You might also like
- Hacks To Crush Plc Program Fast & Efficiently Everytime... : Coding, Simulating & Testing Programmable Logic Controller With ExamplesFrom EverandHacks To Crush Plc Program Fast & Efficiently Everytime... : Coding, Simulating & Testing Programmable Logic Controller With ExamplesRating: 5 out of 5 stars5/5 (1)
- Xbox Repair GuideDocument87 pagesXbox Repair Guidetaz1mx100% (2)
- LTSPICE TransformerDocument5 pagesLTSPICE TransformerCk LinNo ratings yet
- PLC Programming Using RSLogix 500 & Industrial Applications: Learn ladder logic step by step with real-world applicationsFrom EverandPLC Programming Using RSLogix 500 & Industrial Applications: Learn ladder logic step by step with real-world applicationsRating: 5 out of 5 stars5/5 (1)
- PLC Motor ProgrammingDocument4 pagesPLC Motor ProgrammingInstrumentation ToolsNo ratings yet
- PLC Programming Using SIMATIC MANAGER for Beginners: With Basic Concepts of Ladder Logic ProgrammingFrom EverandPLC Programming Using SIMATIC MANAGER for Beginners: With Basic Concepts of Ladder Logic ProgrammingRating: 4 out of 5 stars4/5 (1)
- PLC ProgrammingDocument117 pagesPLC ProgrammingAhmedEEENo ratings yet
- PLC WiringDocument7 pagesPLC WiringInstrumentation ToolsNo ratings yet
- PLC and SCADA TRANING REPORTDocument22 pagesPLC and SCADA TRANING REPORTdivesh pandeyNo ratings yet
- Ladder Logic BasicsDocument13 pagesLadder Logic BasicsBILLYNo ratings yet
- PLC Programming Using RSLogix 500Document60 pagesPLC Programming Using RSLogix 500BodongKorenganNo ratings yet
- PLC ProgrammingDocument116 pagesPLC ProgrammingVali Ene100% (4)
- PLC Programming For Industrial AutomationDocument117 pagesPLC Programming For Industrial AutomationJohn Rey Avena100% (3)
- PLC Interview Questions and AnswersDocument6 pagesPLC Interview Questions and AnswersJêmš NavikNo ratings yet
- PLC Interview Questions With Answers Part 1Document54 pagesPLC Interview Questions With Answers Part 1Hagos AlemNo ratings yet
- Iec 62591 Wirelesshart System Engineering Guide: Revision 3.0Document87 pagesIec 62591 Wirelesshart System Engineering Guide: Revision 3.0jazz_2012No ratings yet
- Ladder DiagramDocument45 pagesLadder DiagramAnastasia PestereanNo ratings yet
- OpenPLC - An Opensource Alternative For AutomationDocument5 pagesOpenPLC - An Opensource Alternative For AutomationThiago Alves100% (1)
- Tm240tre.00 EngDocument36 pagesTm240tre.00 EngNanda KumarNo ratings yet
- Nns Notes Ie PLCDocument13 pagesNns Notes Ie PLCNarendra SinhaNo ratings yet
- PLC Ladder Logic Example ProgramDocument4 pagesPLC Ladder Logic Example ProgramInstrumentation ToolsNo ratings yet
- PLC TrainingDocument14 pagesPLC TrainingInstrumentation ToolsNo ratings yet
- PLC Input and Output ModulesDocument9 pagesPLC Input and Output ModulesInstrumentation ToolsNo ratings yet
- Basics of Powerhouse Controls and The DrivesDocument34 pagesBasics of Powerhouse Controls and The DrivesOussamaElItawiNo ratings yet
- PLC AnalogDocument3 pagesPLC AnalogInstrumentation ToolsNo ratings yet
- Aguidetocommonautomationterms 110628101636 Phpapp02Document10 pagesAguidetocommonautomationterms 110628101636 Phpapp02Lawrence Okyere OforiNo ratings yet
- PLC Unit 2-1 PDFDocument44 pagesPLC Unit 2-1 PDFMahesh ShendeNo ratings yet
- Programmable Logic Controller (PLC) Unitary PLCDocument2 pagesProgrammable Logic Controller (PLC) Unitary PLCLoveRahul100% (1)
- Ladder Logic Contacts and CoilsDocument20 pagesLadder Logic Contacts and CoilsInstrumentation ToolsNo ratings yet
- Act10 InstrumentationDocument4 pagesAct10 InstrumentationErvin MedranoNo ratings yet
- Logic Gates in PLCDocument7 pagesLogic Gates in PLCInstrumentation ToolsNo ratings yet
- Basics of PLC: S.M. No. Rev. No. Effective DateDocument34 pagesBasics of PLC: S.M. No. Rev. No. Effective DateSUSANTA KUMAR PATRANo ratings yet
- PLC Math InstructionsDocument4 pagesPLC Math InstructionsInstrumentation ToolsNo ratings yet
- Process Control Instrumentation Technology (PDFDrive) - 1 - Removed - Removed - RemovedDocument15 pagesProcess Control Instrumentation Technology (PDFDrive) - 1 - Removed - Removed - RemovedNandi Muhamad LutfiNo ratings yet
- Cau 2Document7 pagesCau 2Herbert Avila FabianNo ratings yet
- PLC ProgrammingDocument116 pagesPLC Programmingbryan_robinsonuscNo ratings yet
- Comparison - PLC - DCS.SCADADocument7 pagesComparison - PLC - DCS.SCADAmu khaled100% (1)
- ReportDocument84 pagesReportAmit PatilNo ratings yet
- PLC Data Comparison InstructionsDocument4 pagesPLC Data Comparison InstructionsInstrumentation ToolsNo ratings yet
- Beginners Guide To PLC ProgrammingDocument80 pagesBeginners Guide To PLC ProgrammingWilliam BuchananNo ratings yet
- PLC - Logic GatesDocument14 pagesPLC - Logic GatesAakash VirdheNo ratings yet
- 4 PLC ProgrammingDocument49 pages4 PLC ProgrammingAamir Ahmed Ali SalihNo ratings yet
- Learn How To Program!Document7 pagesLearn How To Program!softbabyNo ratings yet
- 03 - SK - Chapter-02 - r4: PLCDocument54 pages03 - SK - Chapter-02 - r4: PLCKj_bdNo ratings yet
- PLC Programming: Jhon Achury Vega 20615Document5 pagesPLC Programming: Jhon Achury Vega 20615jhon achury vegaNo ratings yet
- PLC Programming For Conveyor MotorDocument4 pagesPLC Programming For Conveyor MotorInstrumentation ToolsNo ratings yet
- PLC - Programmable Logic ControllersDocument5 pagesPLC - Programmable Logic ControllersJay TolentinoNo ratings yet
- PLC Analog Input SamplingDocument2 pagesPLC Analog Input SamplingInstrumentation ToolsNo ratings yet
- PLC NittDocument58 pagesPLC NittVignesh Meyyappan100% (1)
- PLC Interview Q&ADocument2 pagesPLC Interview Q&ASalah Eldeen GasimNo ratings yet
- Modul 3 PLC LGDocument13 pagesModul 3 PLC LGSalsabila ShifaNo ratings yet
- Seth Jai Parkash Mukand Lal Institute of Engg. and Technology (Jmit) Radaur YAMUNA NAGAR (2011-2015)Document46 pagesSeth Jai Parkash Mukand Lal Institute of Engg. and Technology (Jmit) Radaur YAMUNA NAGAR (2011-2015)dinesh66jattNo ratings yet
- Thippesh (P L C)Document7 pagesThippesh (P L C)Manik KandanNo ratings yet
- R. V. College of Engineering, Bangalore Department of Electrical and Electronics EngineeringDocument12 pagesR. V. College of Engineering, Bangalore Department of Electrical and Electronics EngineeringbalajigururajNo ratings yet
- CIM Lecture Notes 10Document12 pagesCIM Lecture Notes 10rzrasa100% (1)
- Programmable Logic Controller: Need For PLCDocument20 pagesProgrammable Logic Controller: Need For PLCmkumar_234155No ratings yet
- Simple PLC ProgramDocument5 pagesSimple PLC ProgramInstrumentation ToolsNo ratings yet
- PLC Vs DCSDocument11 pagesPLC Vs DCSSaurabh Singh100% (1)
- Programmable Logic Contrler PLC LGDocument13 pagesProgrammable Logic Contrler PLC LGDanang Pradika PurnomoNo ratings yet
- Prolific Systems & Technologies Pvt. LTD.Document77 pagesProlific Systems & Technologies Pvt. LTD.Mystic AamirNo ratings yet
- WAN TECHNOLOGY FRAME-RELAY: An Expert's Handbook of Navigating Frame Relay NetworksFrom EverandWAN TECHNOLOGY FRAME-RELAY: An Expert's Handbook of Navigating Frame Relay NetworksNo ratings yet
- PLC ConfigurationDocument3 pagesPLC ConfigurationInstrumentation ToolsNo ratings yet
- PLC Questions and AnswersDocument13 pagesPLC Questions and AnswersInstrumentation ToolsNo ratings yet
- PLC IO ModulesDocument5 pagesPLC IO ModulesInstrumentation ToolsNo ratings yet
- PLC Data Comparison InstructionsDocument4 pagesPLC Data Comparison InstructionsInstrumentation ToolsNo ratings yet
- PLC Logic Questions and AnswersDocument3 pagesPLC Logic Questions and AnswersInstrumentation ToolsNo ratings yet
- PLC Counter InstructionsDocument7 pagesPLC Counter InstructionsInstrumentation ToolsNo ratings yet
- PLC Ladder Logic Example of AlarmsDocument8 pagesPLC Ladder Logic Example of AlarmsInstrumentation ToolsNo ratings yet
- PLC Programming For PneumaticsDocument9 pagesPLC Programming For PneumaticsInstrumentation ToolsNo ratings yet
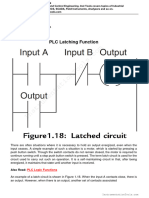
- PLC Latching FunctionDocument4 pagesPLC Latching FunctionInstrumentation ToolsNo ratings yet
- PLC Math InstructionsDocument4 pagesPLC Math InstructionsInstrumentation ToolsNo ratings yet
- PLC Analog Input SamplingDocument2 pagesPLC Analog Input SamplingInstrumentation ToolsNo ratings yet
- PLC Motor LogicDocument5 pagesPLC Motor LogicInstrumentation ToolsNo ratings yet
- PLC LogicDocument8 pagesPLC LogicInstrumentation ToolsNo ratings yet
- Valve StandardsDocument3 pagesValve StandardsInstrumentation ToolsNo ratings yet
- Simple PLC ProgramDocument5 pagesSimple PLC ProgramInstrumentation ToolsNo ratings yet
- ThermowellsDocument3 pagesThermowellsInstrumentation ToolsNo ratings yet
- Level Sensor AnimationDocument2 pagesLevel Sensor AnimationInstrumentation ToolsNo ratings yet
- Programmable Logic Controller ExampleDocument3 pagesProgrammable Logic Controller ExampleInstrumentation ToolsNo ratings yet
- Override Control SystemDocument4 pagesOverride Control SystemInstrumentation ToolsNo ratings yet
- Linear Approximation Non Linear SystemDocument5 pagesLinear Approximation Non Linear SystemInstrumentation ToolsNo ratings yet
- Level Sensors TerminologyDocument6 pagesLevel Sensors TerminologyInstrumentation ToolsNo ratings yet
- Liapunovs Stability CriterionDocument4 pagesLiapunovs Stability CriterionInstrumentation ToolsNo ratings yet
- Liapunovs StabilityDocument2 pagesLiapunovs StabilityInstrumentation ToolsNo ratings yet
- Level Measurement MCQ QuestionsDocument6 pagesLevel Measurement MCQ QuestionsInstrumentation ToolsNo ratings yet
- Linear To Square Root ExtractionDocument2 pagesLinear To Square Root ExtractionInstrumentation ToolsNo ratings yet
- Linear Ma To Square Root MaDocument1 pageLinear Ma To Square Root MaInstrumentation ToolsNo ratings yet
- Home Automation Using IoTDocument14 pagesHome Automation Using IoTAnkit Singh100% (1)
- Basic Control LoopsDocument6 pagesBasic Control Loopssushant_jhawerNo ratings yet
- HCIP-WLAN-POEW Planning and Optimization V1.0 Lab Guide-21-30Document10 pagesHCIP-WLAN-POEW Planning and Optimization V1.0 Lab Guide-21-30Test TestNo ratings yet
- 4 Ad633Document6 pages4 Ad633Alcemir CampeloNo ratings yet
- Nexans Product Line Leaflet 2018Document12 pagesNexans Product Line Leaflet 2018Brahian Mijael Garrado GonzalesNo ratings yet
- Lvac SpecsDocument33 pagesLvac SpecsTafadzwa MurwiraNo ratings yet
- An Efficient FPGA Based Real-Time Implementation Shunt Active Power Filter For Current Harmonic Elimination and Reactive Power CompensationDocument12 pagesAn Efficient FPGA Based Real-Time Implementation Shunt Active Power Filter For Current Harmonic Elimination and Reactive Power CompensationBouchaib EssoussiNo ratings yet
- DSP Graphic Voltage Controller (GVC) Retrofit Installation and Startup GuideDocument9 pagesDSP Graphic Voltage Controller (GVC) Retrofit Installation and Startup GuideJoselito FradeNo ratings yet
- Fona XPan 3D Operating InstructionsDocument28 pagesFona XPan 3D Operating InstructionsBadawe NageebNo ratings yet
- Intro To It Hardware1Document32 pagesIntro To It Hardware1tprastyanaNo ratings yet
- TCC Number 153 2Document1 pageTCC Number 153 2marianaofdNo ratings yet
- EE 421 Module 2Document42 pagesEE 421 Module 2Eirish Chrystelle EsmasNo ratings yet
- Discussion Questions From Lecture 1Document1 pageDiscussion Questions From Lecture 1ELIZABETH100% (1)
- Physics Revision Notes Term 1Document6 pagesPhysics Revision Notes Term 1prachi guptaNo ratings yet
- UG-M12125M-D Operation ManualDocument54 pagesUG-M12125M-D Operation ManualJoshua SeraficoNo ratings yet
- Prueba Sensores PM1360Document7 pagesPrueba Sensores PM1360miguel oswaldo gonzalez benitezNo ratings yet
- CAVANNA M.V. Overhead Distribution 2023Document36 pagesCAVANNA M.V. Overhead Distribution 2023Rodel SampeloNo ratings yet
- Cisco Dpc2100 Docsis 2Document10 pagesCisco Dpc2100 Docsis 2manuel viloriaNo ratings yet
- Left-Handed Metamaterial (LHM) Structure Stacked On A Two-Element Microstrip Antenna ArrayDocument8 pagesLeft-Handed Metamaterial (LHM) Structure Stacked On A Two-Element Microstrip Antenna ArrayRomario Garcia SantanaNo ratings yet
- Altek: Frequency Source Model 40ADocument2 pagesAltek: Frequency Source Model 40ALeonardoNo ratings yet
- Ic 7279Document10 pagesIc 7279Andi HarsonoNo ratings yet
- CNC 3040 T DJ Mini CNC ManualDocument30 pagesCNC 3040 T DJ Mini CNC ManualLuis Paulo LimaNo ratings yet
- Vamp40 Manual PDFDocument218 pagesVamp40 Manual PDFThái Trần100% (1)
- EEE 6903: Advanced Protective RelaysDocument15 pagesEEE 6903: Advanced Protective RelaysBit bitNo ratings yet
- Development of An Edge-Element Model For AC Loss Computation of High-Temperature SuperconductorsDocument10 pagesDevelopment of An Edge-Element Model For AC Loss Computation of High-Temperature SuperconductorsAndrea MussoNo ratings yet
- 3.syllabus Deb 1133Document7 pages3.syllabus Deb 1133AngelinaNo ratings yet
- Lenovo Ideapad Y480 Y580 Compal La-8001p Rev.1.0 Qiwy3m SCHDocument64 pagesLenovo Ideapad Y480 Y580 Compal La-8001p Rev.1.0 Qiwy3m SCHJulioRubio100% (1)