You might also like
- The Impact of Quality Maintenance Pillar of TPM On Manufacturing PerformanceDocument7 pagesThe Impact of Quality Maintenance Pillar of TPM On Manufacturing PerformanceFaruk YerebakanNo ratings yet
- Articulo 4 TPMDocument13 pagesArticulo 4 TPMastrid abigail blas sanchezNo ratings yet
- Study of Success Factors of TPM Implementation in Indian Industry Towards Operational Excellence: An OverviewDocument7 pagesStudy of Success Factors of TPM Implementation in Indian Industry Towards Operational Excellence: An OverviewProfessor HappyNo ratings yet
- TPM Implementation To Invigorate Manufacturing Performance in Indian IndustriesDocument10 pagesTPM Implementation To Invigorate Manufacturing Performance in Indian IndustriesYayasan Bahtera RayaNo ratings yet
- Impact of TPMDocument16 pagesImpact of TPMPanch BNo ratings yet
- Total Quality Management (TQM)Document9 pagesTotal Quality Management (TQM)grace1217No ratings yet
- BSC For TPM PDFDocument12 pagesBSC For TPM PDFAli Yimer AliNo ratings yet
- Productivity Improvement Through Total Quality Management: Bachelor of Engineering IN Production EngineeringDocument35 pagesProductivity Improvement Through Total Quality Management: Bachelor of Engineering IN Production EngineeringSuresh KumkumgarNo ratings yet
- TQM Mod5@AzDOCUMENTS - inDocument21 pagesTQM Mod5@AzDOCUMENTS - inChimtuNo ratings yet
- Industrial Total Productive MaintenanceDocument32 pagesIndustrial Total Productive MaintenanceMukesh SharmaNo ratings yet
- Total Productive Maintenance by Ankur KumarDocument25 pagesTotal Productive Maintenance by Ankur Kumarsembalap29No ratings yet
- Quality Management MINI Project OnDocument11 pagesQuality Management MINI Project OnGok L Tuna100% (1)
- BSH Sip Prefinal PDFDocument114 pagesBSH Sip Prefinal PDFBasirahmmed.s.HalkarniNo ratings yet
- Internal Test - III Part - ADocument9 pagesInternal Test - III Part - AramNo ratings yet
- Quality Improvement in Garments IndustryDocument7 pagesQuality Improvement in Garments IndustryGarmentLearner67% (6)
- Optimizing OEE, Productivity and ProductionDocument14 pagesOptimizing OEE, Productivity and ProductionAkbar TawaqqalNo ratings yet
- Quality CostingfffffffffffffDocument69 pagesQuality CostingfffffffffffffleesadzebondeNo ratings yet
- Total Productive Maintainance (TPM)Document7 pagesTotal Productive Maintainance (TPM)Monglafru MogNo ratings yet
- TPM-Presentation ModifiedDocument33 pagesTPM-Presentation Modifiedmathan.kNo ratings yet
- Assigment TQM Version 4 ParapharasedDocument8 pagesAssigment TQM Version 4 ParapharasedSHINDE ANIKET MARUTI / UPMNo ratings yet
- Assigment TQM Version 2Document8 pagesAssigment TQM Version 2SHINDE ANIKET MARUTI / UPMNo ratings yet
- Total Quality ManagementDocument11 pagesTotal Quality Managementyatin rajputNo ratings yet
- Welcome To Our Presentation: Total Productive Maintenance (TPM) Presented By: Rashmita Tripathy Kristen HammelDocument44 pagesWelcome To Our Presentation: Total Productive Maintenance (TPM) Presented By: Rashmita Tripathy Kristen Hammel1382aceNo ratings yet
- TotalProductiveMaintenance NeedFrameworkDocument6 pagesTotalProductiveMaintenance NeedFrameworkCharles VenturiniNo ratings yet
- Inventory Management Assignment "World Class Manufacturing" Submitted To Sir Raja KhalidDocument15 pagesInventory Management Assignment "World Class Manufacturing" Submitted To Sir Raja KhalidFatimah KhanNo ratings yet
- What Is Total Productive Maintenance?Document5 pagesWhat Is Total Productive Maintenance?YeabsraNo ratings yet
- Implementation of Total Quality Management (TQM) in Indian IndustryDocument4 pagesImplementation of Total Quality Management (TQM) in Indian Industryswathi krishnaNo ratings yet
- Selecting The Best Tools and Framework To Evaluate Equipment Malfunctions and Improve The OEE in The Cork IndustryDocument13 pagesSelecting The Best Tools and Framework To Evaluate Equipment Malfunctions and Improve The OEE in The Cork IndustryRocio Román CasafrancaNo ratings yet
- Strategies and Success Factors For Overcoming Challenges in TPM ImplementationDocument25 pagesStrategies and Success Factors For Overcoming Challenges in TPM Implementationdeepak_manjunath_1100% (1)
- MBA Total Productive MaintenanceDocument16 pagesMBA Total Productive MaintenanceLijo JoseNo ratings yet
- Quality ManagementDocument15 pagesQuality ManagementMohammad Anisuzzaman0% (2)
- Total Quality Management PresentationDocument21 pagesTotal Quality Management PresentationPartha Pattanaik100% (3)
- Quality Management Practices by TVS Group IndiaDocument19 pagesQuality Management Practices by TVS Group Indiasnata92No ratings yet
- Quality As A ProcessDocument23 pagesQuality As A ProcessVishal KalraNo ratings yet
- An Evaluation of TPM Implementation Initiatives in An Indian Manufacturing EnterpriseDocument15 pagesAn Evaluation of TPM Implementation Initiatives in An Indian Manufacturing EnterpriseToni Mybabysweetpea DawsonNo ratings yet
- World Class ManufacturingDocument10 pagesWorld Class ManufacturingFatimah KhanNo ratings yet
- Problems and Barriers Affecting Total Productive Maintenance ImplementationDocument7 pagesProblems and Barriers Affecting Total Productive Maintenance ImplementationDaniel RoseroNo ratings yet
- National Institute of Fashion Technology, Kangra: Maintenance Management Assignment - 1Document10 pagesNational Institute of Fashion Technology, Kangra: Maintenance Management Assignment - 1EruNo ratings yet
- TQM in Msil (Amit & Pranav)Document41 pagesTQM in Msil (Amit & Pranav)Amit AnandNo ratings yet
- Implementing Total Productive MaintenancDocument24 pagesImplementing Total Productive MaintenancDaniel HananiasNo ratings yet
- Acknowledgement: Mr. P.S Pal For Their Advice, Encouragement and CooperationDocument36 pagesAcknowledgement: Mr. P.S Pal For Their Advice, Encouragement and CooperationUjjawal SinghNo ratings yet
- Review Paper On Technology and Tool of Lean Manufacturing HTTP://WWW - Ijamtes.orgDocument5 pagesReview Paper On Technology and Tool of Lean Manufacturing HTTP://WWW - Ijamtes.orgIJAMTESNo ratings yet
- Barriers in TPM Implementation in Industries PDFDocument6 pagesBarriers in TPM Implementation in Industries PDFFran JimenezNo ratings yet
- Implementation of Lean Manufacturing Operation in RMG Industry of BangladeshDocument26 pagesImplementation of Lean Manufacturing Operation in RMG Industry of BangladeshSayeef Zimran KhanNo ratings yet
- QualityDocument113 pagesQualityleesadzebondeNo ratings yet
- Operations Management: 1. Emerging Role of The Production & Operations Manager in India TodayDocument15 pagesOperations Management: 1. Emerging Role of The Production & Operations Manager in India TodayBiniNo ratings yet
- Journal of Engineering and Technology For Industrial ApplicationsDocument10 pagesJournal of Engineering and Technology For Industrial ApplicationsJohn MendozaNo ratings yet
- Strategies and Success Factors For Overcoming Challenges in TPM Implementation PDFDocument25 pagesStrategies and Success Factors For Overcoming Challenges in TPM Implementation PDFRahulKrishnanNo ratings yet
- Assignment 3Document8 pagesAssignment 3Liliana CastroNo ratings yet
- World Class OperationsDocument13 pagesWorld Class OperationsOmeYadavNo ratings yet
- Total Productive Maintenance: A Study of Malaysian Automotive SmesDocument5 pagesTotal Productive Maintenance: A Study of Malaysian Automotive SmesBeder Alvarado ChuquizutaNo ratings yet
- IPPTA15357 60TPMAPhilosophyDocument5 pagesIPPTA15357 60TPMAPhilosophyProfessor HappyNo ratings yet
- JofMech FullpaperDocument10 pagesJofMech FullpaperProfessor HappyNo ratings yet
- 1033-TQM-KIA MotorsDocument23 pages1033-TQM-KIA MotorsMuhammad NaveedNo ratings yet
- Methodology Used For Improving Overall Equipment Effectiveness by Implementing Total Productive Maintenance in Plastic Pipe Manufacturing IndustriesDocument7 pagesMethodology Used For Improving Overall Equipment Effectiveness by Implementing Total Productive Maintenance in Plastic Pipe Manufacturing IndustriesIJMERNo ratings yet
- Total Quality Management 2Document9 pagesTotal Quality Management 2Syed Muhammad UmairNo ratings yet
- Total Productive Maintenance (TPM) Refers To A Management System For Optimizing TheDocument5 pagesTotal Productive Maintenance (TPM) Refers To A Management System For Optimizing TheAnonymous yCpjZF1rFNo ratings yet
- Assignment TQM ToyotaDocument6 pagesAssignment TQM ToyotaAiswarya ASNo ratings yet
- Total Productive Maintainance (TPM)Document7 pagesTotal Productive Maintainance (TPM)Monglafru MogNo ratings yet
- A Study of the Supply Chain and Financial Parameters of a Small BusinessFrom EverandA Study of the Supply Chain and Financial Parameters of a Small BusinessNo ratings yet
- CMM ReportDocument3 pagesCMM Reportpallav_tribhuvanNo ratings yet
- Higher Is BetterDocument1 pageHigher Is Betterpallav_tribhuvanNo ratings yet
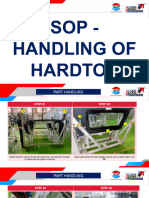
- Part HandlingDocument7 pagesPart Handlingpallav_tribhuvanNo ratings yet
- SOP ProjectDocument6 pagesSOP Projectpallav_tribhuvanNo ratings yet
- Milesstones - ALP AeroflexDocument1 pageMilesstones - ALP Aeroflexpallav_tribhuvanNo ratings yet
- Psychology - Masters in Psychology Entrance Examination Book (Power Within Psychology, Amit Panwar) (Z-Library)Document414 pagesPsychology - Masters in Psychology Entrance Examination Book (Power Within Psychology, Amit Panwar) (Z-Library)Suraj100% (12)
- Survey-Questionnaire For The Study "Factors Affecting The Level of Comprehension in English of Grade 3 Students School Year 2021-2023"Document13 pagesSurvey-Questionnaire For The Study "Factors Affecting The Level of Comprehension in English of Grade 3 Students School Year 2021-2023"Rosalinda SamongNo ratings yet
- Leadership's Ramdom MCQsDocument48 pagesLeadership's Ramdom MCQsAhmed NoumanNo ratings yet
- Relationship Marketing & International RetailingDocument17 pagesRelationship Marketing & International Retailingpriyarp5075No ratings yet
- Lethal Dose TableDocument1 pageLethal Dose TableRochie DiezNo ratings yet
- Case Study 6Document6 pagesCase Study 6Shaikh BilalNo ratings yet
- Cheats BFG Doom 3Document5 pagesCheats BFG Doom 3screw_x3No ratings yet
- CMNS Week 3.2 Memo AssignmentDocument2 pagesCMNS Week 3.2 Memo AssignmentPulkit KalhanNo ratings yet
- Sand Cone Test ResultsDocument71 pagesSand Cone Test ResultsGayan Indunil JayasundaraNo ratings yet
- 1.2. Types of Bank: Dhruba Koirala National Law CollegeDocument38 pages1.2. Types of Bank: Dhruba Koirala National Law CollegeMadan ShresthaNo ratings yet
- INST240 Sec4Document127 pagesINST240 Sec4bhanu6212No ratings yet
- Benjamin Gomez v. Enrico PalomarDocument11 pagesBenjamin Gomez v. Enrico PalomarUlyung DiamanteNo ratings yet
- Certificate of Software AcceptanceDocument6 pagesCertificate of Software AcceptanceVince PepañaNo ratings yet
- Test Method of Flammability of Interior Materials For AutomobilesDocument17 pagesTest Method of Flammability of Interior Materials For AutomobilesKarthic BhrabuNo ratings yet
- CN Mod1 Ppt-FinalDocument56 pagesCN Mod1 Ppt-FinalkkNo ratings yet
- Total Spanish Course: Learn Spanish With The Michel Thomas Method: Beginner Spanish Audio Course - Michel ThomasDocument5 pagesTotal Spanish Course: Learn Spanish With The Michel Thomas Method: Beginner Spanish Audio Course - Michel Thomasguhofyki0% (1)
- Glass, Brittle Plastic and Ceramic Materials Control: BRC Global StandardsDocument8 pagesGlass, Brittle Plastic and Ceramic Materials Control: BRC Global StandardsNavaneethanNo ratings yet
- Hydraulic Components Manufacturing PDFDocument14 pagesHydraulic Components Manufacturing PDFabyzenNo ratings yet
- Ready. Set. IELTS. Idioms.Document45 pagesReady. Set. IELTS. Idioms.Renatochka BakirovaNo ratings yet
- Bottom-Up Cost Evaluation of SOEC Systems (10-100MW)Document14 pagesBottom-Up Cost Evaluation of SOEC Systems (10-100MW)Roy JudeNo ratings yet
- Afternoon Quiz Set 4Document66 pagesAfternoon Quiz Set 4pchakkrapani100% (1)
- Directorate of Pension, Provident Fund & Group Insurance: WWW - Wbepension.gov - inDocument37 pagesDirectorate of Pension, Provident Fund & Group Insurance: WWW - Wbepension.gov - inSandipan RoyNo ratings yet
- Gta 07-10-002 Advanced Infantry MarksmanshipDocument2 pagesGta 07-10-002 Advanced Infantry MarksmanshipMark CheneyNo ratings yet
- Questionnaire On Teaching Learning 1Document4 pagesQuestionnaire On Teaching Learning 1Sonia Agustin100% (1)
- Past:: Simple Indefinite Continuous Perfect Perfect ContinuousDocument12 pagesPast:: Simple Indefinite Continuous Perfect Perfect ContinuousAhmed Abd El HafeezNo ratings yet
- ToRs ESIA Maputo Sewerage System FinalDocument36 pagesToRs ESIA Maputo Sewerage System FinalVirgilio MuandoNo ratings yet
- 2 - ARM Cotex-M3 - IntroductionDocument124 pages2 - ARM Cotex-M3 - IntroductionNghĩa VũNo ratings yet
- Regulatory Guide 1.71Document5 pagesRegulatory Guide 1.71Siis IngenieriaNo ratings yet
- Sonos Outdoor by Sonance Installation ManualDocument4 pagesSonos Outdoor by Sonance Installation Manualvlad111No ratings yet
- Impromptu SpeechDocument44 pagesImpromptu SpeechRhea Mae TorresNo ratings yet