You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5810)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (347)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Turbocharger TD13L-45Q22VN30Document2 pagesTurbocharger TD13L-45Q22VN30saifulNo ratings yet
- Maintenance PlanDocument28 pagesMaintenance Plan123habib123fikriNo ratings yet
- Installation, Maintenance, & Repair Series 909 and LF909: Reduced Pressure Zone AssembliesDocument8 pagesInstallation, Maintenance, & Repair Series 909 and LF909: Reduced Pressure Zone AssembliesPrabath KNo ratings yet
- Hydraulic Pumps - Hydraulic Pump TypesDocument28 pagesHydraulic Pumps - Hydraulic Pump TypesGozila AhmadNo ratings yet
- Flow Through Pipes: Fluid MechanicsDocument20 pagesFlow Through Pipes: Fluid MechanicsSantosh TrimbakeNo ratings yet
- Saudi Aramco Inspection Checklist: Pre-Test Punch Listing of On-Plot Piping SAIC-A-2010 30-Apr-13 PipingDocument13 pagesSaudi Aramco Inspection Checklist: Pre-Test Punch Listing of On-Plot Piping SAIC-A-2010 30-Apr-13 Pipingpookkoya thangalNo ratings yet
- Cimv Design GuideDocument10 pagesCimv Design GuideleejaemunNo ratings yet
- Apco Air Release Valves Arv Arv Air Release Valves Sales 600Document4 pagesApco Air Release Valves Arv Arv Air Release Valves Sales 600RashedNo ratings yet
- Flow Application Information FormDocument2 pagesFlow Application Information FormRadhakrishnan PaulNo ratings yet
- Concentrating AreaDocument1 pageConcentrating AreafaisalNo ratings yet
- Course Outline AASTU - 2021Document3 pagesCourse Outline AASTU - 2021Adnan ShafiNo ratings yet
- Mechanical Equipment Typical Connection DetailsDocument73 pagesMechanical Equipment Typical Connection DetailsDhirendra Singh RathoreNo ratings yet
- PB02-HRH-001 Hot Reheat Steam System: HoldsDocument1 pagePB02-HRH-001 Hot Reheat Steam System: HoldszhangNo ratings yet
- Multiple Choice Questions:: (D) (C) (C) (C) (C) (B) (A) (C)Document3 pagesMultiple Choice Questions:: (D) (C) (C) (C) (C) (B) (A) (C)dipsankar chatterjeeNo ratings yet
- Condensador de MycomDocument7 pagesCondensador de MycomsabasthianNo ratings yet
- Jockey Pumps: Peerless Pump Company MTH Tool Co. Series T41, T51, 150, 160 Regenerative Turbine Vane TypeDocument2 pagesJockey Pumps: Peerless Pump Company MTH Tool Co. Series T41, T51, 150, 160 Regenerative Turbine Vane TypeAndri AjaNo ratings yet
- Fluid Power Technology by Ram SrivatsaDocument194 pagesFluid Power Technology by Ram SrivatsaPuja Ningrat WibowoNo ratings yet
- 1.introduction of OrificeDocument20 pages1.introduction of OrificeJohn Andre MarianoNo ratings yet
- 3827-E10-063 - Modulating Control Valve - EDocument6 pages3827-E10-063 - Modulating Control Valve - EMohamed Elsaid El ShallNo ratings yet
- Various Types of Faults in Turbine, GeneratorDocument10 pagesVarious Types of Faults in Turbine, Generatorchanchalk007No ratings yet
- Bulkline 650-1000 IOM ENDocument24 pagesBulkline 650-1000 IOM ENRobert SerafinNo ratings yet
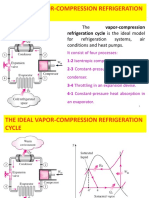
- Refrigeration Cycles Vapor Compression CycleDocument9 pagesRefrigeration Cycles Vapor Compression CyclePaul RodgersNo ratings yet
- Different Types of Valves Used in Plumbing: Gate ValveDocument3 pagesDifferent Types of Valves Used in Plumbing: Gate ValveCjoy MañiboNo ratings yet
- CPP NGCP RFI Log As of 1th Aug 2019-OrignalDocument398 pagesCPP NGCP RFI Log As of 1th Aug 2019-Orignaldeva017No ratings yet
- Triple Eccentric Metal Seated Butterfly ValvesDocument8 pagesTriple Eccentric Metal Seated Butterfly ValvesSachin MankameNo ratings yet
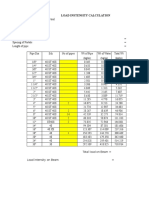
- Pipe Load Calculation - Empty Weight and Water FilledDocument16 pagesPipe Load Calculation - Empty Weight and Water FilledSaravanan SilambanNo ratings yet
- Joucomatic Ersatzteiliste 2010Document46 pagesJoucomatic Ersatzteiliste 2010Enrique MurgiaNo ratings yet
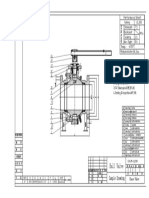
- Ball Valve: Sample DrawingDocument1 pageBall Valve: Sample Drawinganon_666700113No ratings yet
- Bom Lay Mau BuiDocument2 pagesBom Lay Mau Buitranminhphuc2010No ratings yet
- TI Series - : W/interchangeable CartridgesDocument1 pageTI Series - : W/interchangeable CartridgesAlejandra M. SánchezNo ratings yet