You might also like
- Effect of Shot Peening On The Fatigue Life of 2024 Aluminum Alloy PDFDocument12 pagesEffect of Shot Peening On The Fatigue Life of 2024 Aluminum Alloy PDFLuis Gustavo PachecoNo ratings yet
- LPS Training - 2015 Update FINALDocument65 pagesLPS Training - 2015 Update FINALAsriSaffuan86% (7)
- Mini Project DocumentationDocument43 pagesMini Project Documentationmgitecetech100% (6)
- Introduction To The Philosophy of Social ResearchDocument240 pagesIntroduction To The Philosophy of Social ResearchRob Londs100% (1)
- Ultrasonic Testing of Austenitic Stainless Steel WeldsDocument15 pagesUltrasonic Testing of Austenitic Stainless Steel Weldssmartz inspection100% (1)
- Effects of Kahramanmaras Earthquakes in South of Turkey On Livestock ActivitiesDocument10 pagesEffects of Kahramanmaras Earthquakes in South of Turkey On Livestock ActivitiesIJAR JOURNALNo ratings yet
- System Dynamics IntroductionDocument8 pagesSystem Dynamics IntroductionDavid Abraham Jiménez MartínezNo ratings yet
- Risk Assessment For Purified WaterDocument53 pagesRisk Assessment For Purified WaterparuchurietindraNo ratings yet
- Change MGMT ExamplesDocument19 pagesChange MGMT Examplesjyoti chauhanNo ratings yet
- Measurement Accuracy and Six Sigma Green Belt ExamDocument12 pagesMeasurement Accuracy and Six Sigma Green Belt ExamKumaran VelNo ratings yet
- Non-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingFrom EverandNon-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingRaman SinghNo ratings yet
- Cec 208 Lecture Notes 1Document9 pagesCec 208 Lecture Notes 1Zaid Habibu100% (1)
- Matching TypeDocument26 pagesMatching TypeDiana HernandezNo ratings yet
- Microstructure Analysis of Arc Welded Mild SteelDocument7 pagesMicrostructure Analysis of Arc Welded Mild SteelAniekanNo ratings yet
- Engineering Failure Analysis: Abhay K. Jha, K. Sreekumar, P.P. SinhaDocument8 pagesEngineering Failure Analysis: Abhay K. Jha, K. Sreekumar, P.P. Sinhascg1234No ratings yet
- Assessment of Stainless Steel 316L Joints Welded by Laser: Corresponding Author. Tel: E-Mail AddressesDocument11 pagesAssessment of Stainless Steel 316L Joints Welded by Laser: Corresponding Author. Tel: E-Mail AddressesAyman HussienNo ratings yet
- Effect of Laser Beam Welding Parameters On Microstructure and Properties of Duplex Stainless SteelDocument9 pagesEffect of Laser Beam Welding Parameters On Microstructure and Properties of Duplex Stainless Steelnaresh1272No ratings yet
- An Optimization of Tig Welding (Ss304) Parameters Using Destructive and Nondestructive Testing MethodDocument8 pagesAn Optimization of Tig Welding (Ss304) Parameters Using Destructive and Nondestructive Testing MethodTJPRC PublicationsNo ratings yet
- Optimization of Pulsed TIG Welding Process Parameters On Mechanical Properties of AA 5456 Aluminum Alloy WeldmentsDocument10 pagesOptimization of Pulsed TIG Welding Process Parameters On Mechanical Properties of AA 5456 Aluminum Alloy Weldmentsnofrian akbarNo ratings yet
- Evaluation of Bond Quality and Corrosion Resistance of Stainless Steel-Low Carbon Steel Friction Surfaced DepositDocument10 pagesEvaluation of Bond Quality and Corrosion Resistance of Stainless Steel-Low Carbon Steel Friction Surfaced DepositTJPRC PublicationsNo ratings yet
- Tig Welding Process Parameters Optimization For Stainless Steel Materials Using Regression AnalysisDocument7 pagesTig Welding Process Parameters Optimization For Stainless Steel Materials Using Regression AnalysisNaveen KumarNo ratings yet
- Experimental Investigation For Welding Aspects of AISI 304 & 316 by Taguchi Technique For The Process of TIG & MIG WeldingDocument6 pagesExperimental Investigation For Welding Aspects of AISI 304 & 316 by Taguchi Technique For The Process of TIG & MIG Weldingsurendiran123No ratings yet
- Effect of Laser Beam Welding Parameters On MicrostDocument10 pagesEffect of Laser Beam Welding Parameters On MicrostSalih HASNo ratings yet
- Optimization of Weld Bead Width in Tungsten Inert Gas Welding of Austenitic Stainless Steel AlloyDocument4 pagesOptimization of Weld Bead Width in Tungsten Inert Gas Welding of Austenitic Stainless Steel AlloyeshuNo ratings yet
- WeldingDocument6 pagesWeldingTamal PaulNo ratings yet
- Non-Alloy Structural Steels: Mechanical Properties Available DimensionsDocument1 pageNon-Alloy Structural Steels: Mechanical Properties Available Dimensionssorin robertNo ratings yet
- To Predict The Bead Geometry Parameters and Shape Relationships in MIG Welding of Stainless Steel 301 by Mathematical ModellingDocument10 pagesTo Predict The Bead Geometry Parameters and Shape Relationships in MIG Welding of Stainless Steel 301 by Mathematical ModellingIJRASETPublicationsNo ratings yet
- To Predict The Bead Geometry Parameters and Shape Relationships in MIG Welding of Stainless Steel 301 by Mathematical ModellingDocument10 pagesTo Predict The Bead Geometry Parameters and Shape Relationships in MIG Welding of Stainless Steel 301 by Mathematical ModellingIJRASETPublicationsNo ratings yet
- 1 s2.0 S2214785319343834 Main PDFDocument6 pages1 s2.0 S2214785319343834 Main PDFJohnny VillarroelNo ratings yet
- RSW Process Parameters and Tensile Strength AnalysisDocument5 pagesRSW Process Parameters and Tensile Strength AnalysisOscar Choque PardoNo ratings yet
- Effect of Process Parameters On The Surface Integrity of Micro-Holes of Ti6Al4V Obtained by Micro-EdmDocument8 pagesEffect of Process Parameters On The Surface Integrity of Micro-Holes of Ti6Al4V Obtained by Micro-EdmTJPRC PublicationsNo ratings yet
- Investigation of PCTIG, CCTIG and MMA Welding On Powder Metallurgy Aluminium Specimen Processed Through Equi-Channel Angular Pressing (ECAP)Document11 pagesInvestigation of PCTIG, CCTIG and MMA Welding On Powder Metallurgy Aluminium Specimen Processed Through Equi-Channel Angular Pressing (ECAP)IJRASETPublicationsNo ratings yet
- Experimental Validation On ASTM A516 Grade 70 Carbon Steel by Non-Destructive TestingDocument4 pagesExperimental Validation On ASTM A516 Grade 70 Carbon Steel by Non-Destructive TestingIJMTST-Online JournalNo ratings yet
- Material Removal by Arc Ablation: Robert H SturgesDocument6 pagesMaterial Removal by Arc Ablation: Robert H SturgesinventionjournalsNo ratings yet
- 0833Document8 pages0833Edmilson OtoniNo ratings yet
- Study of Fatigue Fractography of Mild Steel Used in Automotive IndustryDocument7 pagesStudy of Fatigue Fractography of Mild Steel Used in Automotive IndustryvipimNo ratings yet
- Optimization of Welding Parameters Using Plasma Arc Welding For SS316 MaterialDocument7 pagesOptimization of Welding Parameters Using Plasma Arc Welding For SS316 Materialswapnil pandeNo ratings yet
- Machine Design, Vol.5 (2013) No.1, ISSN 1821-1259 Pp. 1-10Document10 pagesMachine Design, Vol.5 (2013) No.1, ISSN 1821-1259 Pp. 1-10Sirajuddin ANo ratings yet
- Weld Quality Analysis of Tig, Laser and Electron Beam Welded Ss 304 and 316 Materials With NDT TechniquesDocument4 pagesWeld Quality Analysis of Tig, Laser and Electron Beam Welded Ss 304 and 316 Materials With NDT TechniquesИлгар НахматовNo ratings yet
- Effect of The Electrode To Work Angle, Filler Diameter and Shielding Gas Type On Weld Geometry of HQ130 Steel Joints Produced by Robotic GMAWDocument5 pagesEffect of The Electrode To Work Angle, Filler Diameter and Shielding Gas Type On Weld Geometry of HQ130 Steel Joints Produced by Robotic GMAWAkhtar AnsariNo ratings yet
- Effect of Laser Beam Welding Parameters On Microstructure and Properties of Duplex Stainless SteelDocument9 pagesEffect of Laser Beam Welding Parameters On Microstructure and Properties of Duplex Stainless SteelAsif HameedNo ratings yet
- Parametric Analysis and Effect of Tool On FSW Joint of 6082 Al Alloy by Taguchi MethodDocument6 pagesParametric Analysis and Effect of Tool On FSW Joint of 6082 Al Alloy by Taguchi MethodTJPRC PublicationsNo ratings yet
- Optimization of MMAW Process Parameters for Joining Stainless Steel and Mild SteelDocument6 pagesOptimization of MMAW Process Parameters for Joining Stainless Steel and Mild SteelSREEJITH S NAIRNo ratings yet
- A Review Paper On Optimization of Shield PDFDocument8 pagesA Review Paper On Optimization of Shield PDFZen KingNo ratings yet
- Influence of Welding Variables On Indentation Depth in Ultrasonically Welded Al/Cu Dissimilar Joints and Theoretical Fracture Load EstimationDocument6 pagesInfluence of Welding Variables On Indentation Depth in Ultrasonically Welded Al/Cu Dissimilar Joints and Theoretical Fracture Load Estimationmantra2010No ratings yet
- Previous Paper - EditedDocument7 pagesPrevious Paper - EditedNaveen KumarNo ratings yet
- PUB 2005 - InTERESSANT - CRYOGENIE - Fatigue Life Extension of Notches in AISI 304L WeldmentsDocument9 pagesPUB 2005 - InTERESSANT - CRYOGENIE - Fatigue Life Extension of Notches in AISI 304L WeldmentsMohammed El Amine GUETNo ratings yet
- PAUT Inspection of Corrosion-Resitant Alloys and Dissimilat Weld MaterialsDocument20 pagesPAUT Inspection of Corrosion-Resitant Alloys and Dissimilat Weld MaterialsRupam BaruahNo ratings yet
- Tribological Behaviour of Plasma Sprayed Al O - Tio Coating On Al-6082T6 SubstrateDocument8 pagesTribological Behaviour of Plasma Sprayed Al O - Tio Coating On Al-6082T6 SubstrateDjm AlgNo ratings yet
- Parametric Optimization of MIG Welding On 316L Austenitic Stainless Steel by Grey-Based Taguchi MethodDocument11 pagesParametric Optimization of MIG Welding On 316L Austenitic Stainless Steel by Grey-Based Taguchi MethodNarendra KalerNo ratings yet
- Spot Welding Research PaperDocument4 pagesSpot Welding Research Paperuzypvhhkf100% (1)
- Study On Effect of Manual Metal Arc Welding Process Parameters On Width of Heat Affected Zone (Haz) For Ms 1005 SteelDocument8 pagesStudy On Effect of Manual Metal Arc Welding Process Parameters On Width of Heat Affected Zone (Haz) For Ms 1005 SteelAngga Pamilu PutraNo ratings yet
- Analysis of Notch Sensitivity Factor For Ss420 and Ss431 Over En24Document6 pagesAnalysis of Notch Sensitivity Factor For Ss420 and Ss431 Over En24IAEME PublicationNo ratings yet
- Chen 2009 Thep Lam KhuonDocument5 pagesChen 2009 Thep Lam KhuonPhung Tuan AnhNo ratings yet
- 316L Mixing Design For ATIG Morphology and Microstructure Study of 316L Stainless SteelDocument8 pages316L Mixing Design For ATIG Morphology and Microstructure Study of 316L Stainless SteelMohamed TAHDECHTNo ratings yet
- Experimental Investigation For Welding Aspects of Stainless Steel 310 For The Process of TIG Welding PDFDocument7 pagesExperimental Investigation For Welding Aspects of Stainless Steel 310 For The Process of TIG Welding PDFfaisalNo ratings yet
- Effect of Laser Welding Process Parameters On Mechanical P Roperties of Stainless Steel-316Document11 pagesEffect of Laser Welding Process Parameters On Mechanical P Roperties of Stainless Steel-316kamal touilebNo ratings yet
- The Effect of Groove Welding On Mechanical PropertDocument8 pagesThe Effect of Groove Welding On Mechanical PropertMuhammad Zuhairy jabarNo ratings yet
- 191 Ijmperdjun2019191Document8 pages191 Ijmperdjun2019191TJPRC PublicationsNo ratings yet
- Fracture Behaviour of Dissimilar Metallic Welds: Specimens and Pipe Weld With CrackDocument9 pagesFracture Behaviour of Dissimilar Metallic Welds: Specimens and Pipe Weld With Crackmade dwi payanaNo ratings yet
- Investigation of MRR, TWR and Radial Overcut at Varying Depth of Machining During Die Sinking EDMDocument8 pagesInvestigation of MRR, TWR and Radial Overcut at Varying Depth of Machining During Die Sinking EDMIJRASETPublicationsNo ratings yet
- Non Alloy Structural Steels S275J2 NDocument1 pageNon Alloy Structural Steels S275J2 Nserzo75No ratings yet
- Saravanan2017 Article StudiesOnMetallurgicalAndMechaDocument8 pagesSaravanan2017 Article StudiesOnMetallurgicalAndMechaPardeepNo ratings yet
- Fyp Reading MaterialDocument14 pagesFyp Reading MaterialRamaneish SivaNo ratings yet
- Farizah at Al 2016Document5 pagesFarizah at Al 2016Farizah AdlizaNo ratings yet
- Study The Change of Current Weld On Mechanical Properties and Microstructure of Low Carbon Steel Welded by Electric Arc WeldingDocument8 pagesStudy The Change of Current Weld On Mechanical Properties and Microstructure of Low Carbon Steel Welded by Electric Arc WeldingBasim Al-bhadleNo ratings yet
- Laser Oscillating Welding of TC31 High-TemperatureDocument13 pagesLaser Oscillating Welding of TC31 High-TemperatureVikram JainNo ratings yet
- Optimization of Wire Edm Process Parameters For Machining of Amcs (413/B C) Using Taguchi TechniqueDocument8 pagesOptimization of Wire Edm Process Parameters For Machining of Amcs (413/B C) Using Taguchi TechniqueTJPRC PublicationsNo ratings yet
- Analysis of Welded Joint Properties On An AISI316L Stainless Steel Tube Manufactured by SLM TechnologyDocument14 pagesAnalysis of Welded Joint Properties On An AISI316L Stainless Steel Tube Manufactured by SLM TechnologyMahnooshNo ratings yet
- ICEE097 - Full Length Paper PDFDocument4 pagesICEE097 - Full Length Paper PDFWeld TechNo ratings yet
- Chi-Square Test of IndependenceDocument15 pagesChi-Square Test of IndependenceGaming AccountNo ratings yet
- Huzaifa Majeed (Fa18-Bee-025) Assignment 4Document4 pagesHuzaifa Majeed (Fa18-Bee-025) Assignment 4Israr Ul HassanNo ratings yet
- Syllabus of NCERT Booster Test Series - CoE NEET-2024 - 071157Document1 pageSyllabus of NCERT Booster Test Series - CoE NEET-2024 - 071157bishnuprasadmohapatra01No ratings yet
- SMT0019-8.6 SynPAKDocument126 pagesSMT0019-8.6 SynPAKhadiNo ratings yet
- Customer Service - Trainers NotesDocument1 pageCustomer Service - Trainers NotesAdarsh ShuklaNo ratings yet
- (MIÑOZA - Wen Roniel Badayos) - PKYF 2023 Application EssayDocument3 pages(MIÑOZA - Wen Roniel Badayos) - PKYF 2023 Application EssayWen MinozaNo ratings yet
- Effects of Single ParentingDocument3 pagesEffects of Single Parentingmaria mariaNo ratings yet
- Rnotes MainDocument263 pagesRnotes Mainhanifahprisma0% (1)
- Lesson PlanDocument1 pageLesson Planapi-551142254No ratings yet
- Logical FallaciesDocument15 pagesLogical FallaciesLouis Marvil AbalaNo ratings yet
- Decision Theory Under UncertaintyDocument25 pagesDecision Theory Under UncertaintyLaurence Rue AudineNo ratings yet
- 15.production and Productivity Improvement Measures at MOIL-MOILDocument8 pages15.production and Productivity Improvement Measures at MOIL-MOILkatta_sridharNo ratings yet
- IISER Aptitude Test 2013: Syllabus ForDocument1 pageIISER Aptitude Test 2013: Syllabus ForSanthoshkumar RayavarapuNo ratings yet
- Mesozoic Rock Formations of the South-West Rusca Montana BasinDocument27 pagesMesozoic Rock Formations of the South-West Rusca Montana BasinplanessNo ratings yet
- Uts 2Document4 pagesUts 2Neill Antonio AbuelNo ratings yet
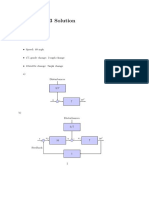
- Homework 3 Solution: Problem 1Document3 pagesHomework 3 Solution: Problem 1Gustavo Felicio PerruciNo ratings yet
- 10 Power Phrases To Master Your Next ArgumentDocument6 pages10 Power Phrases To Master Your Next ArgumentshaiannnicolebNo ratings yet
- I've Got To Be MeDocument35 pagesI've Got To Be MeRosejen MangubatNo ratings yet
- Checklist For Welding and NDE SectionDocument2 pagesChecklist For Welding and NDE SectionMuhammadShabbirNo ratings yet
- Department of Computer Science Software Engineering Course Offering Fall 2022Document6 pagesDepartment of Computer Science Software Engineering Course Offering Fall 2022Bushi BaloochNo ratings yet