You might also like
- Working Guide to Petroleum and Natural Gas Production EngineeringFrom EverandWorking Guide to Petroleum and Natural Gas Production EngineeringRating: 5 out of 5 stars5/5 (2)
- Desulphurzation of Hydrocarbon Final MDFDocument26 pagesDesulphurzation of Hydrocarbon Final MDFMuhammad Abuzar Siddiqi100% (1)
- CWT + BWTDocument59 pagesCWT + BWTAfan Miraj100% (1)
- Corrosion Theory and MechanismsDocument282 pagesCorrosion Theory and Mechanismshoss mosafaNo ratings yet
- Portable Exchange Deionization BasicsDocument99 pagesPortable Exchange Deionization BasicsJonas RiveraNo ratings yet
- Descarga Gratis Documento Sobre CorrosiónDocument281 pagesDescarga Gratis Documento Sobre CorrosiónLuis Miguel Perez PertuzNo ratings yet
- Boiler Feed Water Specifications - Specifications of Boiler WaterDocument9 pagesBoiler Feed Water Specifications - Specifications of Boiler WaterJean YureNo ratings yet
- Boiler Water TreatmentDocument8 pagesBoiler Water TreatmentwisnuekonugrohONo ratings yet
- Pretreatment (Ahmad Irwiyan Haq)Document53 pagesPretreatment (Ahmad Irwiyan Haq)Ferdik 69No ratings yet
- Gas Plants Materials and CorrosionDocument42 pagesGas Plants Materials and Corrosionharrinsonf100% (2)
- 6 Cal-Contactors Lee Odell FinalDocument30 pages6 Cal-Contactors Lee Odell FinalDivine Jacob MathewNo ratings yet
- Cooling WaterDocument99 pagesCooling WaterAlwi MahbubiNo ratings yet
- 01-Background To Mineral Scale Formation in Oilfields - KenDocument103 pages01-Background To Mineral Scale Formation in Oilfields - KenGeorge Zabaras100% (1)
- Resin ADocument2 pagesResin Achlochlo222No ratings yet
- XstrataDocument26 pagesXstratayemiNo ratings yet
- Haasrode October 2006: Electrodeionization (EDI) TechnologyDocument59 pagesHaasrode October 2006: Electrodeionization (EDI) TechnologyHassan FekiNo ratings yet
- 924-Basic Cold Rolling-Pickling-RollingDocument77 pages924-Basic Cold Rolling-Pickling-RollingHerdisNo ratings yet
- Water TreatmentDocument33 pagesWater TreatmentJitenNo ratings yet
- Docslide - Us - Thermal Power Plant Water ChemistryDocument33 pagesDocslide - Us - Thermal Power Plant Water ChemistryHumayun Rashid KhanNo ratings yet
- Radical Polymers 2020 AWT Presentation-FinalDocument23 pagesRadical Polymers 2020 AWT Presentation-FinalMike StandishNo ratings yet
- Boilers Water Treatment: Chemist / Mustafa Ateia MustafaDocument38 pagesBoilers Water Treatment: Chemist / Mustafa Ateia MustafaMakhdoom Ibad HashmiNo ratings yet
- Need of Boiler Feed Water Treatment - Boiler Water Treatment ProcessDocument14 pagesNeed of Boiler Feed Water Treatment - Boiler Water Treatment ProcessjagjitNo ratings yet
- Boiler Water TreatmentDocument38 pagesBoiler Water TreatmentMahmoud MahmoudmNo ratings yet
- Additives in Acidizing FluidsDocument20 pagesAdditives in Acidizing FluidsMedaculoNo ratings yet
- Desulphurisation: Bo HartvigsenDocument24 pagesDesulphurisation: Bo HartvigsenRong RêuNo ratings yet
- Evaporative Condenser Passivation: Cameron Klein Strand Associates, IncDocument27 pagesEvaporative Condenser Passivation: Cameron Klein Strand Associates, IncMax JunghannsNo ratings yet
- Crude Unit Corrosion Control: Larry R White 281-363-7742Document45 pagesCrude Unit Corrosion Control: Larry R White 281-363-7742Salinas Salcedo Jorge Karol0% (1)
- Introduction To Cooling Water TreatmentDocument40 pagesIntroduction To Cooling Water TreatmentsomaniNo ratings yet
- Chapter 3 - (Part 1) Chemical Method For Waster and Wastewater TreatmentDocument62 pagesChapter 3 - (Part 1) Chemical Method For Waster and Wastewater TreatmentsyazwiNo ratings yet
- Boiler Feed Water: Aijaz AliDocument33 pagesBoiler Feed Water: Aijaz AliAnonymous q9eCZHMuSNo ratings yet
- Fischer Tropsch SynthesisDocument18 pagesFischer Tropsch Synthesisdeion29No ratings yet
- 225 - Module 04 - Chemical Equilibria - 2018Document58 pages225 - Module 04 - Chemical Equilibria - 2018mcgill userNo ratings yet
- Basel Convention Environmentally Sound Management of Lead-Acid Batteries in The Caribbean and Central AmericaDocument9 pagesBasel Convention Environmentally Sound Management of Lead-Acid Batteries in The Caribbean and Central AmericaSandika SantosoNo ratings yet
- Boiler Water ChemistryDocument60 pagesBoiler Water Chemistryنيرمين احمدNo ratings yet
- Corrosion & Corrosion ControlDocument233 pagesCorrosion & Corrosion ControlMahmoud HagagNo ratings yet
- Thermal Power Plant Water ChemistryDocument33 pagesThermal Power Plant Water ChemistryNAITIK100% (4)
- DCU1Document25 pagesDCU1ashutosh kumarNo ratings yet
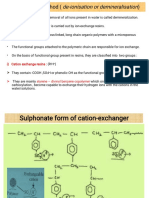
- Ion Exchange ProcessDocument10 pagesIon Exchange Process056 Jatin GavelNo ratings yet
- Electro-Membrane Salt Splitting Process To Produce Lithium HydroxideDocument12 pagesElectro-Membrane Salt Splitting Process To Produce Lithium HydroxideazturanNo ratings yet
- Scale DissolutionDocument57 pagesScale Dissolutionjps21100% (2)
- Water Treatment & Related AnalysisDocument33 pagesWater Treatment & Related Analysissam moduleNo ratings yet
- DSS Boiler Water Treatment Technologyh1Document64 pagesDSS Boiler Water Treatment Technologyh1عزت عبد المنعمNo ratings yet
- Sugar Chem 1Document41 pagesSugar Chem 1shreyNo ratings yet
- Add Chem 2003 FWG - 2003Document46 pagesAdd Chem 2003 FWG - 2003Mely LeivaNo ratings yet
- Essentials For A Sound Boiler Water Treatment ProgramDocument60 pagesEssentials For A Sound Boiler Water Treatment ProgramambuenaflorNo ratings yet
- Feed PurificationDocument12 pagesFeed PurificationrajuNo ratings yet
- Corrosion in Oil&gasDocument108 pagesCorrosion in Oil&gas55595% (20)
- 2012 08 13 MEGA 2012 - ADA-CS Mercury CaptureDocument18 pages2012 08 13 MEGA 2012 - ADA-CS Mercury CaptureRobert HustonNo ratings yet
- Chloride Metallurgy - Process Technology Development - : Edgar PeekDocument39 pagesChloride Metallurgy - Process Technology Development - : Edgar PeekMauricioTeranAguilarNo ratings yet
- Cooling Tower Water TreatmentDocument14 pagesCooling Tower Water TreatmentZAHID HUSSAINNo ratings yet
- 01 1500 David DreisingerDocument74 pages01 1500 David DreisingerJaime MercadoNo ratings yet
- Hydro-Processing Operations in Refinery: Online Summer, Iiche ForDocument86 pagesHydro-Processing Operations in Refinery: Online Summer, Iiche ForHarish GojiyaNo ratings yet
- Boiler WaterDocument70 pagesBoiler WaterDarius DsouzaNo ratings yet
- The Science of Treating Acid Mine Drainage PDFDocument23 pagesThe Science of Treating Acid Mine Drainage PDFcarlostk16No ratings yet
- Boiler Water ChemistryDocument60 pagesBoiler Water ChemistryBhargav Chaudhari93% (14)
- Hydrogen CrackingDocument26 pagesHydrogen CrackingAayush PandeyNo ratings yet
- Performance of Portland Cement Systems in HTHP CO EnvironmentDocument19 pagesPerformance of Portland Cement Systems in HTHP CO EnvironmentVerin MotcheyeNo ratings yet
- Water TreatmentDocument37 pagesWater TreatmentAMAL MATHEWNo ratings yet
- Aluminium Electrochemistry in Electrocoagulation Reactors: Martin MechelhoffDocument26 pagesAluminium Electrochemistry in Electrocoagulation Reactors: Martin MechelhoffAbeer El ShahawyNo ratings yet
- 10th Class-AP-EM-Principles of MetallurgyDocument16 pages10th Class-AP-EM-Principles of MetallurgyT. NikhilNo ratings yet
- Shapta Joint Assessment Board Chemistry Paper 1Document8 pagesShapta Joint Assessment Board Chemistry Paper 1Dhikusoka Joseph jonesNo ratings yet
- Equivalent ASTM MaterialDocument34 pagesEquivalent ASTM Materialgolf0910251891% (45)
- Index of Mining LiteratureDocument38 pagesIndex of Mining LiteratureRichard BalaisNo ratings yet
- Astm A109-A109mDocument9 pagesAstm A109-A109mCeliaNo ratings yet
- Acids Bases and Salts 2021 Class 10 LDocument21 pagesAcids Bases and Salts 2021 Class 10 LAryan BhuraNo ratings yet
- Plate Material Data Sheet FOR P335NL2 (1.1106) : Rev. DescriptionDocument6 pagesPlate Material Data Sheet FOR P335NL2 (1.1106) : Rev. DescriptionHosseinNo ratings yet
- Marketsurvey LeadandzincDocument299 pagesMarketsurvey LeadandzincNitisha RathoreNo ratings yet
- Production of Pure Platinum and Palladium From DoreDocument4 pagesProduction of Pure Platinum and Palladium From DoreLựuLiềuLìNo ratings yet
- Latest PDFDocument4 pagesLatest PDFGustavNo ratings yet
- CSEC Chemistry June 2005 P2Document16 pagesCSEC Chemistry June 2005 P2rampee charles100% (1)
- Electrochemistry Test From Online Source AnswersDocument32 pagesElectrochemistry Test From Online Source AnswersglaubersgNo ratings yet
- Chemistry Semester 1 Exam ReviewDocument10 pagesChemistry Semester 1 Exam Reviewapi-233187566No ratings yet
- Periodic LawDocument2 pagesPeriodic LawThea KyutNo ratings yet
- Aluminium SulphateDocument4 pagesAluminium Sulphatesumathi sivaNo ratings yet
- Sulfidic Corrosion in Refineries - A ReviewDocument13 pagesSulfidic Corrosion in Refineries - A Reviewrogerh44No ratings yet
- COREX Technology PDFDocument43 pagesCOREX Technology PDFSheila Mae GardonNo ratings yet
- Department of Chemistry, Sri Venkateswara University, TirupatiDocument3 pagesDepartment of Chemistry, Sri Venkateswara University, TirupatiRanjan KumarNo ratings yet
- Natural and Artificial Tracers in Ground WaterDocument23 pagesNatural and Artificial Tracers in Ground WaterMaheshKumar100% (1)
- Ammonia Production From Natural Gas-Haldor Topsoe ProcessDocument22 pagesAmmonia Production From Natural Gas-Haldor Topsoe ProcessYash BhimaniNo ratings yet
- Intec Copper Process December 20081Document20 pagesIntec Copper Process December 20081Miguel JackoNo ratings yet
- Steel Metal Product Supplier Provider All Product Grade ListDocument20 pagesSteel Metal Product Supplier Provider All Product Grade ListPRAVINNo ratings yet
- 2 Covalent Dative Covalent BondingDocument9 pages2 Covalent Dative Covalent BondingRobertLiuNo ratings yet
- Awt2003paper PDFDocument10 pagesAwt2003paper PDFZeeshan HaiderNo ratings yet
- HW 9Document5 pagesHW 9Suryakant Pandey0% (1)
- Primary Research Final AssignmentDocument11 pagesPrimary Research Final Assignmentapi-610541637No ratings yet
- Chemistry 4 Electrolysis QP Level Cie For Class 10 11Document24 pagesChemistry 4 Electrolysis QP Level Cie For Class 10 11Maryam KhanNo ratings yet
- Presentation PPN EmasDocument10 pagesPresentation PPN EmasIndra YuNo ratings yet
- Metallographers Guide PDFDocument7 pagesMetallographers Guide PDFVanina DuttoNo ratings yet
- Topic 2 Atomic Structure and The Periodic TableDocument31 pagesTopic 2 Atomic Structure and The Periodic TableWhitneyNo ratings yet