals of User-Centered Design A Practical Approachthuhuyen1311100% (1)
- Designing Switch RoutersDocument351 pagesDesigning Switch Routersibsamengistu29No ratings yet
- Chiroptical Spectroscopy Fundamentals and Applications (Prasad L. Polavarapu)Document448 pagesChiroptical Spectroscopy Fundamentals and Applications (Prasad L. Polavarapu)GANGFENG CHENNo ratings yet
- Multifunctional Ultrawideband Antennas Trends TechDocument44 pagesMultifunctional Ultrawideband Antennas Trends Techjefferson cotrina astetNo ratings yet
- Introduction To BioMEMS-CRC Press (2012) Albert FolchDocument505 pagesIntroduction To BioMEMS-CRC Press (2012) Albert FolchSupu Veeturi100% (1)
- Hand OutDocument162 pagesHand OutAdugna50% (2)
- Fridman LexPhDDocument67 pagesFridman LexPhDmadimadi11No ratings yet
- Electric Field Analysis (2015, CRC Press)Document554 pagesElectric Field Analysis (2015, CRC Press)Armando Heilmann100% (1)
- Sensors and Software GPR Manual PDFDocument286 pagesSensors and Software GPR Manual PDFLuis Alberto Aliaga Vásquez0% (1)
- Surface FinsihDocument97 pagesSurface Finsihsreejith2786No ratings yet
- NanoStructuredCeramics-Prof Sarkar PDFDocument55 pagesNanoStructuredCeramics-Prof Sarkar PDFVenkat RajNo ratings yet
- Seismic Isolation Design RequirementsDocument51 pagesSeismic Isolation Design RequirementsArifsalimNo ratings yet
- Book Guide-WDM enDocument210 pagesBook Guide-WDM enClaudio Saez100% (1)
- ARM Assembly Language Fundamentals and TechniquesDocument448 pagesARM Assembly Language Fundamentals and TechniquesMarsupjo100% (2)
- JDSU Referce Guide To Fiber Optic Testing EnglishDocument146 pagesJDSU Referce Guide To Fiber Optic Testing EnglishchiuhereNo ratings yet
- ISO 17636 First Edition (RT)Document40 pagesISO 17636 First Edition (RT)Faizal DwiNo ratings yet
- Spectral Computed Tomography-SPIE Press (2012)Document132 pagesSpectral Computed Tomography-SPIE Press (2012)Marcelo NoronhaNo ratings yet
- Bionanotechnology - E. Papazoglou, A. Parthasarathy (2007) WWDocument148 pagesBionanotechnology - E. Papazoglou, A. Parthasarathy (2007) WWbicarbonat100% (2)
- Spring ReferenceDocument481 pagesSpring Referenceapi-3760916No ratings yet
- Medi ThandaDocument25 pagesMedi ThandaK KARTHIKNo ratings yet
- Salen Ni (II) ComplexesDocument8 pagesSalen Ni (II) ComplexesVanadi Helmy NugrohoNo ratings yet
- GSWC Standard Drawings 2016 (Final Version) - Part 1Document77 pagesGSWC Standard Drawings 2016 (Final Version) - Part 1david anthonyNo ratings yet
- S-Coat E41: Modified Epoxy CoatingsDocument1 pageS-Coat E41: Modified Epoxy CoatingsmohdnazlanNo ratings yet
- Synthetic Fibre RopesDocument6 pagesSynthetic Fibre RopesSalam AlecuNo ratings yet
- 2-Synthetic Methods Chap 2Document81 pages2-Synthetic Methods Chap 2MahsaNo ratings yet
- Crosby Alloy MasterlinkDocument1 pageCrosby Alloy MasterlinkjakashNo ratings yet
- M Tech ProjectDocument98 pagesM Tech Projectmanoj phadtareNo ratings yet
- Chrome-Plated Surfaces PV 1065: Klass.-Nr./Class. No. 50 22 1 July 2005Document6 pagesChrome-Plated Surfaces PV 1065: Klass.-Nr./Class. No. 50 22 1 July 2005slowrie151No ratings yet
- 9.17 - Potassium Iodide (Tracer)Document3 pages9.17 - Potassium Iodide (Tracer)Baher SaidNo ratings yet
- Fire Resistance Ratings - ANSI/UL 263: Design No. U313Document2 pagesFire Resistance Ratings - ANSI/UL 263: Design No. U313DavidNo ratings yet
- Facade GuidenceDocument83 pagesFacade GuidencebrunoNo ratings yet
- MECH215 L4L6 Dynamic LoadingDocument97 pagesMECH215 L4L6 Dynamic LoadingTuanHungNo ratings yet
- Complexometric TitrationDocument12 pagesComplexometric TitrationBwhzad HameedNo ratings yet
- Prysmian Offshore PDFDocument88 pagesPrysmian Offshore PDFErstendrain EngNo ratings yet
- 01 Guide RCCP p4-p11 IntroductionDocument12 pages01 Guide RCCP p4-p11 IntroductionTonny SuakNo ratings yet
- PolyMax PLA TDS V4Document2 pagesPolyMax PLA TDS V4fNo ratings yet
- Host Strategy For Blue Organic Light-Emitting DiodesDocument22 pagesHost Strategy For Blue Organic Light-Emitting DiodesinzanerNo ratings yet
- Solutions - Short Notes - Lakshya NEET 2.0 2024Document3 pagesSolutions - Short Notes - Lakshya NEET 2.0 2024umamahfarooq75No ratings yet
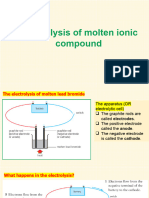
- Electrolysis of Molten Ionic CompoundDocument8 pagesElectrolysis of Molten Ionic CompoundAngel MulyadiNo ratings yet
- Cortec, VpCI-371 Application GuideDocument2 pagesCortec, VpCI-371 Application Guidemonserrat PereaNo ratings yet
- 26-1208-01 Evolution of Silicon-Based Technology in CoatingsDocument10 pages26-1208-01 Evolution of Silicon-Based Technology in Coatingskreci1No ratings yet
- FEM1001 Anglais PDFDocument312 pagesFEM1001 Anglais PDFandredurvalandradeNo ratings yet
- Icp-Ms For UspDocument8 pagesIcp-Ms For UspNostimi SoupaNo ratings yet
- Schedule of FinishesDocument1 pageSchedule of FinishesZia JahanzebNo ratings yet
- Combustion Characteristics of Different Biomass FuelsDocument12 pagesCombustion Characteristics of Different Biomass FuelsAsmita AtreNo ratings yet
- How To Check Quality of Sand On Site - CivilreadDocument9 pagesHow To Check Quality of Sand On Site - CivilreadbilalNo ratings yet
- Phillips, Philip - Advanced Solid State Physics - (2009, Cambridge University Press) (10.1017 - CBO9781139031066) - Libgen - LiDocument7 pagesPhillips, Philip - Advanced Solid State Physics - (2009, Cambridge University Press) (10.1017 - CBO9781139031066) - Libgen - LijosebhgamingNo ratings yet
- Auramix 350: High Performance PCE Based Super Plasti-Cizing Admixture - Retarding TypeDocument2 pagesAuramix 350: High Performance PCE Based Super Plasti-Cizing Admixture - Retarding TypeVipin Kumar Parashar100% (1)
- Lattice Enthalpies and Born Haber CyclesDocument8 pagesLattice Enthalpies and Born Haber CyclesAlexander HamiltonNo ratings yet
- Dark Matter and the Dinosaurs: The Astounding Interconnectedness of the UniverseFrom EverandDark Matter and the Dinosaurs: The Astounding Interconnectedness of the UniverseRating: 3.5 out of 5 stars3.5/5 (69)
- A Beginner's Guide to Constructing the Universe: The Mathematical Archetypes of Nature, Art, and ScienceFrom EverandA Beginner's Guide to Constructing the Universe: The Mathematical Archetypes of Nature, Art, and ScienceRating: 4 out of 5 stars4/5 (51)
- Knocking on Heaven's Door: How Physics and Scientific Thinking Illuminate the Universe and the Modern WorldFrom EverandKnocking on Heaven's Door: How Physics and Scientific Thinking Illuminate the Universe and the Modern WorldRating: 3.5 out of 5 stars3.5/5 (64)
- The End of Everything: (Astrophysically Speaking)From EverandThe End of Everything: (Astrophysically Speaking)Rating: 4.5 out of 5 stars4.5/5 (157)
- Bedeviled: A Shadow History of Demons in ScienceFrom EverandBedeviled: A Shadow History of Demons in ScienceRating: 5 out of 5 stars5/5 (5)
- Summary and Interpretation of Reality TransurfingFrom EverandSummary and Interpretation of Reality TransurfingRating: 5 out of 5 stars5/5 (5)
- A Brief History of Time: From the Big Bang to Black HolesFrom EverandA Brief History of Time: From the Big Bang to Black HolesRating: 4 out of 5 stars4/5 (2193)
- Giza: The Tesla Connection: Acoustical Science and the Harvesting of Clean EnergyFrom EverandGiza: The Tesla Connection: Acoustical Science and the Harvesting of Clean EnergyNo ratings yet
- Quantum Physics: What Everyone Needs to KnowFrom EverandQuantum Physics: What Everyone Needs to KnowRating: 4.5 out of 5 stars4.5/5 (49)
- Midnight in Chernobyl: The Story of the World's Greatest Nuclear DisasterFrom EverandMidnight in Chernobyl: The Story of the World's Greatest Nuclear DisasterRating: 4.5 out of 5 stars4.5/5 (410)
- The Beginning of Infinity: Explanations That Transform the WorldFrom EverandThe Beginning of Infinity: Explanations That Transform the WorldRating: 5 out of 5 stars5/5 (60)
- Packing for Mars: The Curious Science of Life in the VoidFrom EverandPacking for Mars: The Curious Science of Life in the VoidRating: 4 out of 5 stars4/5 (1396)
- The Magick of Physics: Uncovering the Fantastical Phenomena in Everyday LifeFrom EverandThe Magick of Physics: Uncovering the Fantastical Phenomena in Everyday LifeNo ratings yet
- Quantum Spirituality: Science, Gnostic Mysticism, and Connecting with Source ConsciousnessFrom EverandQuantum Spirituality: Science, Gnostic Mysticism, and Connecting with Source ConsciousnessRating: 4 out of 5 stars4/5 (6)
- The Power of Eight: Harnessing the Miraculous Energies of a Small Group to Heal Others, Your Life, and the WorldFrom EverandThe Power of Eight: Harnessing the Miraculous Energies of a Small Group to Heal Others, Your Life, and the WorldRating: 4.5 out of 5 stars4.5/5 (54)
- Lost in Math: How Beauty Leads Physics AstrayFrom EverandLost in Math: How Beauty Leads Physics AstrayRating: 4.5 out of 5 stars4.5/5 (125)
- A Natural History of Color: The Science Behind What We See and How We See itFrom EverandA Natural History of Color: The Science Behind What We See and How We See itRating: 4 out of 5 stars4/5 (13)
- Let There Be Light: Physics, Philosophy & the Dimensional Structure of ConsciousnessFrom EverandLet There Be Light: Physics, Philosophy & the Dimensional Structure of ConsciousnessRating: 4.5 out of 5 stars4.5/5 (57)
- Starry Messenger: Cosmic Perspectives on CivilizationFrom EverandStarry Messenger: Cosmic Perspectives on CivilizationRating: 4.5 out of 5 stars4.5/5 (159)
- AP Physics 1 Premium, 2024: 4 Practice Tests + Comprehensive Review + Online PracticeFrom EverandAP Physics 1 Premium, 2024: 4 Practice Tests + Comprehensive Review + Online PracticeNo ratings yet
- The Simulated Multiverse: An MIT Computer Scientist Explores Parallel Universes, The Simulation Hypothesis, Quantum Computing and the Mandela EffectFrom EverandThe Simulated Multiverse: An MIT Computer Scientist Explores Parallel Universes, The Simulation Hypothesis, Quantum Computing and the Mandela EffectRating: 4.5 out of 5 stars4.5/5 (20)
- Black Holes: The Key to Understanding the UniverseFrom EverandBlack Holes: The Key to Understanding the UniverseRating: 4.5 out of 5 stars4.5/5 (13)