You might also like
- King Heater (RS-42,62,82P5AT) PDFDocument24 pagesKing Heater (RS-42,62,82P5AT) PDFTEIUSANU0% (1)
- FonovitsDocument44 pagesFonovitsJoanContrerasLopez0% (1)
- Torc 4 Abscohort1 - CompressDocument13 pagesTorc 4 Abscohort1 - CompressFaye MartinezNo ratings yet
- Dab Dig 1100 1500 1800 2200 Eng LDocument1 pageDab Dig 1100 1500 1800 2200 Eng LAhmad KarbasiNo ratings yet
- Timer: SpecificationsDocument2 pagesTimer: SpecificationsBIOMED HCCNo ratings yet
- Drawing Oliver ValveDocument1 pageDrawing Oliver ValveANTONIUS TRIMARTANTONo ratings yet
- Yuken 8 EDFHG-AMN English LeafletDocument4 pagesYuken 8 EDFHG-AMN English LeafletJose2806No ratings yet
- Bomba Sumergible ZX (Alimentación)Document2 pagesBomba Sumergible ZX (Alimentación)Paolo MacNo ratings yet
- SS Series (Wiring System: Central Terminal Box) Wet Type Solenoid ValveDocument12 pagesSS Series (Wiring System: Central Terminal Box) Wet Type Solenoid ValveMarcelo Partes de OliveiraNo ratings yet
- TV and CRT Display Vertical Output IC With Bus Control SupportDocument4 pagesTV and CRT Display Vertical Output IC With Bus Control SupportLuis RinconNo ratings yet
- HA 1 0VSO Series Variable Displacement Pump: C S W A e N oDocument68 pagesHA 1 0VSO Series Variable Displacement Pump: C S W A e N ojose salvadorNo ratings yet
- MS-02-472 - Válvulas Agulha Série IPT e Sno TrikDocument23 pagesMS-02-472 - Válvulas Agulha Série IPT e Sno TrikRogério RochaNo ratings yet
- Winters - 1WPS - Pressure SwitchDocument3 pagesWinters - 1WPS - Pressure SwitchJesus PerezNo ratings yet
- Trampa de Vapor Tipo Boya Modelo FTEDocument4 pagesTrampa de Vapor Tipo Boya Modelo FTEMaicol CarrascoNo ratings yet
- DWM-A Turbine Water Meter Product CatalogueDocument8 pagesDWM-A Turbine Water Meter Product CatalogueCarlos Rovello GandoNo ratings yet
- Ceic3006 Lecture 5Document88 pagesCeic3006 Lecture 5sarahNo ratings yet
- Zero Sequence CT CatalogueDocument14 pagesZero Sequence CT CatalogueRanjitKumarNo ratings yet
- Dungs GW 50 A5 ManualDocument5 pagesDungs GW 50 A5 ManualMazhar IqbalNo ratings yet
- Electro-Hydraulic I/H Converter and WSR Way ValveDocument12 pagesElectro-Hydraulic I/H Converter and WSR Way ValveNAYEEM100% (1)
- Technical Data: Relative Humidity SensorDocument4 pagesTechnical Data: Relative Humidity Sensorjesus yndriagoNo ratings yet
- Fuji TK26 016TN 22ADocument13 pagesFuji TK26 016TN 22AtokusanNo ratings yet
- 2000 Threaded Port Angle-Seat Valve Technical SpecificationsDocument9 pages2000 Threaded Port Angle-Seat Valve Technical SpecificationsKuni KazeNo ratings yet
- Technical specifications and performance data for BSV-N series 25 electromechanical turretsDocument20 pagesTechnical specifications and performance data for BSV-N series 25 electromechanical turretsgunarxNo ratings yet
- DS2000 Threaded EU EN 21 PDFDocument11 pagesDS2000 Threaded EU EN 21 PDFDucSyHoNo ratings yet
- 5.1. Thong - So - Dong - Co - Viet - HungDocument11 pages5.1. Thong - So - Dong - Co - Viet - HungHùng TốngNo ratings yet
- FR5050 1.1H CompleteDocument38 pagesFR5050 1.1H CompleteReid AllawayNo ratings yet
- Power Circuit Breaker 38 KV Through 72.5 KV Type PMI: The ABB Advantage - . .Document2 pagesPower Circuit Breaker 38 KV Through 72.5 KV Type PMI: The ABB Advantage - . .Victor GuzmanNo ratings yet
- 72pmi - 33-201B PDFDocument2 pages72pmi - 33-201B PDFDanielAlejandroRamosQueroNo ratings yet
- Magnetic Level Gauges & Level Transmitters: FeaturesDocument3 pagesMagnetic Level Gauges & Level Transmitters: Featuressunshine dreamNo ratings yet
- Pfiffner Produktprospekt MS-Hochstrom EN 180124 WEBDocument8 pagesPfiffner Produktprospekt MS-Hochstrom EN 180124 WEBnaczelny_naczelnikNo ratings yet
- Presostato DUNGS GW50-A4Document6 pagesPresostato DUNGS GW50-A4Matias Hernan Perez VegaNo ratings yet
- 1.1) Catalogue - Surge Counter - Excount-CDocument4 pages1.1) Catalogue - Surge Counter - Excount-CWiwat PanchamawatNo ratings yet
- T5-Load Test Form (UNIT 2C2)Document2 pagesT5-Load Test Form (UNIT 2C2)sankarganesh.s.kNo ratings yet
- Screw Pumps Series SPF: Application Shaft SealingDocument16 pagesScrew Pumps Series SPF: Application Shaft Sealingmsh16000No ratings yet
- High-quality DC TIG welder with pulse functionsDocument2 pagesHigh-quality DC TIG welder with pulse functionsDavid SMNo ratings yet
- Minitherm Bulletin 6.16Document2 pagesMinitherm Bulletin 6.16Armando Corral BlancoNo ratings yet
- A2vk PDFDocument10 pagesA2vk PDFMohar SinghNo ratings yet
- A2vk PDFDocument10 pagesA2vk PDFMohar SinghNo ratings yet
- A2VKDocument10 pagesA2VKsalelg1980No ratings yet
- Fans and Building Air Distribution Systems DesignDocument19 pagesFans and Building Air Distribution Systems DesignBassel El Sayed AliNo ratings yet
- DS2002-32Way-EU-ENDocument4 pagesDS2002-32Way-EU-ENMuchamad Fajar NugrohoNo ratings yet
- TDP UkDocument10 pagesTDP UkSüleymanŞentürkNo ratings yet
- Series R / RS (Parker), R V (Denison) Characteristics: FeaturesDocument12 pagesSeries R / RS (Parker), R V (Denison) Characteristics: FeaturesDani Hari PrasetiyoNo ratings yet
- A8PO Bent Axis Pumps - IsODocument21 pagesA8PO Bent Axis Pumps - IsOAttral HONo ratings yet
- FQP5N50C/FQPF5N50C: 500V N-Channel MOSFETDocument10 pagesFQP5N50C/FQPF5N50C: 500V N-Channel MOSFETalllim88No ratings yet
- Single Phase_Online 2020 (1)Document6 pagesSingle Phase_Online 2020 (1)Techno AgeNo ratings yet
- 2022 Geya Relay Module CatalogueDocument5 pages2022 Geya Relay Module CatalogueMarco AntonioNo ratings yet
- Ficha Tecnica BombaDocument5 pagesFicha Tecnica BombaMILENA CASTRONo ratings yet
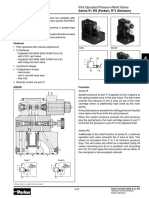
- Port Size: DN 8, G3/8 High Pressure Solenoid Valve Manifold Further Customized Solutions Available Upon RequestDocument3 pagesPort Size: DN 8, G3/8 High Pressure Solenoid Valve Manifold Further Customized Solutions Available Upon RequestEnrique MurgiaNo ratings yet
- Obsolete Product(s) - Obsolete Product(s) : Stp3Hnk90Z Stf3Hnk90ZDocument15 pagesObsolete Product(s) - Obsolete Product(s) : Stp3Hnk90Z Stf3Hnk90ZHenry SalasNo ratings yet
- 2-1. Structure and Function hx85x HyundaiDocument83 pages2-1. Structure and Function hx85x HyundaiAlfonso BerRamNo ratings yet
- D.C. Contactors for Electrical Traction - TECNO Series Features and SpecificationsDocument6 pagesD.C. Contactors for Electrical Traction - TECNO Series Features and SpecificationsRobiNo ratings yet
- 6050 FS 3Document1 page6050 FS 3medkh0411No ratings yet
- FQP9N50CDocument10 pagesFQP9N50CGaouldNo ratings yet
- 2PG009Document5 pages2PG009M NurNo ratings yet
- Daikin Operations Manual LXE10EA36ADocument62 pagesDaikin Operations Manual LXE10EA36AJorgeNo ratings yet
- F8NK85Z - 800V, 6a7Document15 pagesF8NK85Z - 800V, 6a7RenatoMaiaNo ratings yet
- 793p 347351Document5 pages793p 347351BobdNo ratings yet
- Ac Induction Motor Data Sheet Crown Triton MotorsDocument5 pagesAc Induction Motor Data Sheet Crown Triton Motorschris vilguzNo ratings yet
- N 87 SERIES EXPLOSION PROOF PUMPSDocument3 pagesN 87 SERIES EXPLOSION PROOF PUMPSEdgar MartinezNo ratings yet
- Shrimp ReceipeDocument2 pagesShrimp Receipedonna blazoNo ratings yet
- Holy Childhood High School Chemistry 601 Topic: Electronic StructureDocument6 pagesHoly Childhood High School Chemistry 601 Topic: Electronic StructureBriana BartonNo ratings yet
- Commercial Law Review Midterm - Without AnswersDocument1 pageCommercial Law Review Midterm - Without AnswersTorni JoNo ratings yet
- Come Back To Your Senses Use Your Body: Psychologyt LsDocument1 pageCome Back To Your Senses Use Your Body: Psychologyt LsMarina Moran100% (1)
- Project Execution ProcedureDocument4 pagesProject Execution Procedurecyno2167% (3)
- Computer Science ProjectDocument6 pagesComputer Science ProjectMohit KumarNo ratings yet
- API 578 Mock QuestionDocument4 pagesAPI 578 Mock QuestionsheikmoinNo ratings yet
- ODN102001 ATN Products Hardware Introduction ISSUE 1.00Document43 pagesODN102001 ATN Products Hardware Introduction ISSUE 1.00Jonathan Eduardo Tapias BeltranNo ratings yet
- Rocket Motor Head-end Structural AnalysisDocument83 pagesRocket Motor Head-end Structural AnalysisRudra Sai SandeepNo ratings yet
- Mesfin A. Agri. Econ. - 2005Document129 pagesMesfin A. Agri. Econ. - 2005Rafez JoneNo ratings yet
- Alpine Valley Liability ReleaseDocument1 pageAlpine Valley Liability ReleaseChristina Nakazaki0% (1)
- Science Activity Sheet Quarter 4 - MELC 2 Week 2: Uses of WaterDocument13 pagesScience Activity Sheet Quarter 4 - MELC 2 Week 2: Uses of WaterShareinne TeamkNo ratings yet
- Herbal MedicineDocument38 pagesHerbal MedicineBurei KouNo ratings yet
- UM16000 Flame Detector Installation Guide EnglishDocument12 pagesUM16000 Flame Detector Installation Guide Englishmohamed.rescoNo ratings yet
- Schlumber: Kevin: 16010072 Moch Rizky Setiawan: 16010068Document12 pagesSchlumber: Kevin: 16010072 Moch Rizky Setiawan: 16010068KevinNo ratings yet
- University of Health Sciences Lahore: Affiliated Private Sector Medical/Dental Colleges' Application FormDocument5 pagesUniversity of Health Sciences Lahore: Affiliated Private Sector Medical/Dental Colleges' Application FormkhnNo ratings yet
- Main Receiving Station PDFDocument8 pagesMain Receiving Station PDFPrakash Kumar0% (1)
- 01 Well Head ComponentsDocument46 pages01 Well Head ComponentsKhanh Pham Minh100% (7)
- Past PapaersDocument515 pagesPast PapaersShariq ShaNo ratings yet
- Guided Noteboo Kin GED10 2 (Mathe Matics in The Modern World)Document5 pagesGuided Noteboo Kin GED10 2 (Mathe Matics in The Modern World)Chenie BatacNo ratings yet
- 03 - 03 Product Index PDFDocument5 pages03 - 03 Product Index PDFWilder Fernando Vilca OreNo ratings yet
- Detailed Lesson Plan in Household Services Adiel RavaneraDocument8 pagesDetailed Lesson Plan in Household Services Adiel RavaneraAdielNo ratings yet
- WorkbookEdition 12 A Theory of HumorismDocument4 pagesWorkbookEdition 12 A Theory of HumorismMabel Ferr50% (2)
- Journal Titles and DetailsDocument30 pagesJournal Titles and DetailsMinerva Medical Treatment Pvt LtdNo ratings yet
- Thai Occupational Safety, Health and Environment Act B.E. 2554 (A.d. 2011)Document32 pagesThai Occupational Safety, Health and Environment Act B.E. 2554 (A.d. 2011)DibbaSotaNanaNo ratings yet
- Providing Shelter and Safety: A Proposed Evacuation and Rehabilitation Center for Masbate CityDocument62 pagesProviding Shelter and Safety: A Proposed Evacuation and Rehabilitation Center for Masbate CityBenjamae MaqueNo ratings yet
- E 242 - 95 R00 - Rti0mi1sruq - PDFDocument5 pagesE 242 - 95 R00 - Rti0mi1sruq - PDFLeón SuárezNo ratings yet
- Salary Exchange... A Tax Efficient Way To Boost Your Plans For The FutureDocument4 pagesSalary Exchange... A Tax Efficient Way To Boost Your Plans For The FutureStandard Life UKNo ratings yet
- ANPATH1 ReviewerDocument17 pagesANPATH1 ReviewerRashid DayaoNo ratings yet