Professional Documents
Culture Documents
Standards Publication: (Special Applications - Non-Sour Service)
Uploaded by
p.abdulameen1234Original Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Standards Publication: (Special Applications - Non-Sour Service)
Uploaded by
p.abdulameen1234Copyright:
Available Formats
STANDARDS PUBLICATION
QP GUIDELINE FOR MATERIAL SELECTION
(SPECIAL APPLICATIONS - NON-SOUR SERVICE)
DOC NO: QP- GDL- R- 007
REVISION 1
CORPORATE QUALITY & MANAGEMENT SYSTEMS DEPARTMENT
QP GUIDELINE FOR MATERIAL SELECTION
(SPECIAL APPLICATIONS - NON-SOUR SERVICE)
DOC. No. QP-GDL-R-007 Rev. 1
TABLE OF CONTENT
FOREWORD Page No.
1.0 INTRODUCTION…………………………………………………………………...... 5
2.0 SCOPE ……………………………………………………………………………..... 5
3.0 APPLICATION …………………………………………………………………….... 5
4.0 TERMINOLOGY …………………………………………………………………….. 6
4.1 DEFINITIONS ……………………………………………………………………...... 6
4.2 ABBREVIATIONS …………………………………………………………………... 6
5.0 REFERENCE DOCUMENTS............................................................................. 7
6.0 MATERIALS SELECTION PHILOSOPHY........................................................ 8
7.0 GENERAL REQUIREMENTS............................................................................ 8
8.0 SPECIFIC REQUIREMENTS............................................................................. 9
8.1 SEA-WATER APPLICATIONS.......................................................................... 9
8.1.1 Composition of Sea water................................................................................. 9
8.1.2 Factors Affecting Corrosion of Materials in Sea Water..................................... 10
8.1.3 Material Requirements...................................................................................... 11
8.1.4 Materials........................................................................................................... 12
8.1.5 Water Injection.................................................................................................. 12
8.2 FIRE-WATER APPLICATIONS......................................................................... 13
8.3 REFINERY & PETROCHEMICAL APPLICATIONS........................................ 13
8.3.1 Factors in Materials Selection for Petrochemical Refineries............................. 14
8.3.2 Material Selection Based on Temperatures....................................................... 14
8.4 Materials Selection Guide for Rotating Equipment……………….....………….. 16
8.5 NON- METALLIC MATERIALS APPLICATION................................................ 16
8.5.1 Thermo-plastics Includes................................................................................... 16
8.5.2 Glass Fibre Reinforced Thermosets Includes.................................................... 16
8.5.3 Glass Fiber Reinforced Plastic (GRP)............................................................... 17
8.6 POLYMERIC MATERIALS............................................................................... 17
8.7 ASBESTOS...................................................................................................... 18
8.8 SWEET SERVICE ENVIRONMENT (CO2 CORROSION)............................. 18
8.8.1 CO2 Corrosion Mechanisms.............................................................................. 18
8.8.2 Main factors affecting severity of CO2 Corrosion Rate (CR)........................... 18
8.8.3 Preventions / Mitigations.................................................................................... 19
9.0 QUALIFICATION OF MATERIALS AND MANUFACTURERS...................... 19
9.1 MATERIAL QUALIFICATION........................................................................... 19
9.1.1 General............................................................................................................. 19
9.1.2 Qualification by past experience........................................................................ 20
Doc. File No.: GDL.R.007.R1 Page 2 of 29 Custodian Dept.: QA&STI
QP GUIDELINE FOR MATERIAL SELECTION
(SPECIAL APPLICATIONS - NON-SOUR SERVICE)
DOC. No. QP-GDL-R-007 Rev. 1
9.1.3 Qualification by general test data...................................................................... 20
9.1.4 Qualification by specific test programme.......................................................... 20
9.2 MANUFACTURER QUALIFICATION............................................................... 20
10.0 QUALITY REQUIREMENTS........................................................................... 21
11.0 APPENDICES
11.1 APPENDIX-I: TABLE 4 - Sea Water Materials Comparison.............................. 22
11.2 APPENDIX-II: TABLE 5 - Materials for Process & Utility Use........................... 24
11.3 APPENDIX-III: TABLE 6 - Materials for Construction Of Grp Systems............. 27
11.4 APPENDIX-IV: TABLE 7: Materials for Handling Inhibitors & Other Chemicals 28
REVISION HISTORY LOG ……………………………………………………….. 29
Doc. File No.: GDL.R.007.R1 Page 3 of 29 Custodian Dept.: QA&STI
QP GUIDELINE FOR MATERIAL SELECTION
(SPECIAL APPLICATIONS - NON-SOUR SERVICE)
DOC. No. QP-GDL-R-007 Rev. 1
FOREWORD
This document has been developed by QA/STI–Pipeline Engineering Division , reviewed
by Working Group Four-Task Force Five (WG4-TF5) and User Departments before
endorsed by QP Management for use as QP Technical Standard-Guideline.
This document is published for QP Departments/ Contractors/ Consultants utilisation. It shall
be emphasised that the document is to be used for QP operations wherever applicable and
appropriate.
The document in all its parts reflects as far as possible the current QP requirements, taking
into account the known available industry practices and the applicable latest national and
international codes and standards.
All parts will guide QP and its contractors in the selection of materials for special applications
considered non-sour.
This document is subjected to periodical review to re-affirm its adequacy or to conform to
any changes in the corporate requirements or to include new developments on its subject.
It is recognised that there will be cases where addenda or other clarifications need to be
attached to the standard to suit a specific application or service environment. As such, the
content of the document shall not be changed or re-edited by any user, but any addenda or
clarifications entailing major changes shall be brought to the attention of the Custodian
Department.
The custodian of this document is Corporate Quality and Management Systems
Department. Therefore, all technical comments, views, recommendations, etc, on this
document shall be forwarded to Manager, Corporate Quality & Management Systems
Department (QA).
Doc. File No.: GDL.R.007.R1 Page 4 of 29 Custodian Dept.: QA&STI
QP GUIDELINE FOR MATERIAL SELECTION
(SPECIAL APPLICATIONS - NON-SOUR SERVICE)
DOC. No. QP-GDL-R-007 Rev. 1
1.0 INTRODUCTION
Various national and international standards and guidelines exist for the selection of
engineering materials for sour service environment which is considered peculiar due to
its catastrophic nature on production facilities. However, there exists several other
service environments encountered in oil & gas operation outside of the sour service.
Several equipment failures have also been encountered in these environments
necessitating caution in the selection of materials to be used.
In practice, material selection for many applications is a mixture of two logical
approaches resulting in the high initial costs of one and the high maintenance costs of
the other. For example, a plant which has experienced costly replacement to
galvanized steel piping may replace it with copper alloy piping leaving valves fittings,
etc., in carbon steel and cast iron. The resulting galvanic corrosion effects result in
reduced life for these parts. Thus, higher initial costs have resulted in reduced reliability
and high maintenance costs.
It is essential therefore in selecting materials for ‘special applications’ to treat the
system as a whole.
This guideline provides a framework for the selection of materials for use in ‘special
applications’ in QP operations other than Sour service.
Note: All sour service related applications shall follow the requirements of QP
Standard for Materials for Sour Service (QP-STD-R001).
2.0 SCOPE
This document covers the various engineering materials used in special applications in
QP operation other than Sour service
It specifies the service limits/requirement for these materials in terms of:
Service conditions such as minimum & maximum operating temperatures,
Design requirements such as load limits, lifetime, installation & operational
constraints.
3.0 APPLICATIONS
This guideline should be used in the selection of materials for the following areas
considered as Special Applications:-
a. Sea Water Environment
b. Fire Water Applications
c. Refinery & Petrochemical Applications
High Temperature Applications including Refractory Applications
Low Temperature (Cryogenic) Applications
d. Non-Metallic Applications
e. Super-Alloys, Cast-Alloys, etc
Doc. File No.: GDL.R.007.R1 Page 5 of 29 Custodian Dept.: QA&STI
QP GUIDELINE FOR MATERIAL SELECTION
(SPECIAL APPLICATIONS - NON-SOUR SERVICE)
DOC. No. QP-GDL-R-007 Rev. 1
4.0 TERMINOLOGY
4.1 DEFINITIONS
C-glass - Special fibre type that is used for its chemical stability in corrosive
environments
Corrosion - alloy which in a given environment shows negligible weight loss
resistant alloy corrosion and no significant localized corrosion nor cracking
(CRA) problems
E-glass - general purpose fibre that is most used in reinforced Plastics
ECR-glass - modified E-glass fibre type with improved corrosion resistance
against acids
Glass fibre - composite material made of thermosetting resin and reinforced
reinforced with glass fibres as defined in ISO 14692-1
plastic (GRP)
High - Applications at regions above the recrystalization temperature of
Temperature the material, or equal to or more than two-third the melting point of
Applications the material, capable of altering the materials property.
Low - Applications at environment far below the normal ambient
Temperature temperature, or near to or below 0 degrees C or subzero.
Applications
Maximum - maximum temperature predicted including deviations from normal
operating operations, like start-up/shutdown, process flexibility, control
temperature requirements and process upsets
Operating - temperature in the equipment when the plant operates at steady
temperature state condition, subject to normal variation in operating parameters
Oxygen mg/m3 oxygen + 0,3 mg/m3 free chlorine
equivalent
pH - Increase in bulk pH to reduce corrosion in condensing water
stabilization systems
Sour Service - An environment that contains H2S in significant proportion and right
conditions capable of causing hydrogen cracking
Special - Applications in environment other than sour service environment
Applications
4.2 ABBREVIATIONS
ABS - Acrylonitrile-butadene-styrene
CAB - Cellulose Acetate Butyrate
CAPEX/OPEX - Capital Expenditure / Operating Expenditure
CPVC - Chlorinated Polyvinylchloride
GRP - Glass fibre reinforced plastic
NDT - Non Destructive Test
Doc. File No.: GDL.R.007.R1 Page 6 of 29 Custodian Dept.: QA&STI
QP GUIDELINE FOR MATERIAL SELECTION
(SPECIAL APPLICATIONS - NON-SOUR SERVICE)
DOC. No. QP-GDL-R-007 Rev. 1
PE - Polyethylene
PVC - Polyvinylchloride
TDS - Total Dissolved Solid
5.0 REFERENCE STANDARDS AND CODES
5.1 INTERNATIONAL ORGANIZATION FOR STANDARDIZATION (ISO)
ISO 4427 - Plastic Piping Systems: PE Pipes and Fittings for Water Supply
ISO 13705 - Fired Heaters for General Refinery Service
ISO 10441 - Flexible Coupling for Mechanical Power Transmission-Special
Purpose Application
ISO 13702 - Requirements & guidelines for Offshore Production Installation,
Control & Mitigation of Fires and Explosion
ISO 13705 - Requirements & Guidelines for Fired Heaters for General Refinery
Service
5.2 AMERICAN PETROLEUM INSTITUTE (API)
API Spec 5 LC - Specification for CRA Line Pipe
API Spec 5LD - Specification for CRA Clad or Lined Steel Pipe
API Spec 15 HR - Specification for High Pressure Fiberglass Line Pipe
API Spec 15 LR - Specification for Low Pressure Fiberglass Line Pipe
API Spec 17J - Specification for Unbonded Flexible Pipe
5.3 AMERICAN SOCIETY OF MECHANICAL ENGINEERS (ASME)
ASME B 31.3 - Process Piping
5.4 AMERICAN SOCIETY FOR TESTING AND MATERIALS (ASTM)
ASTM A153 - Standard Specification for Zinc Coating (Hot Dip) on Iron and Steel
Hardware
ASTM A 193 - Specification for Alloy - Steel and Stainless Steel Bolting Materials
for high temperature Service
ASTM A 194 - Specification for Carbon and Alloy Steel Nuts for Bolts for high
Pressure and high temperature Service
ASTM A 320 - Specification for Alloy Steel Bolting Materials for Low temperature
Service
ASTM D 2992 - Practice for Obtaining Hydrostatic or Pressure Design Basis for
Fiberglass Pipe and Fittings
5.5 BRITISH STANDARDS INSTITUTE (BSI)
BS EN 10204 - Metallic products – types of inspection documents
Doc. File No.: GDL.R.007.R1 Page 7 of 29 Custodian Dept.: QA&STI
QP GUIDELINE FOR MATERIAL SELECTION
(SPECIAL APPLICATIONS - NON-SOUR SERVICE)
DOC. No. QP-GDL-R-007 Rev. 1
5.6 DNV SOCIETY
DNV RP B201 - Metallic Materials in Drilling, Production and Process Systems
DNV OS C501 - Composite Components
DNV OS F101 - Submarine Pipeline Systems
5.7 NATIONAL FIRE PROTECTION ASSOCIATION (NFPA)
NFPA 13 - Standard for the Installation of Sprinkler Systems
NFPA 15 - Standard for the Inspection, Testing & Maintenance of Water-
Based Fire Protection Systems
5.8 SHELL - DESIGN AND ENGINEERING PRACTICE(SHELL DEP)
DEP 39.01.10.12-Gen - Selection of materials for life cycle performance (upstream
facilities) – Equipment
DEP 31.38.01.12-Gen - Piping Classes - Refining and Chemicals
DEP 31.38.01.15-Gen - Piping classes - Exploration and Production
6.0 MATERIALS SELECTION PHILOSOPHY
The materials selection process should reflect the overall philosophy regarding design
life time, cost profile (CAPEX/OPEX), inspection and maintenance philosophy, safety
and environmental profile, failure risk evaluations and other specific project
requirements.
7.0 GENERAL REQUIREMENTS
Materials selection should be optimized and provide acceptable safety and reliability.
As a minimum, the following should be considered:
Corrosively, taking into account specified operating conditions including start-up and
shut-down conditions
Design life and system availability requirements
Failure probabilities, failure modes and failure consequences for human health,
environment, safety and material assets
Resistance to brittle fracture
Inspection and corrosion monitoring
Access for maintenance and repair
Flow regime
Effect of possible atmospheric emission from close-by surrounding plants area
Specific plant field air quality heat / Meteorological data
For the final materials selection the following additional factors should be included in
the evaluation:
Doc. File No.: GDL.R.007.R1 Page 8 of 29 Custodian Dept.: QA&STI
QP GUIDELINE FOR MATERIAL SELECTION
(SPECIAL APPLICATIONS - NON-SOUR SERVICE)
DOC. No. QP-GDL-R-007 Rev. 1
a) Priority should be given to materials with good market availability and
documented fabrication and service performance
b) The number of different materials should be minimized considering stock, costs,
interchangeability and availability of relevant spare parts.
Deviations from materials selections specified in this guideline may be implemented if
an overall cost, safety and reliability evaluation shows the alternative to be more
beneficial.
The type of service and its peculiar characteristics should dictate the choice of the
material to be used. Such requirements should include the operating conditions such as
temperature regime, pressure, design limits. The selected material should satisfy the
specifications stated in the design philosophy. In other words, materials should be
selected based on their ability to meet service requirement as dictated by the operating
environment.
8.0 SPECIFIC REQUIREMENTS
8.1 SEA-WATER APPLICATIONS
The main applications to be considered are seawater intakes and distribution systems
for:-
a. Sea-going and coastal vessels of all types
b. Offshore oil and gas platform installations
c. Displacement fluids during drilling & cementation
d. Water Injection
e. Desalination plants producing fresh water from seawater
f. Coastal petroleum and petrochemical processing plants
g. Fire fighting
h. Coastal electricity generating stations
8.1.1 Composition of Sea water
Sea water principally contains water and dissolved salts. The total dissolved solid
(TDS) in sea water determines its corrosivity and varies from place and to place. The
higher the TDS, the more corrosive the sea water becomes. In the bay areas of the
Arabian Gulf, the TDS is higher than other areas due to the evaporation by tropical heat
in the desert air. Typical composition of Sea Water and Arabian Gulf are given in
Tables 1 and Table 2.
Doc. File No.: GDL.R.007.R1 Page 9 of 29 Custodian Dept.: QA&STI
QP GUIDELINE FOR MATERIAL SELECTION
(SPECIAL APPLICATIONS - NON-SOUR SERVICE)
DOC. No. QP-GDL-R-007 Rev. 1
Table 1: Composition of Sea Water
Dissolved Salt Concentration (mg/l) % of Total Salt
-
Chloride (Cl ) 18,980 55.04
Sodium (Na+) 10,556 30.61
2-
Sulphate (SO4 ) 2,649 7.68
Magnesium (Mg2+) 1,272 3.69
3-
Bicarbonate (HCO ) 140 0.41
Boric acid 26 0.07
Bromide (Br-) 65 0.19
Calcium (Ca2+) 400 1.16
Strontium (Sr2-) 13 0.04
+
Potassium (K ) 380 1.10
Fluoride (F-) 1 0.00
Total Dissolved Solid (TDS) 34,482 99.99
Source: The Hendrix Group Reporter – A Corrosion & Materials Technology Site
Table 2: TDS Composition of Arabian Gulf
Dissolved Salt (Ions) Concentration mg/L % of Total Salt
-
Chloride (Cl ) 23,000 51.11
Sodium (Na+) 15,850 35.22
2-
Sulfate (SO4 ) 3,200 7.11
2+
Magnesium (Mg ) 1.765 0.00
2+
Calcium (Ca ) 500 1.10
+
Potassium (K ) 460 1.02
-
Bicarbonate(HCO3 ) 142 0.32
Strontium (Sr2+) 17 0.38
-
Bromide (Br ) 80 1.78
-
Fluoride (F ) 1 0.00
2-
Silicate (SiO3 ) 1,5 0.00
pH 8.2
Total dissolved solids 98.04
45,000
(TDS)
Source: Magazine - Water Condition & purification
8.1.2 Factors Affecting Corrosion of Materials in Sea Water
a) Velocity
Corrosion of carbon steel in seawater is controlled by the availability of oxygen to
the metal surface. Under static conditions, carbon steel corrodes at between 0.1
and 0.2 mm/yr, reflecting the oxygen level and temperature variations in different
locations. Pitting also occurs.
As velocity causes a mass flow of oxygen to the surface, corrosion is very
dependent on flow rate and can increase by a factor of 100 in moving from static
(zero velocity) to high velocity (40 m/s) conditions.
Doc. File No.: GDL.R.007.R1 Page 10 of 29 Custodian Dept.: QA&STI
QP GUIDELINE FOR MATERIAL SELECTION
(SPECIAL APPLICATIONS - NON-SOUR SERVICE)
DOC. No. QP-GDL-R-007 Rev. 1
Galvanizing confers only limited benefit under flow conditions, as corrosion of zinc
also increases with velocity. For the thicknesses normally used in seawater piping, it
will extend the life of the pipe for about six months.
The copper base alloys are velocity limited as impingement attack occurs when the
hydrodynamic effect caused by seawater flow across the surface of such alloys
exceeds the value at which protective films are removed and erosion-corrosion
occurs. Thus, these alloys, if they are to exhibit high corrosion resistance should be
used at design velocities below this limiting value.
Stainless steels are not subject to impingement attack, but are prone to pitting and
crevice corrosion under low velocity conditions and this should be taken into
consideration when these alloys are used in seawater.
Nickel base alloys such as Inconel Alloy 625, Hastelloys C-276 and C-22 and
titanium are not subject to pitting or crevice corrosion in low velocity seawater, nor
do they suffer impingement attack at high velocity. However, price limits their use to
special applications in seawater systems.
b) Temperature
Although oxygen solubility tends to fall with rise in temperature, higher temperature
tends to increase reaction rate. Corrosion of steel is increased with temperature.
For copper alloys, increase in temperature accelerates film formation; this takes
about 1 day at 15°C, whereas, it may take a week or more at 2°C. It is important to
continue initial circulation of clean seawater long enough for initial film formation for
all copper alloys. More time is needed for winter than for summer start-ups.
For stainless steels and other alloys prone to pitting and crevice corrosion, increase
of temperature tends to facilitate initiation of these types of attack. However, data on
propagation rate suggest that this declines with rise in temperature. The net effect
of these conflicting tendencies is not always predictable. Temperature also
influences biological activity which may, in turn, influence corrosion
c) Environmental and Atmospheric Conditions
Changes in the environment especially in view of the on-going climatic change
could also affect deterioration of materials in given service environment. It is
therefore necessary to factor these potential changes when considering a material
for a particular use.
8.1.3 Material Requirements
a. The factors that are relevant in selecting the material for seawater applications are:
Resistance to corrosion by seawater over a wide range of operating conditions.
Resistance to corrosion by the external environment
Resistance to marine biofouling
Permissible water velocities
The physical and mechanical properties of the material
Ability to cut, machine, bend and perform other fabricating operations
Availability of suitable jointing techniques and of NDT methods to confirm the
quality and serviceability of joints.
Doc. File No.: GDL.R.007.R1 Page 11 of 29 Custodian Dept.: QA&STI
QP GUIDELINE FOR MATERIAL SELECTION
(SPECIAL APPLICATIONS - NON-SOUR SERVICE)
DOC. No. QP-GDL-R-007 Rev. 1
Availability of comprehensive ranges of components to enable complete systems
to be assembled, including compatible pumps, valves, heat exchangers, etc.
Existence of adequate and reliable supplies of pipes and components and free
availability of raw materials for their fabrication.
Initial cost of pipe and components and costs of fabricating and installing
systems.
Life expectancy and the value of scrap when the system is dismantled.
Demonstrable reliability based on adequate service experience.
Ability to withstand hazards during construction and service, e.g. mechanical
damage and fire.
b. In considering behaviour in seawater, account has to be taken of many factors
including:
Rate of general and/or localized corrosion under steady state flow conditions.
Possibility of crevice corrosion and of deposit attack or pitting, particularly
under stagnant or slowly moving conditions.
Resistance to stress corrosion cracking.
Effect of variations in composition of seawater including salinity, oxygen
content, suspended material, pollutants, etc.
Effect of chlorination of seawater, if practiced.
Velocity limitations.
Effect of variation of temperature, possible spheres of operation being
anywhere from arctic to tropical regions; in some applications hot brine has to
be handled.
Possible galvanic effects between different materials.
Biological corrosion and special attention to SRB presence.
In the marine environment, external corrosion of piping systems can be a hazard,
e.g. occurrence of crevice corrosion due to ingress of chloride beneath sheathings,
laggings, brackets, etc.
8.1.4 Materials
The main types of material considered for seawater piping systems are:
a) Copper alloys, particularly the copper-nickel series
b) Carbon steel internally coated or lined (e.g. with epoxy, bitumen, rubber, cement,
mortar)
c) Stainless steels
d) Plastics or reinforced plastics
e) Titanium
A summary of the relevant properties of these materials in sea water environment is
given in Table 4 (Appendix:-I).
8.1.5 Water Injection
Water injection covers systems for injection of de-aerated sea water, raw untreated sea
water, produced water and combinations and mixing of different waters.
Doc. File No.: GDL.R.007.R1 Page 12 of 29 Custodian Dept.: QA&STI
QP GUIDELINE FOR MATERIAL SELECTION
(SPECIAL APPLICATIONS - NON-SOUR SERVICE)
DOC. No. QP-GDL-R-007 Rev. 1
Corrosivity evaluations and materials selection for de-aerated seawater injection
systems should be based on residual oxygen and chlorine levels. A typical residual
oxygen concentration for un-chlorinated sea water is 20 mg/m3 for normal operation,
but may be higher during upset conditions and during chemical treatments.
For chlorinated sea water the following oxygen equivalent levels is recommended:
• 50 mg/m3 for 90 % of operation time;
• 200 mg/m3 for 10 % of operation time, non continuous.
In addition bacteria control and flow velocities should be considered.
Even if the specification for the de-aeration equipment gives more strict requirements,
the above should be basis for the materials selection. If the specified oxygen equivalent
or temperature is above 50 mg/m3 or 30°C respectively for normal operation, the basis
for materials selection should be subject to special evaluation.
For carbon steel submarine injection Flowlines the corrosion allowance should be
minimum 3 mm.
In injection water systems where alternating de-aerated sea water, produced water,
aquifer water, any kind of process water, and/or gas could flow through the systems,
the materials selection should take this into account. Such systems may contain many
corrosive species, e.g. CO2, H2S from bacteria activity, oxygen from blanketing gases,
elemental sulfur. All components which may contact injection water or back-flowing
fluids should be resistant against well treating chemicals or well stimulating chemicals
in case of back-flow situations. For carbon steel piping maximum flow velocity should
be 6 m/s. Carbon steel should only be considered if the system can be kept clean and
corrosion inhibition and biocide treatment is applied. Internal organic lining should be
considered for water injection Flowlines.
For subsea applications such as produced water disposal, raw water intake and brine
water discharge, due consideration should be given to use of HDPE.
8.2 FIRE- WATER APPLICATIONS
Materials for fire-water applications should, as a rule be non-combustible. If it is
justified from a safety point of view to make use of materials that do not meet the
requirements to non-combustibility, such materials shall have limited flame spread
properties, low smoke development and heat generation.
The material shall also be resistance to corrosion attack from the water being used.
Where temperature is of essence in the vicinity of application, the material should be
resistant to the prevailing temperature. GRE/GRP are typical materials for fire-water
ring main, but has the limitation of poor resistance to high temperature. Therefore,
GRE/GRP materials should not be allowed for above ground fire-water ring main,
except for deluge systems with overhead sprinkler. Materials for fire-water applications
shall comply with the requirements of relevant sections of the National Fire Protection
Association (NFPA).
8.3 REFINERY & PETROCHEMICAL APPLICATION
Refinery and Petrochemical operations cut across different sphere of operating
conditions. Heat Exchangers, Boilers, Furnaces, Turbines, Storage Tanks, etc, used in
Doc. File No.: GDL.R.007.R1 Page 13 of 29 Custodian Dept.: QA&STI
QP GUIDELINE FOR MATERIAL SELECTION
(SPECIAL APPLICATIONS - NON-SOUR SERVICE)
DOC. No. QP-GDL-R-007 Rev. 1
refinery and petrochemical operations are often subjected to varying degree of
temperatures and pressure regimes, which make them vulnerable to failure. Therefore,
caution is required in the selection of materials for this application.
Generally, refinery and petrochemical materials are selected based on environmental
resistance, erosion, wear, mechanical behaviour and physical properties. In all these,
temperature and pressure are the controlling factors.
8.3.1 Factors in Materials Selection for Petrochemical Refineries
a. Type of Refinery
b. Type of crude to be processed
c. Service conditions in specific process unit/application like operating temperatures
and pressure, etc.
d. Type of Environment.
8.3.2 Material Selection Based on Temperatures
a. High Temperature Applications
Materials suitable for high temperature applications should have specific
requirements in order to function well. This includes, but not limited to:
Adequate yield strength
Creep Resistance
High Thermal Conductivity
Low Thermal Expansion Coefficient
Oxidation Resistance
Corrosion Resistance
High Elastic Modulus
Formability or Tensile Elongation
Other properties, such as hydrogen embrittlement resistance, machinability,
etc.
Super-alloys have been developed for elevated temperature services where relatively
severe mechanical stresses are encountered and high surface stability is required.
Specifically, the Cr-Mo Steels, Fe-Ni-Cr steels and Co-Ni-Cr steels are preferred
materials for high temperature applications.
The following guidelines for Management of Change (MOC) for elevated stacks
and when refractory lining are used, should be adhered to:
Materials shall withstand the high temperature of applications and be corrosion
resistant at such temperatures.
Materials shall withstand the temperature and pressure stresses of the environment.
If refractory lining is damaged by cracking or spalling, corrosion of underlying steel
material can occur due to acid gas condensation if the dew point is reached within
the stack especially during wintery conditions. Therefore steps should be taken to
minimize the condensation risk, including gas purging and keeping metal
temperatures above the dew point
The economics of application of such materials should be considered.
Doc. File No.: GDL.R.007.R1 Page 14 of 29 Custodian Dept.: QA&STI
QP GUIDELINE FOR MATERIAL SELECTION
(SPECIAL APPLICATIONS - NON-SOUR SERVICE)
DOC. No. QP-GDL-R-007 Rev. 1
The following guidelines are provided for Management of Change (MOC) for
boiler feed water pumps:
Plastic should be avoided in the design and construction of pump heads as this
may be adversely affected by certain solvents and high temperatures.
Abrasive resistant materials such as cast iron and stainless steel 316 or SS 304
are suitable materials for feed-water pumps.
While deciding on material of construction in boiler systems, due consideration
should be given to presence of caustics and chlorides and possibility of Caustic
Embrittlement and Chloride Stress Corrosion should be checked before finalizing
the material of construction.
b. Materials for low temperature and cryogenic applications
Some other materials are used at low or sub-critical temperatures which also endanger
their material property. Cooling towers, refrigeration lines, liquid-knock-out lines, etc,
are some applications that require proper materials selection. Failure of any of these
could lead to production shutdown and subsequent revenue loss. For these
applications, such materials property as fracture toughness is a mandatory guiding
considerations. Operating facilities at temperatures below the ductile-to-brittle transition
temperature may be catastrophic, as this increases the yield strength and reduces
ductility. Thus, selection of special steels qualified by impact testing at the lowest
expected temperature is recommended. Carbon steels that require low temperature
properties or used in low temperature conditions should be impact tested according to
the governing code and meet the energy requirements stated for that particular low
temperature regime.
Ferritic and martensitic steels, including duplex steels should not be used for low
temperature/cryogenic applications as they tend to become brittle at such temperature
regime. Austenitic steels on the other hand are ‘tougher’ at low temperature/cryogenic
environments and are recommended.
Minimum temperature limits for piping material selection in QP should be as follows:-
Carbon Steel - Down to 0 degree C
Low Temperature Carbon Steel - Down to -10 degree C
Austenitic Stainless Steel - Down to -20 degree C
Low temperatures can also result from pressure reduction activities such as blow-down,
etc, especially in CO2 pipelines. The effect of this should be considered during material
selection and design of such pipelines.
The following guidelines are provided for Management of Change (MOC) for
liquid Nitrogen Storage Tanks:
Use only tanks designed for extreme cold when handling liquid nitrogen
Because liquid nitrogen freezes easily at room temperature, do not use rubber or
plastic tubing for liquid nitrogen transfer to prevent fracture.
Use a double-walled tank for liquid nitrogen storage.
Use flexible stainless steel transfer hose, insulated pipe, flexible or rigid vacuum-
jacketed pipes for liquid nitrogen transfer.
Doc. File No.: GDL.R.007.R1 Page 15 of 29 Custodian Dept.: QA&STI
QP GUIDELINE FOR MATERIAL SELECTION
(SPECIAL APPLICATIONS - NON-SOUR SERVICE)
DOC. No. QP-GDL-R-007 Rev. 1
8.4 MATERIALS SELECTION GUIDE FOR ROTATING EQUIPMENT
Rotating equipment by virtue of their function are in constant motion when in operation.
This subjects them to frictional forces, which leads to vibration, wear and tear, fatigue,
erosion and temperature rise. These rotating equipment sometimes are used in service
environments which also affect their functionality. Because rotating equipment consists
of different components in one unit, it is cautioned that extreme care should be taken
when selecting materials to ensure the various material parts are suitable to the
environment or function they play. All materials shall satisfy the requirement of the
relevant Standards and Specifications for Rotating Equipment.
8.5 NON- METALLIC MATERIALS APPLICATION
There has been an increased use of non-metallic materials in oil field operation,
because they do not corrode in the environment in which carbon steel readily corrodes.
They are light weight, suitable for rapid installation, and in most cases less expensive
than steel.
The three categories of non-metallic materials include:
Thermoplastics,
Glass Fibre reinforced,
Cement-asbestos.
8.5.1 Thermo-plastics Includes:
Polyvinylchloride (PVC)
Chlorinated Polyvinylchloride (CPVC)
Polyethylene (PE)
Polyacetal
Acrylonitrile-butadene-styrene (ABS)
Cellulose Acetate Butyrate (CAB)
8.5.2 Glass Fibre Reinforced Thermosets Includes:
Glass-Fibre Reinforced Epoxy
Glass-Fibre Reinforced Polyester
Non-metallic materials of construction are widely used where temperatures, pressure,
and stresses are not limiting and in such media as aqueous chloride solution which
cause localized corrosion of metals and alloys. Examples are:-
a. Rubber-lined steel for water treatment ion exchange resin beds which should be
periodically regenerated with salt brine or dilute mineral acids or caustic solution.
b. Acid-proof brick and membrane line steel for higher temperature, and solid RTP
polyester and vinyl-ester construction for lower temperature, flue gas and chlorine
neutralization scrubbers.
Generally, proven non-metallic materials such as reinforced thermoplastic (RTP) are
often used as linings for low cost materials such as plain carbon steel or for solid
construction.
Doc. File No.: GDL.R.007.R1 Page 16 of 29 Custodian Dept.: QA&STI
QP GUIDELINE FOR MATERIAL SELECTION
(SPECIAL APPLICATIONS - NON-SOUR SERVICE)
DOC. No. QP-GDL-R-007 Rev. 1
However, some other non-metallic materials such as used for piping and some cases
as pipelines for water and hydrocarbon transport have their use restricted in some
areas and operating conditions. Such restrictions include pressure and temperature
limitations. At high operating pressures, they burst, and at low temperatures exhibit
brittle fracture characteristics. Therefore their selection should be properly advised
before use.
For services where aromatics may be present, UPVC materials shall not be used
unless pre-chlorination and clarification is applied to prevent or reduce organic fouling.
Besides UPVC, many of the other non-metals are generally available for various
internal packing such as EPDM, Neoprene, PTFE, etc.
8.5.3 Glass Fiber Reinforced Plastic (GRP)
Design of piping systems in GRP materials should in general be according to ISO
14692 (all parts) and ASME B 31.3. The need for fire and impact protection should be
evaluated whenever GRP is used.
a. The use of GRP for piping systems is limited by the following factors:
Maximum internal design pressure of 40 barg;
Design temperature range from -40°C up to 95°C for epoxy and up to 80°C for
vinyl-ester (according to qualifications);
Possible hazard for static electricity build-up should be accounted for.
Recommended materials of construction for different fluids are listed in Table 5.
b. GRP tanks and vessels should be designed according to BS 4994 and with the
following limitations:
Design pressure in barg times internal volume in liters should not exceed 75 000
and a design temperature of maximum 75 °C;
The potential hazard for static electricity build-up should be accounted for;
The use for systems containing hydrocarbons should be based on risk
assessment.
For systems where GRP can be applied, epoxy and vinyl-ester resins should be
evaluated as alternatives for vessels and tanks. Polyester resin can be used in tanks for
sea water and open drain services.
In corrosive environment internally or externally, GRP material can be used as tubing,
casing and line pipe.
The GRP material used should satisfy the requirements in API Spec 15 HR and API
Spec 15 LR depending on pressure.
If GRP is considered used as rigid pipe for downhole produced water and seawater
injection tubing, material properties should be documented in accordance with relevant
API standards and ASTM D 2992. GRP pipes can also be use as lining for downhole
steel tubing with temperature and environmental limitations dependent on
qualifications.
8.6 POLYMERIC MATERIALS
The selection of polymeric materials, including elastomeric materials, should be based
on a thorough evaluation of the functional requirements for the specific application. The
Doc. File No.: GDL.R.007.R1 Page 17 of 29 Custodian Dept.: QA&STI
QP GUIDELINE FOR MATERIAL SELECTION
(SPECIAL APPLICATIONS - NON-SOUR SERVICE)
DOC. No. QP-GDL-R-007 Rev. 1
materials should be qualified according to procedures described in applicable
material/design codes. Dependent upon application, properties to be documented and
included in the evaluation are:-
a. Thermal stability and ageing resistance at specified service temperature and
environment,
b. Physical and mechanical properties,
c. Thermal expansion,
d. Swelling and shrinking by gas and by liquid absorption,
e. Gas and liquid diffusion,
f. Decompression resistance in high pressure oil/gas systems,
g. Chemical resistance,
h. Control of manufacturing process.
8.7 ASBESTOS
Asbestos and asbestos-containing materials such as packing and gaskets shall not be
used in any QP facilities for health reasons.
8.8 SWEET SERVICE ENVIRONMENT (CO2 CORROSION)
8.8.1 CO2 Corrosion Mechanisms:
Carbon Dioxide gas (CO2) in oil/gas stream forms carbonic acid (H2CO3) when
dissolved in water (which is also contained in gas/crude oil reservoir/well).
Carbonic acid is corrosive to carbon steel or low alloy steel.
CO2 + H2O H2CO3 (Carbonic Acid)
Carbonic acid lowers the pH, and sufficient quantities may promote general corrosion
and/or pitting corrosion of carbon steel.
8.8.2 Main factors affecting severity of CO2 Corrosion Rate (CR):
a. CO2 partial pressure (ppC02): Higher (ppC02) leads to higher CO2 corrosion rate.
In sweet gas wells with a pH of 7 or less, CO2 corrosion can be predicted as
follows:
CO2 partial pressure of 30 psi usually indicates corrosion,
CO2 partial pressure of 7 - 30 psi may indicate corrosion,
CO2 partial pressure of ≤ 7 psi is usually considered non-corrosive.
b. Temperature: Higher temperature leads to higher CO2 corrosion rate.
Increasing temperature leads to increase in CO2 vaporization which subsequently
increases the CO2 partial pressure and of course the corrosion rate.
c. pH: lower pH, higher CR
Increasing partial pressures of CO2 result in lower pH condensate and higher rates
of corrosion. Corrosion occurs in the liquid phase, often at locations where CO 2
condenses from the vapour phase.
d. Flow velocity: The higher the flow velocity, the higher the CO 2 corrosion rate.
Doc. File No.: GDL.R.007.R1 Page 18 of 29 Custodian Dept.: QA&STI
QP GUIDELINE FOR MATERIAL SELECTION
(SPECIAL APPLICATIONS - NON-SOUR SERVICE)
DOC. No. QP-GDL-R-007 Rev. 1
8.8.3 Preventions / Mitigations
The general rule of thumb for the mitigation of CO 2 corrosion is as following, which
depends on the level of CO2 partial pressure:
ppCO2 <0.2 barg:
Corrosion rate generally low on carbon steel and low alloy steel. This does not
pose a threat, but use of material with appropriate corrosion allowance and other
corrosion preventive mechanisms are recommended.
ppCO2 0.2 – 2.0 barg:
Corrosion rate mild. Use of carbon steel or alloy steel with appropriate corrosion
allowance is recommended. In addition it is recommended to use corrosion
inhibitors.
ppCO2 > 2 barg:
Highly corrosive. Recommended to use corrosion resistant alloys e.g. 300, 400 or
duplex SS series.
Table 3: CO2 Corrosion Criteria
Controlling Factor Level CO2 Corrosion Indication
ppCO2 0 – 0.2 bar Non-Corrosive
0.2 – 2 bar Mild CO2 Corrosion
>2bar High CO2 Corrosion
pH Low High corrosion rate
High Low corrosion rate
Temperature High Higher corrosion rate
Low Lower corrosion rate
Flow Velocity High Higher corrosion rate
Low Lower corrosion rate
9.0 QUALIFICATION OF MATERIALS AND MANUFACTURERS
9.1 MATERIAL QUALIFICATION
9.1.1 General
The selection of materials for applications which may affect the operational safety and
reliability level should be made among the listed qualified materials.
The materials selected for special applications be regarded as qualified when used
within the design limitations specified. Other materials can be used if adequate
documentation is available and the objective of limiting number of material types and
grades is maintained. Qualified materials should fulfill the following requirements:
a. The material is listed by the relevant design code for use within the stated design
requirements;
b. The material is standardized by recognized national and international
c. standardization bodies;
d. The material is readily available in the market and stocked by relevant dealers;
Doc. File No.: GDL.R.007.R1 Page 19 of 29 Custodian Dept.: QA&STI
QP GUIDELINE FOR MATERIAL SELECTION
(SPECIAL APPLICATIONS - NON-SOUR SERVICE)
DOC. No. QP-GDL-R-007 Rev. 1
e. The material is readily weldable, if welding is relevant, and known by potential
fabricators;
f. The material has a past experience record for the applicable use, e.g. same type of
component and dimensional range.
9.1.2 Qualification by past experience
Where the same type of material is regularly supplied for the same application, the
qualification should be based on experience. This applies to most materials supplied
and used within the limitation of the design codes. The exception to this can be
manufacturing of special components outside the normal dimensional range.
9.1.3 Qualification by general test data
Where well known materials are used in "new" applications or "new" materials are to be
used, the qualification may be by reference to results from relevant laboratory or
production tests.
9.1.4 Qualification by specific test programme
When a material is proposed for a new application and the selection cannot be based
on the criteria in 9.1.1 to 9.1.3 above, a qualification programme should be initiated.
The objective of the programme should be clearly defined before starting any testing.
Such objectives may be qualitative or quantitative and aim at defining if the product is
acceptable or not for the design life of the system.
The qualification programme should consider both the effect of the manufacturing route
as well as fabrication on the properties obtained. Where possible, reference materials
with known performance (good, borderline or unacceptable) should be included for
comparison.
9.2 MANUFACTURER QUALIFICATION
Under certain conditions it may be necessary to apply additional requirements to the
potential or selected manufacturers to ensure their capabilities to supply the required
material. Such qualification should be evaluated when one of the following conditions
are present:-
a. The materials to be supplied include:
22Cr and 25Cr duplex stainless steels: all grades, product forms and
dimensions;
super-austenite and 6Mo stainless steels: all product forms and dimensions;
nickel base alloys: castings;
titanium and its alloys: castings.
b. The requested material dimensions and/or quality require special demands by being
outside the range of standardized products or outside the normal production range
of the potential manufacturer.
c. Non-metallic sealing materials for topside gas systems subjected to rapid de-
pressurization, well completion and critical permanent subsea equipment.
Doc. File No.: GDL.R.007.R1 Page 20 of 29 Custodian Dept.: QA&STI
QP GUIDELINE FOR MATERIAL SELECTION
(SPECIAL APPLICATIONS - NON-SOUR SERVICE)
DOC. No. QP-GDL-R-007 Rev. 1
10.0 QUALITY REQUIREMENTS
10.1 Contractor/Subcontractor should operate a quality system based on ISO 9000 series of
standards to satisfy the requirements of this document.
10.2 Contractor/Subcontractor should demonstrate compliance by providing a copy of the
accredited certificate or the contractor’s/subcontractor’s quality manual. Verification of the
contractor’s/subcontractor’s quality system is normally part of the pre-qualification
procedure, and is therefore not detailed in the core text of this document.
Doc. File No.: GDL.R.007.R1 Page 21 of 29 Custodian Dept.: QA&STI
QP GUIDELINE FOR MATERIAL SELECTION
(SPECIAL APPLICATIONS - NON-SOUR SERVICE)
DOC. No. QP-GDL-R-007 Rev. 1
11.0 APPENDICES
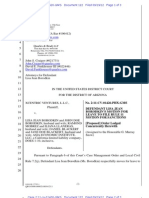
11.1 APPENDIX-I: TABLE 4: SEA WATER MATERIALS COMPARISON
Material General Deposit Crevice Impingement Behaviour Element of Marine Mechanical Fire Ease of
Corrosion Attack Corrosion Attack in the Chlorination Fouling Strength Resistance Fabrication
Presence &
of Component
Sulphide Availability
Pollution
90/10 Cu-Ni 2 2 2 1 1 2 2 1 2 2
CuNi10Fe1Mn
Carbon Steel 1 1 1 1 1 1 0 2 2 2
Austenitic 2 0 0 2 1 1 0 2 2 2
Stainless
Steel
Austenitic 2 1 1 2 1 1 0 2 2 1
Stainless
Steel*
Duplex 2 1 1 2 1 1 0 2 2 1
Stainless
Steel*
Ferritic 2 1 1 2 1 1 0 2 2 1
Stainless
Steel*
Plastics 2 2 2 2 2 2 0 1 0 1
Titanium 2 2 2 2 2 2 0 2 2 1
LEGEND:
0 – NOT RESISTANT
1 – POTENTIAL PROBLEMS, LIMITED LIFE, DESIGN RESERVATIONS
2 – SATISFACTORY
*HIGH MOLYBDENUM
Doc. File No.: GDL.R.007.R1 Page 22 of 29 Custodian Dept.: QA&STI
QP GUIDELINE FOR MATERIAL SELECTION
(FOR SPECIAL APPLICATIONS - NON-SOUR SERVICE)
DOC. No. QP-GDL-R-007 Rev. 1
The 90/10Cu-Ni Alloy is the only material that provides the best requirement for
use in sea water applications.
Austenitic stainless steel is not recommended to be used in sea water
applications because of its vulnerability to pitting and crevice corrosion. Where
highly Molybdenum Austenitic or Duplex or Ferritic stainless steel is used,
threaded connections should not be allowed.
Graphite gaskets should not be used in sea water piping systems
Doc. File No.: GDL.R.007.R1 Page 23 of 29 Custodian Dept.: QA&STI
QP GUIDELINE FOR MATERIAL SELECTION
(FOR SPECIAL APPLICATIONS - NON-SOUR SERVICE)
DOC. No. QP-GDL-R-007 Rev. 1
11.2 APPENDIX-II: TABLE 5 - MATERIALS FOR PROCESS AND UTILITY USE
PROCESS & UTILITY MATERIALS NOTES
OIL AND GAS PRODUCTION AND PROCESSING
Wellhead equipment/X-mas 13Cr4Ni, Low alloy steel with Alloy 625 weld overlay
trees 1
Piping and vessels 22Cr duplex, 25Cr duplex, 6Mo, 316, Super- 2
austenite.
Carbon steel with internal organic lining.
Thick wall vessels Carbon steel with SS316/309 overlay, Alloy 2
625, Alloy 825 or 904 clad or weld overlay.
Carbon steel with internal organic lining.
Piping and vessels in low Carbon steel.
corrosivity systems
Inlet side of compressorsCarbon steel. Carbon steel with CRA weld
overlay or solid CRA if required, based upon
corrosivity evaluations
Piping, vessels for SS316, 22Cr duplex, 25Cr duplex, 6Mo,
produced water Titanium or GRP.
SEAWATER SYSTEMS AND RAW SEAWATER INJECTION
Wellhead equipment/X-mas Carbon steel with weld overlay
trees
Vessels Titanium, GRP, carbon steel with internal
rubber lining or organic coating in combination
with cathodic protection
Piping materials 6Mo, 25 Cr duplex, Titanium, Cu-Ni 90-10, 3, 4
GRP.
Piping components 6Mo, 25Cr duplex, Titanium, Alloy 625, Alloy 3, 4, 5, 6
C276, Alloy C22, Cu-Ni 90-10, NiAl bronze.
Valves in GRP systems GRP, Carbon steel with polymeric lining, NiAl
bronze
Normally drained systems Copper base alloys, 6Mo, Titanium. Carbon 3
steel for short lifetimes, e.g. 5 years to 10
years
Pumps 25Cr duplex, 6Mo, Titanium 4, 7
DE-AERATED SEAWATER INJECTION
Wellhead equipment/Xmas Low alloy steel with Alloy 625 weld overlay in
trees sealing surfaces.
Piping Carbon steel, GRP
De-aeration tower Carbon steel with internal organic coating,
plus cathodic protection in bottom section
Pump and valve internals Provided carbon steel housing: 13Cr4Ni, 7
SS316, 22Cr duplex, 25Cr duplex.
Doc. File No.: GDL.R.007.R1 Page 24 of 29 Custodian Dept.: QA&STI
QP GUIDELINE FOR MATERIAL SELECTION
(FOR SPECIAL APPLICATIONS - NON-SOUR SERVICE)
DOC. No. QP-GDL-R-007 Rev. 1
APPENDIX-II: TABLE 5 - MATERIALS FOR PROCESS & UTILITY USE (Cont’d)
PROCESS & UTILITY MATERIALS NOTES
PRODUCED WATER AND SS316, 22Cr duplex, 6Mo, Titanium, GRP.
AQUIFER WATER Wellhead and X-mas trees as for de-aerated
INJECTION seawater injection.
Fresh and potable water Hot dip galvanized carbon steel, GRP, 8
Polypropylene, SS316,
Copper base alloys.
DRAINS AND SEWAGE
Open drain GRP, carbon steel.
Closed drain without SS316, carbon steel
oxygen
Closed drain with oxygen 22Cr duplex, 25Cr duplex, 6Mo, Titanium, GRP.
Sewage GRP, polyethylene
FLARE SYSTEMS
Relief system SS316, 6Mo, low temperature carbon steel
Burner components Alloy 800H, Alloy 800HT, Alloy 625. For
temperatures below 650 °C: 310.
Flare boom Structural steel with thermally sprayed aluminium
Dry fuel gas and diesel Carbon steel.
Piping Carbon steel
Tanks Carbon steel, GRP. 9
Lubrication and seal oil SS316, 22Cr duplex, 6Mo. 10
Hydraulic fluid SS316, carbon steel upstream filters 10
Instrument air SS316, carbon steel upstream filters. 10
Inert gas/plant air piping Carbon steel, SS316.
INSTRUMENTATION
SS316, Alloy C276, 6Mo, 25 Cr duplex, Titanium 4,10, 11,14
Junction boxes/cabinets GRP, 316.
Cable trays SS316; Hot dip galvanised carbon steel in fully
HVAC controlled areas
HVAC DUCTS AND UNITS
Ventilation/air intake ducts 316, Hot dip galvanised steel.
Air handling units 316.
Seawater coils Titanium.
ACTIVE FIRE FIGHTING SYSTEMS
Dry CO2 systems Carbon steel 4
Freshwater/plant air/nitrogen SS316.
Glycol Carbon steel, SS316.
Methanol Carbon steel, SS316.
Aqueous Film Forming SS316, GRP
Foams (AFFF)
Doc. File No.: GDL.R.007.R1 Page 25 of 29 Custodian Dept.: QA&STI
QP GUIDELINE FOR MATERIAL SELECTION
(FOR SPECIAL APPLICATIONS - NON-SOUR SERVICE)
DOC. No. QP-GDL-R-007 Rev. 1
APPENDIX-II: TABLE 5 - MATERIALS FOR PROCESS & UTILITY USE (Cont’d)
PROCESS & UTILITY MATERIALS NOTES
Heating/cooling media Carbon steel. CRA in heat exchanger tubes.
Miscellaneous chemical GRP, SS316, 6Mo, Titanium 13
systems
NOTES
1.0 Sealing surfaces of components in Type 13Cr4Ni should be overlay welded with Alloy 625. For wells with low
corrosivity and/or short lifetime, low alloy steel with Alloy 625 weld overlay in sealing surfaces only can be used.
2.0 Pressure vessels operating with low and moderate pressures can be made of carbon steel with internal lining.
Sacrificial anodes may be required. Regular inspection and coating repairs shall be accounted for.
3.0 Copper alloys shall not be used in combination with CRAs and titanium. Exception can be components in fire
water systems, provided galvanic corrosion can be avoided by proper isolation. If electrical isolation (15 000 ohm
in dry system) is ensured and verified after installation, mechanical connections between bronze/brass and noble
alloys such as Type 6Mo and titanium alloys are acceptable.
4.0 See design limitations.
5.0 Should also be used for process wetted parts of instrument systems.
6.0 See design limitations. Weld overlay can be applied to prevent crevice corrosion,
7.0 Ceramic filled epoxy coatings can be used for shorter lifetimes, e.g. 5 years to 10 years.
8.0 Large diameter piping and tanks can be made in internally coated carbon steel. Tanks not intended for potable
water, shall in addition be cathodically protected. GRP, polypropylene and coating used for potable water shall be
accepted by the national health authorities.
9.0 Tanks in carbon steel shall have 3 mm corrosion allowance at the bottom section. In addition the bottom and roof
shall be coated. Cathodic protection shall only be used if corrosion products from the sacrificial anodes do not
cause damage to the turbines. No corrosion allowance is required for cathodically protected surfaces.
10.0 Type 316 is acceptable up to operating temperature 70 °C provided located indoor or in sheltered areas and not
insulated.
11.0 For un-insulated stainless Type SS316 instrument piping downstream a shut-off valve, normally no extra
precautions are required, provided process medium temperature is below 85 °C and there is no flow in the
instrument piping.
12.0 Hot dip galvanized steel can be used in living quarter and domestic areas.
13.0 The combination of chemical and material has to be considered in each case. Titanium or GRP shall be used for
hypochlorite systems.
14.0 There could be a high risk for crevice corrosion under clamps when using type SS316 tubing externally at
offshore conditions and at onshore plants close to sea. Alternative tubing material should be evaluated.
Doc. File No.: GDL.R.007.R1 Page 26 of 29 Custodian Dept.: QA&STI
QP GUIDELINE FOR MATERIAL SELECTION
(FOR SPECIAL APPLICATIONS - NON-SOUR SERVICE)
DOC. No. QP-GDL-R-007 Rev. 1
11.3 APPENDIX-III: TABLE 6 - MATERIALS FOR CONSTRUCTION OF GRP SYSTEMS
Service Structural part Inner liner
Service water Bisphenol A epoxy resina Bisphenol A epoxy resin a
Process water reinforced with E-glass. reinforced with ECR-glass fibres
Cooling medium/water and with C-glass fibre or synthetic
Sewage fibre surface veil should be used.
Non-hazardous drain
Non-hazardous vent
Fire water main
Fire water deluge
Produced water
Ballast water
Potable water Bisphenol A epoxy resin a According to the national health or
reinforced with E-glass. certifying authorities in the country
of use.
Hydrochloric acid Bisphenol A epoxy resin a Bisphenol A epoxy resin a
reinforced with ECR-glass. reinforced with ECR-glass
Concentrated sodium Chemical resistant laminate Thermoplastic liner b
hypochlorite and sulphuric
acid
NOTES
a) Aromatic or cycloaliphatic curing agents should be used. An alternative is to use vinyl ester resin. In special cases
other resins may be used.
b) Requirements related to thermoplastic liner material and lined pipes shall be according to DIN 16965-2 and DIN
16966 (all parts), pipe type B.
Doc. File No.: GDL.R.007.R1 Page 27 of 29 Custodian Dept.: QA&STI
QP GUIDELINE FOR MATERIAL SELECTION
(FOR SPECIAL APPLICATIONS - NON-SOUR SERVICE)
DOC. No. QP-GDL-R-007 Rev. 1
11.4 APPENDIX-IV: TABLE 7 - MATERIALS FOR HANDLING INHIBITORS
AND OTHER CHEMICALS
Fluid Material selection Temperature limits Piping
(°C) (1)
class
Corrosion inhibitor (neat or dissolved (2) –20 to +120 3410
AISI 316L
in solvent)
Scale inhibitor AISI 316L –20 to +120 3410
Wax inhibitor AISI 316L –20 to +120 3410
Coagulant/Anti-foam AISI 316L –20 to +120 3410
De-emulsifier (pure / diluted) AISI 316L –20 to +120 3410
Sodium hypochlorite (conc.) Titanium 0 to +50 6410X
Sodium hypochlorite (diluted.) C-PVC or GRP –10 to +50
Oxygen scavenger (conc.) AISI 316L –20 to +120 3410
Fire fighting foam (diluted) Galvanized carbon steel 0 to +60 8410
Fire fighting foam (pure) AISI 316L –20 to +120 3410
Biocide (3) –20 to +120 3410
AISI 316L
Odorant (ethyl mercaptan) Carbon steel (1 mm c.a.) 0 to +120 1410
Glycol (pure) Carbon steel (1 mm c.a.) 0 to +200 1450
Glycol (contaminated) See [3.2.9]
Methanol (pure) Carbon steel (1 mm c.a.) 0 to +120 1410
Ferrous sulphate dosing GRP/ABS/PVC 0 to +100
Drilling mud (dry/oil based) Carbon steel (1 mm c.a.) 0 to +120 1410
Drilling mud (water based) Carbon steel (3 mm c.a.) 0 to +120 1430
Drilling mud (0.0035 < H2S < 0.1 Carbon steel (1 mm c.a.) 0 to +120 1420
bar)
Drilling mud (0.0035 < H2S < 0.1 Carbon steel (3 mm c.a.) 0 to +120 1440
bar)
Ferric chloride Titanium –20 to +120
Notes: (1) Piping class numbers are included for guidance only
(2) Carbon steel can be used for concentrated corrosion inhibitor if the supplier recommends carbon steel for
use with his chemical. However, the corrosion inhibitor piping is normally small bore or instrument tubing,
and SS316L is selected for ease of installation and lower maintenance.
(3) AISI 316 grades shall not be used for DBNPA (2,2, Dibromo-3-Nitrilopropionamide) biocide.
Doc. File No.: GDL.R.007.R1 Page 28 of 29 Custodian Dept.: QA&STI
QP GUIDELINE FOR MATERIAL SELECTION
(FOR SPECIAL APPLICATIONS - NON-SOUR SERVICE)
DOC. No. QP-GDL-R-007 Rev. 1
REVISION HISTORY LOG
Revision Number: 1 Date: 17/11/2011
Reason for Change/Amendment
Item Revised:
Changes/Amendment:
This guideline is developed to cover the corporate requirements for
Material Selection for Special Applications Non-sour Service.
Note:
The revision history log shall be updated with each revision of the document. It shall contain a
written audit trail of the reason(s) why the changes/amendments have occurred, what the
changes/amendments were and the date at which the changes/amendments were made.
Doc. File No.: GDL.R.007.R1 Page 29 of 29 Custodian Dept.: QA&STI
You might also like
- PIC Microcontroller Projects in C: Basic to AdvancedFrom EverandPIC Microcontroller Projects in C: Basic to AdvancedRating: 5 out of 5 stars5/5 (10)
- Nace Mr0175Document37 pagesNace Mr0175_Anggyaa_No ratings yet
- Vessels Operating in Low Temperature Environments: Guide ForDocument248 pagesVessels Operating in Low Temperature Environments: Guide ForramkumarNo ratings yet
- Process Industry Practices Piping: PIP PNSC0001 Fabrication and Examination Specification For ASME B31.3 Metallic PipingDocument17 pagesProcess Industry Practices Piping: PIP PNSC0001 Fabrication and Examination Specification For ASME B31.3 Metallic PipingMidhun K Chandrabose100% (2)
- Coe10508 PDFDocument25 pagesCoe10508 PDFcvg ertdNo ratings yet
- QP-STD-R-001-3 Material Selection-Sour ServiceDocument58 pagesQP-STD-R-001-3 Material Selection-Sour ServiceSaravanan Varadarajan100% (4)
- PIP-Vessel S and T Heat Exchanger Design Criteria ASME Code Section VIII, Div 1 and 2Document74 pagesPIP-Vessel S and T Heat Exchanger Design Criteria ASME Code Section VIII, Div 1 and 2rizaNo ratings yet
- ABS Vessels Operating in Very Low Temperatures GuideDocument246 pagesABS Vessels Operating in Very Low Temperatures GuideCharalampos ChatzivasileiouNo ratings yet
- QP - phl.S.001 R1 - Corporate Philosophy For Fire & SafetyDocument17 pagesQP - phl.S.001 R1 - Corporate Philosophy For Fire & Safetyprabha haranNo ratings yet
- 2939 1000 48EG 0001 - RevADocument31 pages2939 1000 48EG 0001 - RevAAloysius WongNo ratings yet
- Pip Vecv1001 2000Document74 pagesPip Vecv1001 2000Rodrigo Donoso FNo ratings yet
- VESFG001Document60 pagesVESFG001romeo112976100% (2)
- NES 822 Part 2 Requirements For Nickel Chromium Molybdenum Niobium Allloy 625Document44 pagesNES 822 Part 2 Requirements For Nickel Chromium Molybdenum Niobium Allloy 625JEORJENo ratings yet
- QP Standard For NDT Part 1 - Management System and Personnel Qualificatio...Document14 pagesQP Standard For NDT Part 1 - Management System and Personnel Qualificatio...QA QC0% (1)
- NES 830 Part 1requirements For Gunmetal Ingots and Castings - Category 3Document22 pagesNES 830 Part 1requirements For Gunmetal Ingots and Castings - Category 3JEORJENo ratings yet
- PDFDocument32 pagesPDFgharsallah mouna100% (1)
- QP STD L 009 R1 TechSpecfor Corrosion Monitoring SystemDocument36 pagesQP STD L 009 R1 TechSpecfor Corrosion Monitoring SystemMohamed HassanNo ratings yet
- Api RP 1111 E5Document3 pagesApi RP 1111 E5Oğuzcan Şahin0% (1)
- Materials Standards WorkshopDocument19 pagesMaterials Standards Workshopvivek_recNo ratings yet
- Pip Sts03600 Nonshrink Cementitous Grout SpecificationDocument8 pagesPip Sts03600 Nonshrink Cementitous Grout SpecificationUmair AnsariNo ratings yet
- IPC HDBK 001SDocument7 pagesIPC HDBK 001SKauã MartinsNo ratings yet
- Technical Proposal-Sewage Treatment AO ProcessDocument90 pagesTechnical Proposal-Sewage Treatment AO ProcessKamal DeshapriyaNo ratings yet
- Robotic WeldingDocument21 pagesRobotic WeldingJuan BarronNo ratings yet
- EPA Quality GuidelineDocument144 pagesEPA Quality GuidelineEder ApazaNo ratings yet
- Regulatory Guide for Standard Format and Content of Safety Analysis Report for Independent Spent Fuel Storage InstallationDocument79 pagesRegulatory Guide for Standard Format and Content of Safety Analysis Report for Independent Spent Fuel Storage Installation廖庭億No ratings yet
- Combined Cycle ConversionDocument61 pagesCombined Cycle ConversionDomingo PintoNo ratings yet
- 5 6102660520546926795Document63 pages5 6102660520546926795vmanoj9569No ratings yet
- QP Philosophy For Hse Risk ManagementDocument50 pagesQP Philosophy For Hse Risk Managementmahesh100% (3)
- Nes 824Document42 pagesNes 824Kaushik Sengupta0% (1)
- Technical Specification For Road Rail Equipment FSS550Document70 pagesTechnical Specification For Road Rail Equipment FSS550Ion Logofătu AlbertNo ratings yet
- W-I-SS-001 R4 For Field Instruments - ADDCDocument39 pagesW-I-SS-001 R4 For Field Instruments - ADDCRonaldo JuniorNo ratings yet
- PIP PCECV003-2017 Guidelines For Application of Remotely Actuated On-Off ValvesDocument32 pagesPIP PCECV003-2017 Guidelines For Application of Remotely Actuated On-Off Valves刘旭100% (1)
- Ndi Guide Sept20Document136 pagesNdi Guide Sept20AmanSharmaNo ratings yet
- Supplementary Specification To API Specification 6DSS Subsea Pipeline Valves S 708v2020 08Document94 pagesSupplementary Specification To API Specification 6DSS Subsea Pipeline Valves S 708v2020 08Michele GhirardiNo ratings yet
- TQM1Document50 pagesTQM1mohsinmakkiNo ratings yet
- RP30-1, Design & PracticeDocument140 pagesRP30-1, Design & PracticeDian Ardiansyah50% (2)
- PIP pnsc0035 Steam Tracing SpecificationDocument57 pagesPIP pnsc0035 Steam Tracing Specificationsenthilkumar rangaraj100% (1)
- Fac Rules Jan22Document330 pagesFac Rules Jan22Ricardo CarvalhoNo ratings yet
- 3.8 HSE Requirements For Subcontractor REV 03Document25 pages3.8 HSE Requirements For Subcontractor REV 03Ardilla Sukma100% (2)
- EI 1583 6TH 2010 PreviewDocument13 pagesEI 1583 6TH 2010 PreviewhenkokenjiNo ratings yet
- User Manual v410Document526 pagesUser Manual v410Lucas WalkerNo ratings yet
- Crouse Hinds MTL Intro To Fs and Iec61508 Application NoteDocument16 pagesCrouse Hinds MTL Intro To Fs and Iec61508 Application NoteNarendra BabuNo ratings yet
- GN 33 r1 2 Guidance On The Application of Singapore Standard Gdpmds (18jul Pub)Document42 pagesGN 33 r1 2 Guidance On The Application of Singapore Standard Gdpmds (18jul Pub)Ricky ArliansyahNo ratings yet
- NIST Quality Manual For Measurement Services Qm-IDocument42 pagesNIST Quality Manual For Measurement Services Qm-IyoesseoyNo ratings yet
- Global Supplier Quality Requirements ManualDocument25 pagesGlobal Supplier Quality Requirements Manual57641No ratings yet
- Def Stan 02-337 Orings PDFDocument30 pagesDef Stan 02-337 Orings PDFJohnny VargasNo ratings yet
- NGL Extraction TechnologiesDocument10 pagesNGL Extraction Technologieswylie010% (1)
- GP-07!02!01 Industrial BoilersDocument33 pagesGP-07!02!01 Industrial BoilersabenitechNo ratings yet
- EPA Forager Sponge Tech EvaluationDocument84 pagesEPA Forager Sponge Tech EvaluationVeronica VerdugoNo ratings yet
- Api RP 578Document21 pagesApi RP 578Amir Habib AfridiNo ratings yet
- PIP VECV1001 Vessel - ST Heat Exchanger Design Criteria PDFDocument73 pagesPIP VECV1001 Vessel - ST Heat Exchanger Design Criteria PDFsertackocdagNo ratings yet
- Aseguramiento EPADocument45 pagesAseguramiento EPAJulio MolinaNo ratings yet
- NSCV c7d Ed 1.4 February 2022 Commencing 1 April 2022Document34 pagesNSCV c7d Ed 1.4 February 2022 Commencing 1 April 2022sony2anggaraNo ratings yet
- Pip Resp003s 1997Document33 pagesPip Resp003s 1997zufriateguiNo ratings yet
- As 1271 Safety Valves & GuagesDocument50 pagesAs 1271 Safety Valves & Guagespvdang100% (4)
- Siemens User InterfaceDocument46 pagesSiemens User InterfaceSarahNo ratings yet
- Handbook of Polymer-Modified Concrete and Mortars: Properties and Process TechnologyFrom EverandHandbook of Polymer-Modified Concrete and Mortars: Properties and Process TechnologyRating: 5 out of 5 stars5/5 (2)
- Engineering Projects Preferred Manufacturers List (PPML)Document177 pagesEngineering Projects Preferred Manufacturers List (PPML)hemantmech099200No ratings yet
- QP-ENG-STD-018 Rev.00Document54 pagesQP-ENG-STD-018 Rev.00p.abdulameen12340% (1)
- ES Data Coding SystemDocument21 pagesES Data Coding SystemHamid KhanNo ratings yet
- ES.0.06.0021-C - Compilation and Handover of Project DossierDocument34 pagesES.0.06.0021-C - Compilation and Handover of Project DossierHamid Khan100% (5)
- Coating Requirements For Bolts and Nuts (Amendments/Supplements To Astm B 841)Document12 pagesCoating Requirements For Bolts and Nuts (Amendments/Supplements To Astm B 841)behzad mohammadi100% (1)
- Spec - 2017-02 - A00 The Use of SI Quantities and Units (Endorsement of ISO - IEC 80000)Document7 pagesSpec - 2017-02 - A00 The Use of SI Quantities and Units (Endorsement of ISO - IEC 80000)Madjid OUCHENENo ratings yet
- Spe 81 - 002 - 2016Document6 pagesSpe 81 - 002 - 2016Dharmendra Jadeja100% (2)
- Storytelling Tips from Salesforce CEO Marc BenioffDocument2 pagesStorytelling Tips from Salesforce CEO Marc BenioffvsrajkumarNo ratings yet
- F INALITYp 3Document23 pagesF INALITYp 3api-3701467100% (1)
- Bloodborne Pathogens Program: Western Oklahoma State College Employee Training HandbookDocument35 pagesBloodborne Pathogens Program: Western Oklahoma State College Employee Training HandbookKashaNo ratings yet
- Internship Projects: Rotor Shaft Analysis and DesignDocument19 pagesInternship Projects: Rotor Shaft Analysis and DesignSanjay IraniNo ratings yet
- How To Sell Hillstone 306. Cloudhive v2.8Document98 pagesHow To Sell Hillstone 306. Cloudhive v2.8Emmanuel CoriaNo ratings yet
- Simulation of Dehydration - Regeneration Plant For Natural Gas Processing Using Aspen HysysDocument7 pagesSimulation of Dehydration - Regeneration Plant For Natural Gas Processing Using Aspen HysyseduryuNo ratings yet
- Editable Classroom Officers TemplateDocument6 pagesEditable Classroom Officers TemplateRachelle AbalosNo ratings yet
- Soc 1 Report Salesforce Services - 5EwWEDocument75 pagesSoc 1 Report Salesforce Services - 5EwWEArif IqbalNo ratings yet
- Study of The Pre-Processing Impact in A Facial Recognition SystemDocument11 pagesStudy of The Pre-Processing Impact in A Facial Recognition Systemalmudena aguileraNo ratings yet
- Law On Sales: Perfection Stage Forms of Sale When Sale Is SimulatedDocument21 pagesLaw On Sales: Perfection Stage Forms of Sale When Sale Is SimulatedRalph ManuelNo ratings yet
- 4 Way Test of The Things We Think, Say or DoDocument5 pages4 Way Test of The Things We Think, Say or DoObakoma JosiahNo ratings yet
- Describe The Financial and Non-Financial Benefits of Strategic Management 4.1 Financial Benefits of Strategic ManagementDocument3 pagesDescribe The Financial and Non-Financial Benefits of Strategic Management 4.1 Financial Benefits of Strategic ManagementAlemayehu Demeke80% (5)
- Experiment No. 5 BCD To 7-Segment Decoder/Driver: I.ObjectivesDocument9 pagesExperiment No. 5 BCD To 7-Segment Decoder/Driver: I.ObjectivesJun TobiasNo ratings yet
- TM 9-1651 Data Transmission System m3, January 1942Document78 pagesTM 9-1651 Data Transmission System m3, January 1942Advocate100% (1)
- More User Manuals OnDocument78 pagesMore User Manuals OnNicolae HincuNo ratings yet
- Women Empowerment - Through Panchayat Raj System - Law Times Journal PDFDocument6 pagesWomen Empowerment - Through Panchayat Raj System - Law Times Journal PDFShivaraj ItagiNo ratings yet
- Java Programming: Lab Assignment 2Document17 pagesJava Programming: Lab Assignment 2Sanjana chowdary50% (4)
- DNV Casualty Info 2011 #3Document2 pagesDNV Casualty Info 2011 #3Sureen NarangNo ratings yet
- Coordination in Distributed Agile Software Development: A Systematic ReviewDocument12 pagesCoordination in Distributed Agile Software Development: A Systematic ReviewAbdul Shakoor sabirNo ratings yet
- Compound Sentences FANBOYS WorksheetDocument7 pagesCompound Sentences FANBOYS WorksheetVerenice SuarezNo ratings yet
- The Difficult Patient' As Perceived by Family Physicians: Dov Steinmetz and Hava TabenkinDocument6 pagesThe Difficult Patient' As Perceived by Family Physicians: Dov Steinmetz and Hava TabenkinRomulo Vincent PerezNo ratings yet
- COURSE Strucure - M.tech (S.E) I & II Sem (Autonomous)Document40 pagesCOURSE Strucure - M.tech (S.E) I & II Sem (Autonomous)Fresherjobs IndiaNo ratings yet
- Lb-Xp12-350-Pd-En-V1.3-201912 - EquivalenteDocument2 pagesLb-Xp12-350-Pd-En-V1.3-201912 - EquivalenteDaniel Oliveira Freitas RochaNo ratings yet
- Global Service Learning: M325D MH / M325D L MH Material HandlersDocument52 pagesGlobal Service Learning: M325D MH / M325D L MH Material Handlersanon_828943220100% (2)
- 122 - Motion For Leave To File Rule 11 MotionDocument3 pages122 - Motion For Leave To File Rule 11 MotionRipoff ReportNo ratings yet
- ISO 9001 Quality Management ProceduresDocument7 pagesISO 9001 Quality Management ProceduresFendi100% (1)
- 2015 Idmp Employee Intentions Final PDFDocument19 pages2015 Idmp Employee Intentions Final PDFAstridNo ratings yet
- JohnsonJohnson 2006 PDFDocument84 pagesJohnsonJohnson 2006 PDFakfar b417No ratings yet
- Facilitate Training Session Powerpoint PresentationDocument16 pagesFacilitate Training Session Powerpoint Presentationscribdhie100% (2)