You might also like
- Toyota PriusDocument95 pagesToyota PriusIonescu Cristina100% (4)
- Field Evaluation of Programmable ThermostatsDocument59 pagesField Evaluation of Programmable ThermostatsRagulNo ratings yet
- Next Generation Gas Turbine Systems StudyDocument180 pagesNext Generation Gas Turbine Systems Studyspalaniyandi100% (1)
- Manual UniflairDocument56 pagesManual UniflairjuenkykyNo ratings yet
- AIChE Equipment Testing Procedure - Trayed and Packed Columns: A Guide to Performance EvaluationFrom EverandAIChE Equipment Testing Procedure - Trayed and Packed Columns: A Guide to Performance EvaluationNo ratings yet
- Dme BDocument8 pagesDme Bdewi xiaNo ratings yet
- Life Cycle Analysis of Natural Gas and Power GenerationDocument200 pagesLife Cycle Analysis of Natural Gas and Power GenerationJohn GalvisNo ratings yet
- NREL Plan Cuts Costs of Solar Thermal PowerDocument45 pagesNREL Plan Cuts Costs of Solar Thermal PowerMie DtsNo ratings yet
- Heat Geek Mastery Workbook Home Print OffDocument101 pagesHeat Geek Mastery Workbook Home Print OffJason HaywardNo ratings yet
- Camry PDFDocument102 pagesCamry PDFmihai_1957No ratings yet
- Preliminary Heat Exchanger Design EstimationDocument2 pagesPreliminary Heat Exchanger Design EstimationahmadlieNo ratings yet
- Electrostatic PrecipitatorDocument195 pagesElectrostatic PrecipitatorAnas W. Ata'a100% (3)
- Air Cooled Scroll Chiller Unit GuideDocument44 pagesAir Cooled Scroll Chiller Unit GuideOng Mat50% (2)
- Guide Asce 7Document116 pagesGuide Asce 7Eduardo Morales100% (3)
- Super Capacitor Alternative Energy Storage SystemsDocument8 pagesSuper Capacitor Alternative Energy Storage SystemsfexdeluNo ratings yet
- En 14 511-2Document14 pagesEn 14 511-2Daniel MilosevskiNo ratings yet
- Biomass Gasification PDFDocument358 pagesBiomass Gasification PDFRaji BbkNo ratings yet
- DehumidificationDocument133 pagesDehumidificationSaurabh TrivediNo ratings yet
- Frick CompressorDocument66 pagesFrick Compressoronkarrathee67% (3)
- 50482Document96 pages50482lulis171No ratings yet
- Techno-Economic Analysis: Best Practices and Assessment ToolsDocument190 pagesTechno-Economic Analysis: Best Practices and Assessment ToolsmahdiNo ratings yet
- Reliability of High-Power Mechatronic Systems 2: Aerospace and Automotive Applications: Issues,Testing and AnalysisFrom EverandReliability of High-Power Mechatronic Systems 2: Aerospace and Automotive Applications: Issues,Testing and AnalysisNo ratings yet
- Biomass GasdificationDocument358 pagesBiomass GasdificationHo Minh Phuong100% (1)
- Acetaldehyde Production by Ethanol DehydrogenationDocument9 pagesAcetaldehyde Production by Ethanol DehydrogenationHugo Gerdulli AlbertinNo ratings yet
- Santech Technition Series CatalogDocument276 pagesSantech Technition Series Catalogimgtx100% (2)
- Practical E-Manufacturing and Supply Chain ManagementFrom EverandPractical E-Manufacturing and Supply Chain ManagementRating: 3.5 out of 5 stars3.5/5 (4)
- SEP Evaluation 2002Document92 pagesSEP Evaluation 2002bcap-oceanNo ratings yet
- SERC 2012 TR 010 2 Valuing Flexibility Phase 2 RT 18aDocument161 pagesSERC 2012 TR 010 2 Valuing Flexibility Phase 2 RT 18aNtokozo NdalaNo ratings yet
- Heat Transfer Analysis and Modeling of A Parabolic Trough Solar Receiver Implemented in Engineering Equation SolverDocument164 pagesHeat Transfer Analysis and Modeling of A Parabolic Trough Solar Receiver Implemented in Engineering Equation SolverHamoud Al KharusiNo ratings yet
- Regulatory Guidance Update PDFDocument50 pagesRegulatory Guidance Update PDFErnestNo ratings yet
- Pub172076 PDFDocument375 pagesPub172076 PDFOnal CarikogluNo ratings yet
- Small Hydropower Cost Reference ModelDocument71 pagesSmall Hydropower Cost Reference ModelOne Line ResourcesNo ratings yet
- ANSI-ASHRAE STD 90.1 (2001)Document57 pagesANSI-ASHRAE STD 90.1 (2001)Luís SilvaNo ratings yet
- SNS RFQ Cooling Water Chemical Treatment: ORNL/TM-2017/10 SNS-RAD-MS-TR-0011, R00Document32 pagesSNS RFQ Cooling Water Chemical Treatment: ORNL/TM-2017/10 SNS-RAD-MS-TR-0011, R00Aymen BabourNo ratings yet
- IGFC Techno-EconomicDocument177 pagesIGFC Techno-EconomicKylo RenNo ratings yet
- Pub 36356Document48 pagesPub 36356TONNo ratings yet
- Comparative Analysis of Alternative Means For Removing Noncondensable Gases From Flashed-Steam Geothermal Power PlantsDocument69 pagesComparative Analysis of Alternative Means For Removing Noncondensable Gases From Flashed-Steam Geothermal Power Plantsdust611No ratings yet
- Evaluation of Centrifugal Contactor Hydraulic and Mass Transfer Performance For Caustic-Side Solvent Extraction of CesiumDocument44 pagesEvaluation of Centrifugal Contactor Hydraulic and Mass Transfer Performance For Caustic-Side Solvent Extraction of CesiumKuang-Chuan WongNo ratings yet
- One-Axis Trackers Improved Through R&DDocument56 pagesOne-Axis Trackers Improved Through R&DBurhan Alnovda AzariaNo ratings yet
- Measure Guideline: Evaporative Condensers: A. German, B. Dakin, and M. HoescheleDocument40 pagesMeasure Guideline: Evaporative Condensers: A. German, B. Dakin, and M. HoescheleZaw LwinNo ratings yet
- 2 1640 Werf6c11 Omni Processor Final ReportDocument60 pages2 1640 Werf6c11 Omni Processor Final Reportjasmina1313100% (1)
- Final2Document200 pagesFinal220gradoshoy hvacNo ratings yet
- Declin Meteorv1.1Document123 pagesDeclin Meteorv1.1Luis Alberto Colan GarciaNo ratings yet
- Evaluation of Radiometers in Full - Time Use at The National Renewable Energy Laboratory Solar Radiation Research LaboratoryDocument57 pagesEvaluation of Radiometers in Full - Time Use at The National Renewable Energy Laboratory Solar Radiation Research LaboratoryJuan de Dios Alardín HernándezNo ratings yet
- Extreme Conditions Modeling Workshop Report: R.G. Coe and V.S. Neary M.J. Lawson, Y. Yu and J. WeberDocument42 pagesExtreme Conditions Modeling Workshop Report: R.G. Coe and V.S. Neary M.J. Lawson, Y. Yu and J. WeberaseNo ratings yet
- Sound Coiled-Tubing Drilling PracticesDocument146 pagesSound Coiled-Tubing Drilling PracticesSolomon DanielNo ratings yet
- Caracteristicas en Ingles de SipDocument134 pagesCaracteristicas en Ingles de SipPercy RojasNo ratings yet
- LNG Interchangeability RPTDocument257 pagesLNG Interchangeability RPTRafael ZamoranoNo ratings yet
- NREL Validation of Distributed Power System ModelingDocument168 pagesNREL Validation of Distributed Power System ModelingelsayedNo ratings yet
- Chemics-Reactors: A Preliminary Python Program For Implementing Network Models of Multiphase ReactorsDocument38 pagesChemics-Reactors: A Preliminary Python Program For Implementing Network Models of Multiphase ReactorsMklptFrswNo ratings yet
- Erep Evaluation of Ansi Ashrae Usgbc Ies Standard 189.1 2009, DoeDocument55 pagesErep Evaluation of Ansi Ashrae Usgbc Ies Standard 189.1 2009, DoeMoly69xNo ratings yet
- 2.Incentives for Renewable EnergyDocument24 pages2.Incentives for Renewable EnergyFranciscaNo ratings yet
- Remote Surveillance of Facilities Awaiting D&D: Final ReportDocument27 pagesRemote Surveillance of Facilities Awaiting D&D: Final ReportapocalipcNo ratings yet
- Recovery Act: Electrochromic Glazings Technology: Improved Performance, Lower PriceDocument49 pagesRecovery Act: Electrochromic Glazings Technology: Improved Performance, Lower PriceRahulSinghRajputNo ratings yet
- Data Validation DY2012-2-Task 2 Best Practices 081413-FDocument50 pagesData Validation DY2012-2-Task 2 Best Practices 081413-FbinodeNo ratings yet
- Light Activated Surge Thyristor001Document25 pagesLight Activated Surge Thyristor001Eamon BussyNo ratings yet
- PEPEx Algorithm v1.01 - 0Document56 pagesPEPEx Algorithm v1.01 - 0Tosetoese MparavazaNo ratings yet
- Pub 72433Document51 pagesPub 72433Kylie Luigi Leynes BagonNo ratings yet
- Setup and Performance Test of A Small-Scale Vertical Axis Wind TurbineDocument56 pagesSetup and Performance Test of A Small-Scale Vertical Axis Wind TurbineTedros KassaNo ratings yet
- SECO LOANSTAR TECHNICAL GUIDEBOOK VOL. IDocument102 pagesSECO LOANSTAR TECHNICAL GUIDEBOOK VOL. ICarl CrowNo ratings yet
- EFDC - Explorer Users Manual (040416-Draft)Document74 pagesEFDC - Explorer Users Manual (040416-Draft)Jongjib ParkNo ratings yet
- GT Reheat StudyDocument112 pagesGT Reheat StudyspalaniyandiNo ratings yet
- Geotherma MonitoringDocument60 pagesGeotherma MonitoringRyan MahendradaniNo ratings yet
- Environmental Creep-Fatigue and Weld Creep Cracking: A Summary of Design and Fitness-For-Service PracticesDocument114 pagesEnvironmental Creep-Fatigue and Weld Creep Cracking: A Summary of Design and Fitness-For-Service Practices明李No ratings yet
- IECC Air Sealing RequirementsDocument48 pagesIECC Air Sealing RequirementsJeroneGaglianoNo ratings yet
- Srs Dashboard Guidance 112015Document45 pagesSrs Dashboard Guidance 112015belger5No ratings yet
- Kitchen Makeup AirDocument177 pagesKitchen Makeup AirShiyamraj ThamodharanNo ratings yet
- Daksh Verma - 102189003 - Final ReportDocument45 pagesDaksh Verma - 102189003 - Final ReportDivyansh YadavNo ratings yet
- NREL solar position algorithm guideDocument40 pagesNREL solar position algorithm guideRupesh SushirNo ratings yet
- ME PED R2023 Syllabus Sem 1 and 2Document22 pagesME PED R2023 Syllabus Sem 1 and 2KarthikeyanKarunNo ratings yet
- EE8591 Nov 2019Document2 pagesEE8591 Nov 2019KarthikeyanKarunNo ratings yet
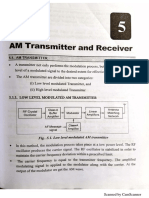
- Ch5 CEDocument14 pagesCh5 CEKarthikeyanKarunNo ratings yet
- 1 s2.0 S1364032115006152 MainDocument20 pages1 s2.0 S1364032115006152 MainYuneskyNo ratings yet
- Question Paper Code:: Reg. No.Document4 pagesQuestion Paper Code:: Reg. No.Varun RithvikNo ratings yet
- Ch3 CE PDFDocument19 pagesCh3 CE PDFKarthikeyanKarunNo ratings yet
- Assingment 2Document1 pageAssingment 2KarthikeyanKarunNo ratings yet
- General Physics (PHY 2140) : Electricity and Magnetism Magnetism Application of Magnetic Forces Ampere's LawDocument25 pagesGeneral Physics (PHY 2140) : Electricity and Magnetism Magnetism Application of Magnetic Forces Ampere's LawKarthikeyanKarunNo ratings yet
- Multiple CamScanner Scans in One DocumentDocument16 pagesMultiple CamScanner Scans in One DocumentKarthikeyanKarunNo ratings yet
- Modeling and Control of BLDC Motor using PI and FLCDocument66 pagesModeling and Control of BLDC Motor using PI and FLCBalajiKRamNo ratings yet
- Vôj Wôlum 15:3 Exodus: Praise The LordDocument6 pagesVôj Wôlum 15:3 Exodus: Praise The LordKarthikeyanKarunNo ratings yet
- ch2 CE PDFDocument19 pagesch2 CE PDFKarthikeyanKarunNo ratings yet
- Load Sharing Characteristic of Single Phase PV Inverter ConnectedDocument5 pagesLoad Sharing Characteristic of Single Phase PV Inverter ConnectedKarthikeyanKarunNo ratings yet
- CADCO Training Brochure AutoCAD Electrical EssentialsDocument3 pagesCADCO Training Brochure AutoCAD Electrical EssentialsKarthikeyanKarunNo ratings yet
- NSP/004/011 Guidance On Overhead Line Clearances: 1.0 PurposeDocument25 pagesNSP/004/011 Guidance On Overhead Line Clearances: 1.0 PurposeYJoe18No ratings yet
- Using Ultracapacitors in Utility ApplicationsDocument8 pagesUsing Ultracapacitors in Utility ApplicationsKarthikeyanKarunNo ratings yet
- Hsg38 Lighting at Work (HSE)Document47 pagesHsg38 Lighting at Work (HSE)kanakarao1No ratings yet
- Teach Slides03Document114 pagesTeach Slides03superbs1001No ratings yet
- Design of Photovoltaic Systems Assignment SolutionsDocument3 pagesDesign of Photovoltaic Systems Assignment SolutionsKarthikeyanKarun75% (4)
- Teach Slides04 PDFDocument147 pagesTeach Slides04 PDFKarthikeyanKarunNo ratings yet
- Tamil Nadu Arasu Cable TV Corp EOI deadline extendedDocument1 pageTamil Nadu Arasu Cable TV Corp EOI deadline extendedKarthikeyanKarunNo ratings yet
- Design of Photovoltaic Systems Assignment SolutionsDocument2 pagesDesign of Photovoltaic Systems Assignment SolutionsKarthikeyanKarunNo ratings yet
- AECH Chapter 5Document28 pagesAECH Chapter 5xolraxNo ratings yet
- 3 Design of Grid Connect PVDocument51 pages3 Design of Grid Connect PVRaja Sekhar BatchuNo ratings yet
- Unirac RM Engineering GuideDocument62 pagesUnirac RM Engineering GuideKarthikeyanKarunNo ratings yet
- AECH Chapter 5Document28 pagesAECH Chapter 5xolraxNo ratings yet
- Loadcell Specification Explained PDFDocument5 pagesLoadcell Specification Explained PDFKarthikeyanKarunNo ratings yet
- Diffractive Glossmeter For Measurement of DynamicDocument239 pagesDiffractive Glossmeter For Measurement of DynamicKarthikeyanKarunNo ratings yet
- 33 3 Phase Induction Type Electric Motors For Pump DriveDocument2 pages33 3 Phase Induction Type Electric Motors For Pump DriveKarthikeyanKarunNo ratings yet
- Data Sheets DGM-100-150Document5 pagesData Sheets DGM-100-150LeTruongNo ratings yet
- The Performance Measurement of The Parabolic Trough Solar CollectorDocument5 pagesThe Performance Measurement of The Parabolic Trough Solar Collectorhamza2595No ratings yet
- Sant Longowal Institute of EngineeringDocument41 pagesSant Longowal Institute of EngineeringPANKAJ KUMARNo ratings yet
- Oswal Infrastructure Ltd.Document48 pagesOswal Infrastructure Ltd.Ranjan KumarNo ratings yet
- Gree Change 9-12 Technical Manual Eng GWH12KF-K3DNA5ADocument75 pagesGree Change 9-12 Technical Manual Eng GWH12KF-K3DNA5AFerenc SchmidtNo ratings yet
- Waste Heat RecoveryDocument37 pagesWaste Heat Recoveryommech2020No ratings yet
- Maintain Window AC Unit EfficiencyDocument36 pagesMaintain Window AC Unit EfficiencyWalid SonjiNo ratings yet
- Datasheet PXL-1828-001 (MSA-100) - 2205 X 815 X 25Document4 pagesDatasheet PXL-1828-001 (MSA-100) - 2205 X 815 X 25Wilton PiresNo ratings yet
- Ammonia-Water Absorption Refrigeration Systems With Ooded EvaporatorsDocument11 pagesAmmonia-Water Absorption Refrigeration Systems With Ooded EvaporatorsMelisa ZambranoNo ratings yet
- Vitodens 200 Application GuideDocument80 pagesVitodens 200 Application GuideRed SquerrelNo ratings yet
- Exploring Energy Resources and Their UtilisationDocument45 pagesExploring Energy Resources and Their UtilisationRishabh KumarNo ratings yet
- Den Co Close Control Product GuideDocument40 pagesDen Co Close Control Product GuideJarwantoNo ratings yet
- Energy Recovery VentilationDocument16 pagesEnergy Recovery VentilationAlberto DiazNo ratings yet
- Troubleshooting: A Guide For Injection MoldersDocument145 pagesTroubleshooting: A Guide For Injection Molderssam54mxNo ratings yet
- Energy: Sunil, Rahul Sinha, Bathina Chaitanya, Birendra Kumar Rajan, Anurag Agarwal, Ajay D. Thakur, Rishi RajDocument10 pagesEnergy: Sunil, Rahul Sinha, Bathina Chaitanya, Birendra Kumar Rajan, Anurag Agarwal, Ajay D. Thakur, Rishi Rajalaa haithamNo ratings yet
- Pinch Technology For The Synthesis of Optimal Heat and Power SystemsDocument11 pagesPinch Technology For The Synthesis of Optimal Heat and Power Systemsafshin ziaratiNo ratings yet
- Basics of Pressure EquipmentsDocument23 pagesBasics of Pressure EquipmentsSabariMechyNo ratings yet
- Methanol Casalestartsupmore IMCConvertersDocument13 pagesMethanol Casalestartsupmore IMCConvertersGonzalo Aldair Carbajal FloresNo ratings yet
- Trane - Mercury Technical GuideDocument72 pagesTrane - Mercury Technical Guidetyberius7No ratings yet
- Mamm WSHP PC 1uc 1111Document60 pagesMamm WSHP PC 1uc 1111sloba68No ratings yet
- RGX-S-61-1340-101 Part 1Document16 pagesRGX-S-61-1340-101 Part 1Moha KarthickNo ratings yet