You might also like
- TDS L2057216Document3 pagesTDS L2057216erolsarNo ratings yet
- Technical Data Sheet Product 3421: Research, Development & Engineering PreliminaryDocument3 pagesTechnical Data Sheet Product 3421: Research, Development & Engineering PreliminaryAfzal ImamNo ratings yet
- SABIC® PP - 528K - Global - Technical - Data - SheetDocument1 pageSABIC® PP - 528K - Global - Technical - Data - SheetjituniNo ratings yet
- TDS Loctite Nordbak Wearing - CompoundDocument3 pagesTDS Loctite Nordbak Wearing - CompoundSadamNo ratings yet
- SABIC® PP - 5271K - Global - Technical - Data - SheetDocument1 pageSABIC® PP - 5271K - Global - Technical - Data - SheetjituniNo ratings yet
- Devcon Plastic Steel Putty ADocument3 pagesDevcon Plastic Steel Putty AAZLAN ABDULLAINo ratings yet
- LOCTITEDocument2 pagesLOCTITEHrNo ratings yet
- 9803 Low-Shrinkage Camera Module Epoxy With LED and Heat-Cure CapabilityDocument4 pages9803 Low-Shrinkage Camera Module Epoxy With LED and Heat-Cure CapabilityAfzal ImamNo ratings yet
- SABIC® LLDPE - 324CNJ - Global - Technical - Data - SheetDocument2 pagesSABIC® LLDPE - 324CNJ - Global - Technical - Data - Sheettechnical kmiNo ratings yet
- SABIC® PP - 312MK40 - Global - Technical - Data - SheetDocument1 pageSABIC® PP - 312MK40 - Global - Technical - Data - SheetSayed RehanNo ratings yet
- BELZONA 1111 Product Specification SheetDocument2 pagesBELZONA 1111 Product Specification SheetMohamed NouzerNo ratings yet
- Sabic 37MK10Document2 pagesSabic 37MK10Chu ChuNo ratings yet
- Loctite Hysol 891-60 TNDocument2 pagesLoctite Hysol 891-60 TNSebas TianNo ratings yet
- Belzona 1121: Product Specification SheetDocument2 pagesBelzona 1121: Product Specification SheetQuy RomNo ratings yet
- LOCTITE 315 en - GLDocument2 pagesLOCTITE 315 en - GLinigo.bretonNo ratings yet
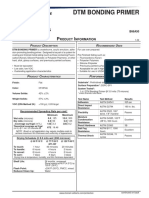
- DTM Bonding Primer: Protective & Marine CoatingsDocument4 pagesDTM Bonding Primer: Protective & Marine CoatingsAna CabreraNo ratings yet
- Loctite 380 Black - Ficha TecnicaDocument3 pagesLoctite 380 Black - Ficha TecnicamonsepackNo ratings yet
- Material Spec For 6600Document1 pageMaterial Spec For 6600Namelezz ShadowwNo ratings yet
- SABIC® HDPE - C0549 - GlobalDocument2 pagesSABIC® HDPE - C0549 - Globaltechnical kmiNo ratings yet
- Lldpe - Sabic® Lldpe - 118NJ PDFDocument2 pagesLldpe - Sabic® Lldpe - 118NJ PDFNilay TanrıverNo ratings yet
- Loctite 495Document3 pagesLoctite 495Rammstein GottNo ratings yet
- Aquashield Cool Roof - TDSDocument2 pagesAquashield Cool Roof - TDSAnoop ShankarNo ratings yet
- Solid Surface Resin - SpecsDocument3 pagesSolid Surface Resin - SpecsAmr Abdelmegid abdelsalam husseinNo ratings yet
- SABIC® PP - 513MN40 - Global - Technical - Data - SheetDocument2 pagesSABIC® PP - 513MN40 - Global - Technical - Data - SheetmeshaktimanNo ratings yet
- Exxon LD 100 BWDocument2 pagesExxon LD 100 BWAli KüçükNo ratings yet
- Loctite EA 3476: Technical Data SheetDocument4 pagesLoctite EA 3476: Technical Data SheetKarsa SambasNo ratings yet
- Protective & Marine Coatings: Polysiloxane 1KDocument4 pagesProtective & Marine Coatings: Polysiloxane 1KAna CabreraNo ratings yet
- Industrial Aluminum Paint: Protective & Marine CoatingsDocument4 pagesIndustrial Aluminum Paint: Protective & Marine CoatingsAna CabreraNo ratings yet
- Belzona 1321: Product Specification SheetDocument2 pagesBelzona 1321: Product Specification Sheetmehdi kamaliNo ratings yet
- DUPAC-0521®: DescriptionDocument6 pagesDUPAC-0521®: DescriptionPablo TorresNo ratings yet
- Loctite EA E-30CL™: Product Description Typical Curing PerformanceDocument3 pagesLoctite EA E-30CL™: Product Description Typical Curing PerformanceTim HortonNo ratings yet
- Exact 8201Document2 pagesExact 8201Kashif MuhammadNo ratings yet
- LLDPE Sabic 118WJADocument2 pagesLLDPE Sabic 118WJAGustavo DiazNo ratings yet
- SABIC® LDPE - HP0322N - Global - Technical - Data - SheetDocument2 pagesSABIC® LDPE - HP0322N - Global - Technical - Data - SheetThamimNo ratings yet
- Zalac 002Document4 pagesZalac 002Stevie Herman TDNo ratings yet
- LLDPE-218BJ EditDocument3 pagesLLDPE-218BJ EditChu ChuNo ratings yet
- Aegis5-14 Film Validation Guide: Five-Layer, 14 Mil Cast Fi LMDocument15 pagesAegis5-14 Film Validation Guide: Five-Layer, 14 Mil Cast Fi LMCampaign MediaNo ratings yet
- Ea 3463 New-EnDocument2 pagesEa 3463 New-EnRonald Mario Quiroz SerrateNo ratings yet
- Ube Nylon 5034bDocument1 pageUbe Nylon 5034bDiegoTierradentroNo ratings yet
- SABIC® LLDPE - 218WJA - Americas - Technical - Data - SheetDocument2 pagesSABIC® LLDPE - 218WJA - Americas - Technical - Data - Sheetdiana sarmientoNo ratings yet
- Terluran GP-22: Acrylonitrile Butadiene Styrene (ABS)Document3 pagesTerluran GP-22: Acrylonitrile Butadiene Styrene (ABS)DiegoTierradentroNo ratings yet
- H6105JUDocument1 pageH6105JUhunghiepvanNo ratings yet
- Technical Data Sheet: Hi-Therm BC-346-ADocument16 pagesTechnical Data Sheet: Hi-Therm BC-346-Avignesh vikkyNo ratings yet
- Loctite Ea 3478 - Carga MetalicaDocument3 pagesLoctite Ea 3478 - Carga Metalicafrancisca ferrerNo ratings yet
- Product Description: Properties Value Unit Test MethodDocument1 pageProduct Description: Properties Value Unit Test MethodRPM28XINo ratings yet
- Ea E-214hp-EnDocument3 pagesEa E-214hp-EnHendi AfriyanNo ratings yet
- SABIC® LDPE - HP2023JN - Global - Technical - Data - SheetDocument2 pagesSABIC® LDPE - HP2023JN - Global - Technical - Data - SheetSarvesh SinghNo ratings yet
- Sabic BM 1052Document2 pagesSabic BM 1052ifahNo ratings yet
- SABIC® LDPE - HP0323NN - Global - Technical - Data - SheetDocument2 pagesSABIC® LDPE - HP0323NN - Global - Technical - Data - SheetRubenMurguiaNo ratings yet
- Product Specification Sheet Belzona 1111Document2 pagesProduct Specification Sheet Belzona 1111Quy RomNo ratings yet
- Loctite EA 907™: Technical Data SheetDocument2 pagesLoctite EA 907™: Technical Data Sheetuzzy2No ratings yet
- Ficha Técnica Hdpe (Sabic)Document2 pagesFicha Técnica Hdpe (Sabic)Luis LiraNo ratings yet
- Hoja Tecnica Sabic 5707NDocument2 pagesHoja Tecnica Sabic 5707NJaimito Ramirez RodasNo ratings yet
- Loctite Fixmaster Stainless Steel Putty: Product Description HardenerDocument3 pagesLoctite Fixmaster Stainless Steel Putty: Product Description HardenerRIFASNo ratings yet
- Technical Data: Plastic Steel Putty (A)Document4 pagesTechnical Data: Plastic Steel Putty (A)francisNo ratings yet
- SABIC® HDPE - M200056 - Global - Technical - Data - SheetDocument2 pagesSABIC® HDPE - M200056 - Global - Technical - Data - SheetAhmed Elgazar100% (1)
- InnoplusDocument1 pageInnoplusRizaldi Nur Imani100% (1)
- Loctite Nordbak Wear Resistant Putty: Product Description MixedDocument3 pagesLoctite Nordbak Wear Resistant Putty: Product Description MixedFurqan ShabbirNo ratings yet
- Plastics in Building Structures: Proceedings of a Conference Held in London, 14-16 June 1965From EverandPlastics in Building Structures: Proceedings of a Conference Held in London, 14-16 June 1965No ratings yet
- Heat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsFrom EverandHeat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsRating: 5 out of 5 stars5/5 (1)
- Hoja de Datos 915U-2Document3 pagesHoja de Datos 915U-2pablolz712No ratings yet
- 80261-01 r1 Technical Data Sheet, AquaBold High Pressure Pump, 4x6x9Document1 page80261-01 r1 Technical Data Sheet, AquaBold High Pressure Pump, 4x6x9pablolz712100% (1)
- Planes API enDocument13 pagesPlanes API enWibowo ArieNo ratings yet
- Fracture Analysis of A Cooling Water Pump Shaft: DimitrisDocument7 pagesFracture Analysis of A Cooling Water Pump Shaft: DimitrisT. LimNo ratings yet
- Chpt1-5th-Edition WeibullDocument11 pagesChpt1-5th-Edition WeibullHannel TamayoNo ratings yet
- Seal FailureDocument17 pagesSeal Failurenikita100% (3)
- Laminar Flow Filter With Equalizing Fabric Series Modell ClassDocument2 pagesLaminar Flow Filter With Equalizing Fabric Series Modell Classwesam allabadiNo ratings yet
- IRC - 075-1979 Design of High Embankments PDFDocument149 pagesIRC - 075-1979 Design of High Embankments PDFRoshanRSVNo ratings yet
- VLSI Fabrication and CharacterizationDocument40 pagesVLSI Fabrication and CharacterizationKarthik RamasamyNo ratings yet
- MPG Eplf Series: BenefitsDocument1 pageMPG Eplf Series: BenefitsvarunNo ratings yet
- Melting, Casting and Forging Problems in Titanium Alloys: A. MitchellDocument6 pagesMelting, Casting and Forging Problems in Titanium Alloys: A. MitchellZouhair BoukriNo ratings yet
- Micromist Engineered Systems Enhanced Dust Collector Performance Evaporative Gas ConditioningDocument8 pagesMicromist Engineered Systems Enhanced Dust Collector Performance Evaporative Gas ConditioningAhmad NilNo ratings yet
- Analysis of Rates: Mat. Id Descreption Quantity Unit Rate TotalDocument20 pagesAnalysis of Rates: Mat. Id Descreption Quantity Unit Rate TotalSHAILENDRANo ratings yet
- DPP MergeDocument40 pagesDPP Mergemurugan NishanthNo ratings yet
- Bitoner Resin C9 BP-120 TDSDocument2 pagesBitoner Resin C9 BP-120 TDSdamiendamNo ratings yet
- Cement Industry in India PDFDocument19 pagesCement Industry in India PDFVrushabh ShelkarNo ratings yet
- Cast Iron Production & ClassificationDocument34 pagesCast Iron Production & ClassificationTanzir Musa100% (1)
- Journal of The Taiwan Institute of Chemical Engineers Volume 45 Issue 6 2014 (Doi 10.1016/j.jtice.2014.05.012) Ameduri, Bruno - Recent Advances in The Controlled Radical (Co) Polymerization of FluoDocument10 pagesJournal of The Taiwan Institute of Chemical Engineers Volume 45 Issue 6 2014 (Doi 10.1016/j.jtice.2014.05.012) Ameduri, Bruno - Recent Advances in The Controlled Radical (Co) Polymerization of FluoRyan Eka JuniawanNo ratings yet
- Comparative Evaluation of Different Sanitizers Against ListeriaDocument8 pagesComparative Evaluation of Different Sanitizers Against Listeria. .No ratings yet
- CHAPTER 7 Design of Prestresed Concrete BridgesDocument28 pagesCHAPTER 7 Design of Prestresed Concrete BridgesLittleRedNo ratings yet
- Notes On Sub Atomic ParticlesDocument10 pagesNotes On Sub Atomic ParticlesBon PatiñoNo ratings yet
- Dunlop Hiflex Hose 17Document1 pageDunlop Hiflex Hose 17rxo61263No ratings yet
- NCERT Solutions For Class 8 Science Chapter 12Document4 pagesNCERT Solutions For Class 8 Science Chapter 12GMNo ratings yet
- Cox - 1975 - Overhead-Line PracticeDocument9 pagesCox - 1975 - Overhead-Line PracticePoleomanNo ratings yet
- pg08 09Document2 pagespg08 09Mota Guine InformaçõesNo ratings yet
- Data Sheet For Ss 304 GradeDocument2 pagesData Sheet For Ss 304 Grades swamiNo ratings yet
- Dept. Library B.tech, M.tech, PHD ProjectsDocument9 pagesDept. Library B.tech, M.tech, PHD ProjectsAkhilesh B.MNo ratings yet
- Accc/Tw Helsinki (160) : Data SheetDocument1 pageAccc/Tw Helsinki (160) : Data SheetkmiqdNo ratings yet
- Boiler Automatic Bottom Blowdown SystemsDocument4 pagesBoiler Automatic Bottom Blowdown SystemsCristopher LobosNo ratings yet
- The Use of Alternative Fuels in The Cement Industry and Their ImpactDocument3 pagesThe Use of Alternative Fuels in The Cement Industry and Their ImpactJorge MartinezNo ratings yet
- U - Value Reference TableDocument4 pagesU - Value Reference Tableksa_hishamNo ratings yet
- ASTM D 790 - 17 Standard Test Methods For Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating MaterialsDocument1 pageASTM D 790 - 17 Standard Test Methods For Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating MaterialsGustavoNo ratings yet
- Percentage Composition of A Compound: What Is It?: Science 9Document8 pagesPercentage Composition of A Compound: What Is It?: Science 9Shee Lebios BeringuelNo ratings yet
- Mark Scheme Depth in ChemistryDocument19 pagesMark Scheme Depth in ChemistryAddan AddanNo ratings yet
- Reformulated SoR For The Year 2015-16Document434 pagesReformulated SoR For The Year 2015-16Srinivasarao Ramisetti100% (4)
- WCLIB Standard17 Grading RulesDocument17 pagesWCLIB Standard17 Grading Rulesblake441No ratings yet