You might also like
- AutoCad 2010 First Level 2D FundamentalsDocument29 pagesAutoCad 2010 First Level 2D FundamentalsRaphael ParreiraNo ratings yet
- ME Lab 1 Exp 7 Bomb CalorimeterDocument18 pagesME Lab 1 Exp 7 Bomb CalorimeterJAMAL HALIBAYNo ratings yet
- How Industrial Businesses Can Reduce Production Costs With Reverse Osmosis: Industrial Reverse OsmosisFrom EverandHow Industrial Businesses Can Reduce Production Costs With Reverse Osmosis: Industrial Reverse OsmosisRating: 5 out of 5 stars5/5 (1)
- Emulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingFrom EverandEmulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingRating: 5 out of 5 stars5/5 (3)
- Design and Analysis of Vertical Pressure VesselDocument11 pagesDesign and Analysis of Vertical Pressure VesselSiraj AL sharif100% (1)
- Steam Boiler Feedwater Storage Technology White PaperDocument16 pagesSteam Boiler Feedwater Storage Technology White PaperchristiancandidoNo ratings yet
- Basic Cooling Water Management IIDocument32 pagesBasic Cooling Water Management IIkishku123No ratings yet
- Process Design of TurboexpanderDocument55 pagesProcess Design of TurboexpanderSaidFerdjallahNo ratings yet
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Cooling Tower Facility Maintenance PDFDocument6 pagesCooling Tower Facility Maintenance PDFprasadNo ratings yet
- Boiler BlowdownDocument10 pagesBoiler Blowdownmergene8889No ratings yet
- Ehandbook Strategize Your Steam SystemDocument18 pagesEhandbook Strategize Your Steam SystemMPham100% (1)
- BoilBal SpreadsheetDocument16 pagesBoilBal SpreadsheetZulkarnain NasrullahNo ratings yet
- Evaluating Deaerator Operation for Energy SavingsDocument5 pagesEvaluating Deaerator Operation for Energy SavingsYanuar KrisnahadiNo ratings yet
- TinDocument16 pagesTinzidaaanNo ratings yet
- Case+Study Chronic Renal FailureDocument38 pagesCase+Study Chronic Renal Failurelynsweet100% (12)
- Ehandbook Strategize Your Steam SystemDocument18 pagesEhandbook Strategize Your Steam Systemoritas100% (1)
- Install An Automatic Blowdown Control System: BackgroundDocument5 pagesInstall An Automatic Blowdown Control System: BackgroundNaNo ratings yet
- Boiler Cycle Control: Questions and AnswersDocument6 pagesBoiler Cycle Control: Questions and AnswersChanBoonChewNo ratings yet
- Alubond Tech - Brochure PDFDocument8 pagesAlubond Tech - Brochure PDFLjubisa TopicNo ratings yet
- Guidelines For Produced Water Evaporators in SAGD 2007Document16 pagesGuidelines For Produced Water Evaporators in SAGD 2007pipedown456No ratings yet
- Cooling tower water saving tipsDocument3 pagesCooling tower water saving tipsYudha Dwi NugrohoNo ratings yet
- BlowdownDocument17 pagesBlowdownChimedza WisdomNo ratings yet
- Advanced Temperature Measurement and Control, Second EditionFrom EverandAdvanced Temperature Measurement and Control, Second EditionNo ratings yet
- Lesson 3 Component Design, Operation, Materials, Operation Mode and Plant CycleDocument6 pagesLesson 3 Component Design, Operation, Materials, Operation Mode and Plant CyclethanhhuyenNo ratings yet
- Chemtreat Challenges of Industrial Boiler Water TreatmentDocument17 pagesChemtreat Challenges of Industrial Boiler Water TreatmentKhondoker Nayeem ul haqueNo ratings yet
- Recover Energy from Boiler BlowdownDocument6 pagesRecover Energy from Boiler BlowdownDimz KenzieNo ratings yet
- Solid Waste ManagementDocument43 pagesSolid Waste Managementanks12345No ratings yet
- ASME - Standard Consensus Water ChemistryDocument30 pagesASME - Standard Consensus Water Chemistryviveksingh061100% (1)
- Minimize Boiler Blowdown to Save EnergyDocument2 pagesMinimize Boiler Blowdown to Save EnergymantascitaNo ratings yet
- Minimize Boiler BlowdownDocument2 pagesMinimize Boiler Blowdowndaraj darajNo ratings yet
- I3 Steam Systems 16 20Document5 pagesI3 Steam Systems 16 20balaibesartekstilNo ratings yet
- Home Products Water Treatment Chemicals Handbook of Industrial Water Treatment Boiler Water SystemsDocument9 pagesHome Products Water Treatment Chemicals Handbook of Industrial Water Treatment Boiler Water SystemsThokozaniMpofuNo ratings yet
- Literature Review: Boiler Blowdown BenefitsDocument4 pagesLiterature Review: Boiler Blowdown BenefitsThandiNo ratings yet
- Steam Tip Sheet #18Document2 pagesSteam Tip Sheet #18Muhammad NaeemNo ratings yet
- Best Management PracticeDocument5 pagesBest Management PracticeramyeidNo ratings yet
- COND Cleaning and Leakage Inspection PDFDocument11 pagesCOND Cleaning and Leakage Inspection PDFprakashNo ratings yet
- Saving Money With Automated Boiler Blowdown Control: Manually Blowing DownDocument3 pagesSaving Money With Automated Boiler Blowdown Control: Manually Blowing Downsandeep maneNo ratings yet
- Correct Boiler Water Treatment Ensures A Long Service Life For Your Boil...Document2 pagesCorrect Boiler Water Treatment Ensures A Long Service Life For Your Boil...serkanNo ratings yet
- Deaerators in Industrial Steam Systems: Additional BenefitsDocument5 pagesDeaerators in Industrial Steam Systems: Additional BenefitsNaNo ratings yet
- Does Your Deaerator Really Work?: Altair Equipment Co. Inc. Warminster, PaDocument6 pagesDoes Your Deaerator Really Work?: Altair Equipment Co. Inc. Warminster, PaVinh Do ThanhNo ratings yet
- Steam GenerationDocument5 pagesSteam GenerationRavi KumarNo ratings yet
- Active Chiller Approach Temperature Monitoring Leads To Increased Operating Life and EfficiencyDocument5 pagesActive Chiller Approach Temperature Monitoring Leads To Increased Operating Life and EfficiencyAlshreef AljeelanyNo ratings yet
- Measurements and Controls in Boiler PlantsDocument16 pagesMeasurements and Controls in Boiler PlantsRajneesh VachaspatiNo ratings yet
- Go With The Flow!: (Ashrae)Document3 pagesGo With The Flow!: (Ashrae)Lucas Penalva Costa SerraNo ratings yet
- Sampling Points and Parameters For LP Steam Generators CT 2020Document9 pagesSampling Points and Parameters For LP Steam Generators CT 2020moiNo ratings yet
- I3 Steam Systems 16 20Document5 pagesI3 Steam Systems 16 20qayoom5629No ratings yet
- Critical components and best practices for industrial boiler assessment and efficiencyDocument17 pagesCritical components and best practices for industrial boiler assessment and efficiencyRussel John Morillo QuerubinNo ratings yet
- SB DatasheetDocument4 pagesSB DatasheetMohammad AnwarNo ratings yet
- Novel Design and Modeling of A Photovoltaic Hydro Electromagnetic Reverse Osmosis (PV-HEMRO) Desalination SystemDocument7 pagesNovel Design and Modeling of A Photovoltaic Hydro Electromagnetic Reverse Osmosis (PV-HEMRO) Desalination Systemali shahrouzianNo ratings yet
- How To Achieve Rapid Steam Turbine Start-UpDocument2 pagesHow To Achieve Rapid Steam Turbine Start-UpNAITIKNo ratings yet
- Update On Infrared Applications For Steam Turbine Condenser SystemsDocument8 pagesUpdate On Infrared Applications For Steam Turbine Condenser SystemsRajAnandNo ratings yet
- Condensate Considerations in High Pressure Cogen PlantsDocument8 pagesCondensate Considerations in High Pressure Cogen Plantsaliscribd46No ratings yet
- Filtration Guide: 1. Reduced Energy ConsumptionDocument12 pagesFiltration Guide: 1. Reduced Energy ConsumptionGeofry Joan Jimenez TorresNo ratings yet
- Predictiona ND Control of Steam AccumulationDocument14 pagesPredictiona ND Control of Steam AccumulationArvin SlayerNo ratings yet
- US FEMP Water Efficiency For LaboratoriesDocument12 pagesUS FEMP Water Efficiency For LaboratoriesjuruterasamNo ratings yet
- Pure Water Production - An Overview ScienceDirecDocument14 pagesPure Water Production - An Overview ScienceDirecoffyNo ratings yet
- Economizer Cond DOE 26bDocument2 pagesEconomizer Cond DOE 26bBao NguyenNo ratings yet
- Water Treatment 2Document4 pagesWater Treatment 2Lisbeth Roos RoosNo ratings yet
- Steam Motors Clean Boiler Water HeatDocument2 pagesSteam Motors Clean Boiler Water Heatwaheed2286No ratings yet
- Waste Water Treatment Waste Water Treatment: AerationDocument100 pagesWaste Water Treatment Waste Water Treatment: AerationAndré OliveiraNo ratings yet
- Water Level 3 Automatic Level Control Systems - Spirax SarcoDocument14 pagesWater Level 3 Automatic Level Control Systems - Spirax SarcoCayixNo ratings yet
- An10d01p01 02enDocument4 pagesAn10d01p01 02enIan B. YtomNo ratings yet
- Condensate Recovery Pump: Recovering Maximum Possible EnergyDocument4 pagesCondensate Recovery Pump: Recovering Maximum Possible EnergySupport, SP Tech SolutionsNo ratings yet
- Irjet V6i11234Document4 pagesIrjet V6i11234EMRULLAH DESTEGÜLNo ratings yet
- ARPNpaperDocument13 pagesARPNpaperIan B. YtomNo ratings yet
- Energy-Water Efficiency and U.S. Industrial Steam: PerspectiveDocument7 pagesEnergy-Water Efficiency and U.S. Industrial Steam: PerspectiveRicky Putra SiregarNo ratings yet
- Diagnosis and Robust Control of Complex Building Central Chilling Systems for Enhanced Energy PerformanceFrom EverandDiagnosis and Robust Control of Complex Building Central Chilling Systems for Enhanced Energy PerformanceNo ratings yet
- Mechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesFrom EverandMechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesNo ratings yet
- Agglomeration 2Document7 pagesAgglomeration 2Ian B. YtomNo ratings yet
- Changover Lube Oil Duplex FilterDocument5 pagesChangover Lube Oil Duplex FilterIan B. YtomNo ratings yet
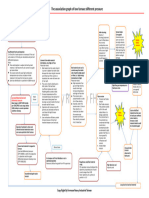
- The Association Graph of Low Furnace Different Pressure (Final)Document1 pageThe Association Graph of Low Furnace Different Pressure (Final)Ian B. YtomNo ratings yet
- 500T CFB Updated Furnace Pressure Curve Vs Boiler Load For 4123 Kcal CoaDocument1 page500T CFB Updated Furnace Pressure Curve Vs Boiler Load For 4123 Kcal CoaIan B. YtomNo ratings yet
- Minimize Boiler BlowdownDocument2 pagesMinimize Boiler BlowdownDavid GraterolNo ratings yet
- Corrosion-Erosion On Waste Heat Recovery Boiler SyDocument11 pagesCorrosion-Erosion On Waste Heat Recovery Boiler SyIan B. YtomNo ratings yet
- ARPNpaperDocument13 pagesARPNpaperIan B. YtomNo ratings yet
- Understanding The Hazard: Boiler-Tube ErosionDocument4 pagesUnderstanding The Hazard: Boiler-Tube ErosionIan B. YtomNo ratings yet
- Experimental Study On Heat Recovery From Continuous Blow Down Water and Reduced Feed Water Consumption by Utilizing It in CFBC BoilerDocument5 pagesExperimental Study On Heat Recovery From Continuous Blow Down Water and Reduced Feed Water Consumption by Utilizing It in CFBC BoilerIan B. YtomNo ratings yet
- PSE Member Account FormDocument6 pagesPSE Member Account FormAlbert MantizaNo ratings yet
- CircuitDocument6 pagesCircuitIan B. YtomNo ratings yet
- No Ans Regular Assignment of Atomic Structure XI Chapter 2Document4 pagesNo Ans Regular Assignment of Atomic Structure XI Chapter 2manojwarlaniNo ratings yet
- H-Industrial Pumps Part 2Document28 pagesH-Industrial Pumps Part 2yerinNo ratings yet
- The Ways of Purifying Water Lesson PlanDocument3 pagesThe Ways of Purifying Water Lesson Planetwinning100% (1)
- Summer Back Paper Date SheetDocument85 pagesSummer Back Paper Date SheetKaustubh RatanNo ratings yet
- OSU Biophysics Graduate HandbookDocument62 pagesOSU Biophysics Graduate HandbooksivaNo ratings yet
- EvaporationDocument9 pagesEvaporationKim Tag-at YbañezNo ratings yet
- Definition: Origin of ChargesDocument5 pagesDefinition: Origin of ChargesDavies MasumbaNo ratings yet
- VaporizerDocument11 pagesVaporizerIhteshamNo ratings yet
- Tds - BariteDocument1 pageTds - Bariteaditya imansyahNo ratings yet
- 1 Historical Development and Characteristics of Structural SteelsDocument30 pages1 Historical Development and Characteristics of Structural Steelsron_dany100% (1)
- Thermodynamic Evaluation and Optimization of The Li, Na, K, MG, Ca//F, CL Reciprocal System Using The Modified Quasi-Chemical ModelDocument14 pagesThermodynamic Evaluation and Optimization of The Li, Na, K, MG, Ca//F, CL Reciprocal System Using The Modified Quasi-Chemical ModelPérsio Mozart PintoNo ratings yet
- Flammability of A Gas MixtureDocument6 pagesFlammability of A Gas Mixturebldp03No ratings yet
- Amino + Nitro Compounds Class XII NotesDocument62 pagesAmino + Nitro Compounds Class XII NotesAditya BhattNo ratings yet
- GC Analysis Derivatization ReactionsDocument28 pagesGC Analysis Derivatization Reactionsfarkad rawiNo ratings yet
- NTC Power Thermistors SCK Series GuideDocument5 pagesNTC Power Thermistors SCK Series GuideGonzalo RojasNo ratings yet
- Aluminium vs. Upvc - Doc (An Intro of Reality)Document2 pagesAluminium vs. Upvc - Doc (An Intro of Reality)Harsh BhaiNo ratings yet
- A Review On Analysis and Design of Vehicle Chassis and Its MaterialsDocument3 pagesA Review On Analysis and Design of Vehicle Chassis and Its MaterialsShubham NykNo ratings yet
- Modular Aftertreatment System BrochureDocument4 pagesModular Aftertreatment System BrochureSalatyelNo ratings yet
- Chemistry QP4Document6 pagesChemistry QP4Jinendra UvarajNo ratings yet
- Physical and Chemical Properties of Gelatin From Red Snapper Scales: Temperature EffectsDocument7 pagesPhysical and Chemical Properties of Gelatin From Red Snapper Scales: Temperature EffectsAMAANINo ratings yet
- 6: Percent Strength, Ratio Strength, and Other Expressions of ConcentrationDocument18 pages6: Percent Strength, Ratio Strength, and Other Expressions of ConcentrationAashna LambaNo ratings yet
- Physics 2ND Book TestDocument3 pagesPhysics 2ND Book TestDeepak GuptaNo ratings yet
- Free Electrons: 7.1 Plasma Re EctivityDocument34 pagesFree Electrons: 7.1 Plasma Re EctivityNawaz KhanNo ratings yet