You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5810)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (346)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Method Statement Temporary Access RoadDocument3 pagesMethod Statement Temporary Access RoadGad100% (7)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- IQ Consortium Data Integrity Risk Assessment Tool: Click Here To Enter TextDocument13 pagesIQ Consortium Data Integrity Risk Assessment Tool: Click Here To Enter Textjai soni100% (1)
- Nestle Standards Abstract (Version 5.0, 2018) ..Document4 pagesNestle Standards Abstract (Version 5.0, 2018) ..jai soniNo ratings yet
- ASTM F 1306-16 Puncture ResistanceDocument5 pagesASTM F 1306-16 Puncture Resistancejai soni100% (2)
- Diseño de GalponDocument20 pagesDiseño de Galponmarcos151067% (6)
- BiotecnologiaDocument12 pagesBiotecnologiaJordan Capa ZamataNo ratings yet
- Is Amendment List of Colourants For Use in Plastics in FoodstuffsDocument3 pagesIs Amendment List of Colourants For Use in Plastics in Foodstuffsjai soniNo ratings yet
- 2020 Shelf Life Studies Quick TipsDocument1 page2020 Shelf Life Studies Quick Tipsjai soniNo ratings yet
- Consleg 2002L0072 20091109 enDocument78 pagesConsleg 2002L0072 20091109 enjai soniNo ratings yet
- Guidance Brochure BRCGS Transition ENG A4 Final 1Document8 pagesGuidance Brochure BRCGS Transition ENG A4 Final 1jai soniNo ratings yet
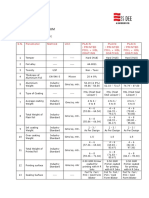
- ESS DEE RX Spectrum Technical Data SheetDocument4 pagesESS DEE RX Spectrum Technical Data Sheetjai soniNo ratings yet
- Sustainability Management Manual: Revision Date Description Sections Affected Revised by Approved byDocument7 pagesSustainability Management Manual: Revision Date Description Sections Affected Revised by Approved byjai soniNo ratings yet
- BRC Packaging System Start Up Guide Sample 2020Document14 pagesBRC Packaging System Start Up Guide Sample 2020jai soniNo ratings yet
- A Microbial Assessment Scheme To MeasureDocument13 pagesA Microbial Assessment Scheme To Measurejai soniNo ratings yet
- Copeland PresentationDocument26 pagesCopeland Presentationjai soniNo ratings yet
- SECTION 1: Identification of The Substance/mixture and of The Company/undertakingDocument13 pagesSECTION 1: Identification of The Substance/mixture and of The Company/undertakingjai soniNo ratings yet
- 504 - RM Vehicle Chekc ListDocument1 page504 - RM Vehicle Chekc Listjai soniNo ratings yet
- CEPE Inventory ListDocument153 pagesCEPE Inventory Listjai soniNo ratings yet
- Packaging Materials and Packaged Commodities - Laws and RegulationsDocument16 pagesPackaging Materials and Packaged Commodities - Laws and Regulationsjai soniNo ratings yet
- T2 Montaje de Rodamientos RadialesDocument26 pagesT2 Montaje de Rodamientos RadialeshermelindaNo ratings yet
- GuacalibraciontermoparesDocument15 pagesGuacalibraciontermoparesYosimar NCNo ratings yet
- Suspension System Principles: Chapter ObjectivesDocument26 pagesSuspension System Principles: Chapter ObjectivesMallikarjunReddyObbineniNo ratings yet
- 1310 3011 01 - XAS 125 - JD - ASLDocument24 pages1310 3011 01 - XAS 125 - JD - ASLmoises100% (1)
- Silabo PuentesDocument7 pagesSilabo PuentesAndyStéfanoGonzalesNo ratings yet
- Elvis Presley y El FBI. Documentos Desclasificados.Document96 pagesElvis Presley y El FBI. Documentos Desclasificados.Diario 26No ratings yet
- Detectores de GasesDocument30 pagesDetectores de GasesErnesto BarazarteNo ratings yet
- Fuel Injectors TestingDocument3 pagesFuel Injectors TestingRAHUL RANGARNo ratings yet
- Términos de Referncia EIA Plantas Gestión de RAEE PDFDocument41 pagesTérminos de Referncia EIA Plantas Gestión de RAEE PDFSamuel JimenezNo ratings yet
- Communication Networks A First Course PDFDocument2 pagesCommunication Networks A First Course PDFAaron0% (1)
- Etabs Shear WallDocument2 pagesEtabs Shear WallSahir AbasNo ratings yet
- Course Plan: Contents: Topics Lecturer Hrs Tut. HrsDocument1 pageCourse Plan: Contents: Topics Lecturer Hrs Tut. HrsAhmedTahaNo ratings yet
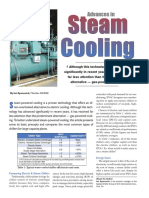
- Steam and Energy SystemsDocument264 pagesSteam and Energy SystemsdeepNo ratings yet
- Beam Design (Table From Staad For "Mu")Document4 pagesBeam Design (Table From Staad For "Mu")liezelNo ratings yet
- Reva Products CatalogueDocument33 pagesReva Products CatalogueReva CranesNo ratings yet
- Suspension Direccion Nakata 2016 PDFDocument84 pagesSuspension Direccion Nakata 2016 PDFMaicool GuzmanNo ratings yet
- SB PS-Screw-Inverter Ver.3.0 enDocument5 pagesSB PS-Screw-Inverter Ver.3.0 engreyhound726415No ratings yet
- BE - YST - Res - Steam Turbine Chillers PDFDocument4 pagesBE - YST - Res - Steam Turbine Chillers PDFlkjdjkNo ratings yet
- Butcher 10121055 ThesisDocument608 pagesButcher 10121055 ThesisRafa LegionenseNo ratings yet
- Festo BionicOpter en PDFDocument6 pagesFesto BionicOpter en PDFChin Yao WeiNo ratings yet
- How To Chose Suitable Size of Electric Cable & Circuit Breaker - Electrical Tutorials Urdu - HindiDocument8 pagesHow To Chose Suitable Size of Electric Cable & Circuit Breaker - Electrical Tutorials Urdu - HindiشمسخلفالسحابNo ratings yet
- Puente Union Campesina Trabajo FinalDocument29 pagesPuente Union Campesina Trabajo FinalJuan AgredaNo ratings yet
- Catalogo EdificacionDocument46 pagesCatalogo EdificaciondnlfuentesNo ratings yet
- Preguntas A NapoDocument21 pagesPreguntas A NapoGustavo Arcienega IntNo ratings yet
- Fundicion 2018-1Document29 pagesFundicion 2018-1Johnathan OcaresNo ratings yet
- FG Fd40nm FG Fd55nmDocument7 pagesFG Fd40nm FG Fd55nmJuan Amanqui GarciaNo ratings yet