You might also like
- US5820225Document10 pagesUS5820225aungkyawzoreNo ratings yet
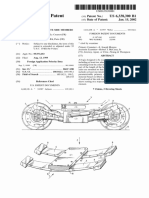
- United States Patent: (12) (10) Patent No.: US 7,214,135 B2 Laskey Et Al. (45) Date of Patent: May 8, 2007Document6 pagesUnited States Patent: (12) (10) Patent No.: US 7,214,135 B2 Laskey Et Al. (45) Date of Patent: May 8, 2007Keval Kamani100% (1)
- US4707035Document5 pagesUS4707035aungkyawzoreNo ratings yet
- United States Patent (10) Patent No.: US 7,032.967 B2: Pyzik Et Al. (45) Date of Patent: Apr. 25, 2006Document10 pagesUnited States Patent (10) Patent No.: US 7,032.967 B2: Pyzik Et Al. (45) Date of Patent: Apr. 25, 2006Muhammad Rifqi fawziNo ratings yet
- US5457886Document9 pagesUS5457886aungkyawzoreNo ratings yet
- United States Patent: Chang Et AlDocument9 pagesUnited States Patent: Chang Et AlEric Manuel Mercedes AbreuNo ratings yet
- US3883181Document8 pagesUS3883181aungkyawzoreNo ratings yet
- US5368370Document7 pagesUS5368370aungkyawzoreNo ratings yet
- First: United States PatentDocument7 pagesFirst: United States Patentyraju88No ratings yet
- US6247760Document12 pagesUS6247760aungkyawzoreNo ratings yet
- Labyrinth Seal for Disc TurbineDocument9 pagesLabyrinth Seal for Disc TurbineRonan RojasNo ratings yet
- (Nanssrxz2: United States PatentDocument7 pages(Nanssrxz2: United States PatentchucklesmcnastyNo ratings yet
- Traction device for motor vehiclesDocument5 pagesTraction device for motor vehiclesxeron7126No ratings yet
- United States PatentDocument7 pagesUnited States PatentBrilliant DavidsonNo ratings yet
- United States Patent (10) Patent No.: US 6,793,224 B2: Stratton (45) Date of Patent: Sep. 21, 2004Document14 pagesUnited States Patent (10) Patent No.: US 6,793,224 B2: Stratton (45) Date of Patent: Sep. 21, 2004Dagger HashimotoNo ratings yet
- United States Patent: Millerman (45) Date of Patent: Dec. 12, 2006Document9 pagesUnited States Patent: Millerman (45) Date of Patent: Dec. 12, 2006Ayush MaliNo ratings yet
- US4219241Document7 pagesUS4219241aungkyawzoreNo ratings yet
- NasaDocument6 pagesNasaKevin DominichNo ratings yet
- Vernier Caliper PatentDocument9 pagesVernier Caliper Patentmeinard angelesNo ratings yet
- Bn-Ye Nane: N2KkntDocument4 pagesBn-Ye Nane: N2KkntMichael MurphyNo ratings yet
- United States Patent (19) : Aerospatiale, FranceDocument7 pagesUnited States Patent (19) : Aerospatiale, Franceingeniomeca8800No ratings yet
- United States Patent (19) : Anderson Et Al. 54 Yacht Mast 11) 4,072,121Document7 pagesUnited States Patent (19) : Anderson Et Al. 54 Yacht Mast 11) 4,072,12112348No ratings yet
- United States Patent (10) Patent No.: US 7,774,911 B2: Sun Et Al. (45) Date of Patent: Aug. 17, 2010Document13 pagesUnited States Patent (10) Patent No.: US 7,774,911 B2: Sun Et Al. (45) Date of Patent: Aug. 17, 2010Keval KamaniNo ratings yet
- United States PatentDocument11 pagesUnited States PatentffontanaNo ratings yet
- United States Patent (10) Patent No.: US 8.414,195 B2Document6 pagesUnited States Patent (10) Patent No.: US 8.414,195 B2Anshumaan Pratap BhagatNo ratings yet
- Harddrive ClippingDocument17 pagesHarddrive ClippingBasu Dev AryalNo ratings yet
- Connector Assembly PatternDocument14 pagesConnector Assembly Patternwy6279No ratings yet
- US460Document5 pagesUS460bbNo ratings yet
- US6581308Document5 pagesUS6581308PUVAN TSTNo ratings yet
- US6832659Document12 pagesUS6832659Baiuliang BaiuliangNo ratings yet
- United States Patent (19) : Dec. 10, 1991 (45) Date of PatentDocument4 pagesUnited States Patent (19) : Dec. 10, 1991 (45) Date of PatentKeval KamaniNo ratings yet
- Improved Tesla Turbine DesignDocument12 pagesImproved Tesla Turbine DesignNemanja StojanovicNo ratings yet
- United States Patent: (10) Patent No.: US 6,473,724 B1Document6 pagesUnited States Patent: (10) Patent No.: US 6,473,724 B1Shashank BuchasiaNo ratings yet
- US8567791 Head GasketDocument7 pagesUS8567791 Head Gaskethamed soleymaniNo ratings yet
- US4991909Document10 pagesUS4991909aungkyawzoreNo ratings yet
- EYE Front Rail AssemblyDocument10 pagesEYE Front Rail AssemblygiggyNo ratings yet
- United States PatentDocument13 pagesUnited States Patent63No ratings yet
- United States Patent (19) : 73 Assignee: Monogram Industries, Inc., CulverDocument5 pagesUnited States Patent (19) : 73 Assignee: Monogram Industries, Inc., CulverFayçal MahieddineNo ratings yet
- United States Patent (19) : GullettDocument7 pagesUnited States Patent (19) : GullettMaJoy GarciaNo ratings yet
- United States Patent: Landrot (10) Patent N0.: (45) Date of PatentDocument7 pagesUnited States Patent: Landrot (10) Patent N0.: (45) Date of PatentRizki Fajar NovantoNo ratings yet
- United States Patent (19) : 01 18338 7/1980 Japan ................................... 267/149Document7 pagesUnited States Patent (19) : 01 18338 7/1980 Japan ................................... 267/149ffontanaNo ratings yet
- United States Patent 19Document6 pagesUnited States Patent 19mahmoud EissaNo ratings yet
- US5988762Document15 pagesUS5988762aungkyawzoreNo ratings yet
- United States Patent (10) Patent No.: US 7,490,539 B2: Ma (45) Date of Patent: Feb. 17, 2009Document18 pagesUnited States Patent (10) Patent No.: US 7,490,539 B2: Ma (45) Date of Patent: Feb. 17, 2009Mary HullNo ratings yet
- United States Patent (10) Patent No.: US 6,341,790 B1: Chen (45) Date of Patent: Jan. 29, 2002Document10 pagesUnited States Patent (10) Patent No.: US 6,341,790 B1: Chen (45) Date of Patent: Jan. 29, 2002Eric Manuel Mercedes AbreuNo ratings yet
- 59 0f1-,-,,é - 1,, M 13,553 $525113ei Iiii?if III Fifit 21811101511121.1118Document22 pages59 0f1-,-,,é - 1,, M 13,553 $525113ei Iiii?if III Fifit 21811101511121.1118Qwerty UiopNo ratings yet
- United States Patent: Delille (45) Date of Patent: May 15, 2007Document5 pagesUnited States Patent: Delille (45) Date of Patent: May 15, 2007tmNo ratings yet
- Double Disc Gate ValveDocument12 pagesDouble Disc Gate Valveshafeeqm3086No ratings yet
- US7849623 Rolling Block Trigger PDFDocument25 pagesUS7849623 Rolling Block Trigger PDFE MakinenNo ratings yet
- Stereoloithography Patent-3D SystemsDocument16 pagesStereoloithography Patent-3D SystemsRaheel AhmedNo ratings yet
- US4392295Document14 pagesUS4392295chahineNo ratings yet
- Way Cases: Nov. 9, 1965 W. E. Schoenborn 3,216,699Document5 pagesWay Cases: Nov. 9, 1965 W. E. Schoenborn 3,216,699Thyaga RajNo ratings yet
- Kick Scooter Steering Mechanism PatentDocument10 pagesKick Scooter Steering Mechanism PatentEric Manuel Mercedes AbreuNo ratings yet
- Wiiw 32A: (12) United States PatentDocument31 pagesWiiw 32A: (12) United States PatentZavorra ZavorratoNo ratings yet
- Horticulture Light Fixture with Sheet Metal Construction and Glass Retention RailsDocument14 pagesHorticulture Light Fixture with Sheet Metal Construction and Glass Retention RailspmurphNo ratings yet
- Slide Gate Damper SystemDocument9 pagesSlide Gate Damper SystemRohit BirajdarNo ratings yet
- US6619645-Fixturing System For Holding and Aligning Engine BlocksDocument24 pagesUS6619645-Fixturing System For Holding and Aligning Engine BlocksMahnooshNo ratings yet
- United States Patent (19) : Helderle Et AlDocument14 pagesUnited States Patent (19) : Helderle Et AlabodolkuhaaNo ratings yet
- United States Patent (19) : (11) Patent Number: (45) Date of PatentDocument12 pagesUnited States Patent (19) : (11) Patent Number: (45) Date of PatentOctavio HernandezNo ratings yet
- 1 STDocument40 pages1 STKomalNo ratings yet
- Hydraulic Schematic SymbolsDocument8 pagesHydraulic Schematic SymbolsJustice MachiwanaNo ratings yet
- MUCLecture 2021 111657848Document6 pagesMUCLecture 2021 111657848Bun RongNo ratings yet
- Piping Design GuideDocument65 pagesPiping Design GuideShrey PatelNo ratings yet
- Notice Inviting Quotation HLL KFC Ducting PDFDocument6 pagesNotice Inviting Quotation HLL KFC Ducting PDFAjeshNo ratings yet
- BETA TALKS 2 JUNI 2021 Selected by Extraterrestrials William Tompkins - 2Document31 pagesBETA TALKS 2 JUNI 2021 Selected by Extraterrestrials William Tompkins - 2AnugerahSentotSudonoNo ratings yet
- Golden Ratio Face AnalysisDocument3 pagesGolden Ratio Face AnalysisClairyssa Myn D CaballeroNo ratings yet
- Property Estimation with Joback MethodDocument8 pagesProperty Estimation with Joback Methodsameer khanNo ratings yet
- FCC Crystal Phonon ModelingDocument4 pagesFCC Crystal Phonon ModelingLuis SerranoNo ratings yet
- SS 460 60MDHDocument2 pagesSS 460 60MDHelisianeNo ratings yet
- Q3 Science 5 Periodical Test Questions No HeadingDocument4 pagesQ3 Science 5 Periodical Test Questions No HeadingWea Joy Mantolino-MasNo ratings yet
- Heat Engines ExplainedDocument78 pagesHeat Engines ExplainedKhushank MNo ratings yet
- The Neglected Facts of Science by Dewey B LarsonDocument151 pagesThe Neglected Facts of Science by Dewey B LarsonJason Verbelli80% (5)
- St. Michael's School Syllabus for Class 8Document14 pagesSt. Michael's School Syllabus for Class 8Aila ParkarNo ratings yet
- Midterm Quiz 3 StaticsDocument4 pagesMidterm Quiz 3 StaticsFerdinand Limba ĪīNo ratings yet
- Equipment Nets 24february2023 1131Document2 pagesEquipment Nets 24february2023 1131BojanNo ratings yet
- Finite Element Code Comparison: Recommended Investigation MethodologyDocument6 pagesFinite Element Code Comparison: Recommended Investigation MethodologyNisarg PatelNo ratings yet
- Electronicbekm 2023Document159 pagesElectronicbekm 2023Bekir MouradNo ratings yet
- Sludge Transfer Pump - Nmr-601 M13-G-0950A/B: Upgrade Pier Marine Facilities at TanajibDocument53 pagesSludge Transfer Pump - Nmr-601 M13-G-0950A/B: Upgrade Pier Marine Facilities at TanajibchaitanyaNo ratings yet
- SE Current Monitoring Series H708-S6: DangerDocument3 pagesSE Current Monitoring Series H708-S6: DangerIsrael AldabaNo ratings yet
- Introduction & Rectilinear Kinematics: CONTINUOUS MOTION (Sections 12.1 - 12.2)Document15 pagesIntroduction & Rectilinear Kinematics: CONTINUOUS MOTION (Sections 12.1 - 12.2)Mohamed DamraNo ratings yet
- GRE Chemistry Test: Practice BookDocument56 pagesGRE Chemistry Test: Practice BookDave Patrick EscalaNo ratings yet
- Is 8000 ManualDocument152 pagesIs 8000 ManualmartinxueloNo ratings yet
- Horizontal Single-Stage Centrifugal PumpsDocument52 pagesHorizontal Single-Stage Centrifugal PumpsMorgan HengNo ratings yet
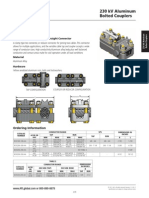
- 230kV Aluminum Bolted Cable Couplers PDFDocument5 pages230kV Aluminum Bolted Cable Couplers PDFCarloNo ratings yet
- 08 Ws5-SizeDocument2 pages08 Ws5-SizepcchemistryNo ratings yet
- BSI Standards Publication: Uninterruptible Power Systems (UPS)Document100 pagesBSI Standards Publication: Uninterruptible Power Systems (UPS)Suresh KrishnanNo ratings yet
- Ay2022 23 AsdaDocument6 pagesAy2022 23 AsdaWatermelon XSNo ratings yet
- WIZ SeriesDocument4 pagesWIZ SeriesJon HamonNo ratings yet
- 4FE-28Y-40P With FHU+60Document17 pages4FE-28Y-40P With FHU+60tedychrNo ratings yet