You might also like
- Initial Environmental Examination (Iee) Checklist For Plastic Recycling 1.0 General InformationDocument23 pagesInitial Environmental Examination (Iee) Checklist For Plastic Recycling 1.0 General Informationavie100% (1)
- LET Pre Test 200 QuestionsDocument32 pagesLET Pre Test 200 QuestionsJC Magbanua-Santulio Fernandez100% (13)
- Baguio Sewage Treatment Plant 1Document8 pagesBaguio Sewage Treatment Plant 1Reden Salve PionNo ratings yet
- Textile Processing & Dyeing by AKR ChaudaryDocument844 pagesTextile Processing & Dyeing by AKR ChaudaryNagender SinghNo ratings yet
- MAPEH-HEALTH6 - Q2-WK4-D4 - Identify Different Types of WasteDocument14 pagesMAPEH-HEALTH6 - Q2-WK4-D4 - Identify Different Types of WasteglaidzNo ratings yet
- Baguio CityDocument29 pagesBaguio CityTaas KamayNo ratings yet
- ISO 22000 FSMS Compliance Summary - IsO TS 22002Document4 pagesISO 22000 FSMS Compliance Summary - IsO TS 22002Departed Moon100% (1)
- 463 - Lifecycle Analysis LCA of A White Cotton T Shirt and Investigation of Sustainability Hot Spots A Case StudyDocument13 pages463 - Lifecycle Analysis LCA of A White Cotton T Shirt and Investigation of Sustainability Hot Spots A Case StudyTatiana VargasNo ratings yet
- ) .Mechanical, Chemical, Biological - Moving Towards Closed-Loop Bio-Based - Recycling in A Circular Economy of Sustainable TextilesDocument13 pages) .Mechanical, Chemical, Biological - Moving Towards Closed-Loop Bio-Based - Recycling in A Circular Economy of Sustainable TextilesAydee ChoqueNo ratings yet
- RA 9003 Written ReportDocument11 pagesRA 9003 Written ReportAP GCNo ratings yet
- Green Textile Processing PDFDocument11 pagesGreen Textile Processing PDFGizele RaoNo ratings yet
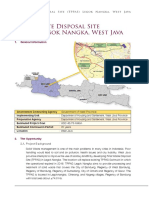
- Final Waste Disposal Site TPPAS Legok Nangka West JavaDocument3 pagesFinal Waste Disposal Site TPPAS Legok Nangka West JavaDavid SoehartonoNo ratings yet
- Textile Wastewater TreatmentDocument122 pagesTextile Wastewater TreatmentGuillermo Gaviria100% (2)
- Wastewater Treatment H T NDocument51 pagesWastewater Treatment H T Namir loloNo ratings yet
- Full ProjectDocument83 pagesFull Projectamir loloNo ratings yet
- An Eco-Friendly Alternate Method of Stone-Washing of Indigo-Dyed Denim Jeans-GarmentsDocument12 pagesAn Eco-Friendly Alternate Method of Stone-Washing of Indigo-Dyed Denim Jeans-GarmentsSamuel VanoostenNo ratings yet
- Reuse of Water in Cotton PretreatmentDocument43 pagesReuse of Water in Cotton PretreatmentMandal Souvik100% (1)
- Pretreatment AssignmentDocument12 pagesPretreatment AssignmentMuhammad HassanNo ratings yet
- Evs ProjectDocument62 pagesEvs Projectkichas364No ratings yet
- Review On Recent Technologies For Industrial Wastewater TreatmentDocument8 pagesReview On Recent Technologies For Industrial Wastewater TreatmentIJRASETPublicationsNo ratings yet
- Recent Developments in Processing of Textiles - Sayantika DebnathDocument2 pagesRecent Developments in Processing of Textiles - Sayantika DebnathRimsha EramNo ratings yet
- Bio PreparationDocument18 pagesBio PreparationJorge Salgado SalgadoNo ratings yet
- Batik PollutionDocument25 pagesBatik PollutionStefan MooiNo ratings yet
- Textile Processing Guide 3Document36 pagesTextile Processing Guide 3Yassin Alaoui BelhassanNo ratings yet
- MA1Document49 pagesMA1aregawi selemonNo ratings yet
- Recycling 07 00057Document15 pagesRecycling 07 000570266059No ratings yet
- Wet Processing Engineering - Wikipedia, The Free EncyclopediaDocument10 pagesWet Processing Engineering - Wikipedia, The Free EncyclopediaVikas KumarNo ratings yet
- Managing and Monitoring Effluent Treatment PlantsDocument36 pagesManaging and Monitoring Effluent Treatment PlantsNandhakumarNo ratings yet
- A Review of Textile Industry: Wet Processing, Environmental Impacts, and Effluent Treatment MethodsDocument11 pagesA Review of Textile Industry: Wet Processing, Environmental Impacts, and Effluent Treatment MethodsShantoNo ratings yet
- Journal Pone 0265912Document21 pagesJournal Pone 0265912saraheyyyNo ratings yet
- Utilization of Waste Wool Fibers For Fabrication oDocument15 pagesUtilization of Waste Wool Fibers For Fabrication oAbel TayeNo ratings yet
- Advancementsin Textile FinishingDocument10 pagesAdvancementsin Textile Finishingstephanie chiamacaNo ratings yet
- A Study On Decomposition of Nanoparticle FinishedDocument4 pagesA Study On Decomposition of Nanoparticle FinishedElesseaNo ratings yet
- JBES Vol7No1 p501 525Document26 pagesJBES Vol7No1 p501 525Kirti KachhapNo ratings yet
- A Critical Analysis of The Alternative TreatmentsDocument16 pagesA Critical Analysis of The Alternative TreatmentskionnysNo ratings yet
- An Empirical Analysis of Sustainable DenDocument15 pagesAn Empirical Analysis of Sustainable DenEhsaas RifatNo ratings yet
- 11.article FlowSegregationOptionsofETP withoutEndNoteDocument8 pages11.article FlowSegregationOptionsofETP withoutEndNoteEngineer WaleedNo ratings yet
- Trends in Bio-Processing of Textiles: A Review: Advanced Technologies 3 (2) (2014) 135-138Document4 pagesTrends in Bio-Processing of Textiles: A Review: Advanced Technologies 3 (2) (2014) 135-138AldinaNo ratings yet
- Textile Industry Effluent Treatment TechniquesDocument14 pagesTextile Industry Effluent Treatment TechniquesKashaf TehreemNo ratings yet
- Membrane Technology and Its Suitability For Treatment of Textile Waste Water in PakistanDocument10 pagesMembrane Technology and Its Suitability For Treatment of Textile Waste Water in PakistanManish PrajapatiNo ratings yet
- Comparative Life Cycle Assessment of Cotton and Other Natural Fibers For Textile ApplicationsDocument9 pagesComparative Life Cycle Assessment of Cotton and Other Natural Fibers For Textile ApplicationsMarc AbellaNo ratings yet
- Biotechnological Applications of Pectinases in Textile Processing and Bioscouring of Cotton Fibers PDFDocument9 pagesBiotechnological Applications of Pectinases in Textile Processing and Bioscouring of Cotton Fibers PDFAnonymous uUL0B5pncNo ratings yet
- Syabila Alia Binti Sairuzi - 2021840902 - Assignment 2 PDFDocument12 pagesSyabila Alia Binti Sairuzi - 2021840902 - Assignment 2 PDFSYABILA ALIA SAIRUZINo ratings yet
- Bioscouring and Bleaching Process of Cotton Fabrics An Opportunity of Saving Water and EnergyDocument8 pagesBioscouring and Bleaching Process of Cotton Fabrics An Opportunity of Saving Water and EnergyNagender SinghNo ratings yet
- Textile Processing GuideDocument37 pagesTextile Processing GuideAshutoshNo ratings yet
- Textile Industry ManagementDocument12 pagesTextile Industry ManagementNad SngNo ratings yet
- Comparative Analysis Between Conventional Pre-Treatment and Bio-PreparationDocument6 pagesComparative Analysis Between Conventional Pre-Treatment and Bio-Preparationsoyeb60No ratings yet
- Textile Organic DyesDocument33 pagesTextile Organic DyesBen barosNo ratings yet
- Cleaner (Sustainable) Production in Textile Wet Processing: January 2011Document27 pagesCleaner (Sustainable) Production in Textile Wet Processing: January 2011WAi HoNg Mun100% (1)
- Importance of Envirnment Science in TextileDocument4 pagesImportance of Envirnment Science in TextileWaqar Baloch100% (1)
- The University of Trinidad and Tobago: Master of Science inDocument99 pagesThe University of Trinidad and Tobago: Master of Science inAlvin FormalesNo ratings yet
- Antimicrobial Finishing of Textiles For Protective ClothingDocument3 pagesAntimicrobial Finishing of Textiles For Protective ClothingFatema QutbiNo ratings yet
- Waste Water Study For Industries (Focused On Textile)Document2 pagesWaste Water Study For Industries (Focused On Textile)Jyoti KushwahaNo ratings yet
- Regenerated Cellulose-Based Composite Strengthened With Post-Consumer Polyester GarmentsDocument9 pagesRegenerated Cellulose-Based Composite Strengthened With Post-Consumer Polyester GarmentsNaznin NimuNo ratings yet
- Waterless Washing Machines 2 - GlobalSpecDocument4 pagesWaterless Washing Machines 2 - GlobalSpecMahajan HimanshuNo ratings yet
- 10 5923 J Textile 20120105 02Document8 pages10 5923 J Textile 20120105 02Éder Cerqueira StefanonNo ratings yet
- Article On Water Rep Ellen CyDocument7 pagesArticle On Water Rep Ellen CyVenu KavetiNo ratings yet
- Textile Recycling - A ReviewDocument6 pagesTextile Recycling - A Reviewkartik.patil151106No ratings yet
- Textile SludgeDocument11 pagesTextile Sludgejakir_envNo ratings yet
- Effectiveness of Wastewater Purification With Watermelon Seed ChaffDocument11 pagesEffectiveness of Wastewater Purification With Watermelon Seed ChaffM Abul Hassan AliNo ratings yet
- EPM Mod5@AzDOCUMENTS - inDocument14 pagesEPM Mod5@AzDOCUMENTS - inRaunitNo ratings yet
- AssignDocument10 pagesAssignAsjad UllahNo ratings yet
- Investigation On Ef Uent Characteristics of Organic Cotton Fabric Dyeing With Eco-Friendly Remazol Reactive DyesDocument8 pagesInvestigation On Ef Uent Characteristics of Organic Cotton Fabric Dyeing With Eco-Friendly Remazol Reactive DyesVishnu PriyaNo ratings yet
- Assignment ON: Eco-Textiles Chemical Processing of Textile MaterialsDocument10 pagesAssignment ON: Eco-Textiles Chemical Processing of Textile Materialsila03No ratings yet
- Influence of Enzyme and Silicone Wash On The Physico-Mechanical Properties of Non-Denim Twill GarmentsDocument3 pagesInfluence of Enzyme and Silicone Wash On The Physico-Mechanical Properties of Non-Denim Twill GarmentsElias KhalilNo ratings yet
- Some Recent Advances in Drying Technologies To Produce Particulate SolidsDocument15 pagesSome Recent Advances in Drying Technologies To Produce Particulate Solidsambrosio85No ratings yet
- Some Recent Advances in Drying Technologies To Produce Particulate SolidsDocument15 pagesSome Recent Advances in Drying Technologies To Produce Particulate Solidsconker4No ratings yet
- PDF Converter 202310314414Document2 pagesPDF Converter 202310314414amir loloNo ratings yet
- Full ProjectDocument83 pagesFull Projectamir loloNo ratings yet
- Preview 2Document11 pagesPreview 2amir loloNo ratings yet
- Furnace Heater DesignDocument8 pagesFurnace Heater Designamir loloNo ratings yet
- Untitled DesignDocument1 pageUntitled Designamir loloNo ratings yet
- Treatment PlantDocument7 pagesTreatment Plantamir loloNo ratings yet
- 10.1515 - TJB 2018 0033Document12 pages10.1515 - TJB 2018 0033amir loloNo ratings yet
- Journal of Environmental Chemical Engineering: SciencedirectDocument10 pagesJournal of Environmental Chemical Engineering: Sciencedirectamir loloNo ratings yet
- MS Excel in The Manual Analysis of A 2k Factorial Design of Experiments Montgomery 8th Ed Solution To 6.7Document4 pagesMS Excel in The Manual Analysis of A 2k Factorial Design of Experiments Montgomery 8th Ed Solution To 6.7amir loloNo ratings yet
- Cotton EquipmentDocument9 pagesCotton Equipmentamir loloNo ratings yet
- كل انواع الفلاش سبريتر الطورين والثلاث اطوار مهمDocument42 pagesكل انواع الفلاش سبريتر الطورين والثلاث اطوار مهمamir loloNo ratings yet
- ANOVADocument4 pagesANOVAamir loloNo ratings yet
- حلول الشيت الاول - انتقال الحرارة PDFDocument5 pagesحلول الشيت الاول - انتقال الحرارة PDFamir loloNo ratings yet
- Introduction To Polyethylene PEDocument13 pagesIntroduction To Polyethylene PEamir loloNo ratings yet
- Oil and Gas Refinery Engineering: Student NameDocument4 pagesOil and Gas Refinery Engineering: Student Nameamir loloNo ratings yet
- Declaration of Competing InterestDocument1 pageDeclaration of Competing Interestamir loloNo ratings yet
- Electrosorption of Hexavalent Chromium Ions by Mno /carbon Fiber Composite Electrode: Analysis and Optimization of The Process by Box-Behnken DesignDocument13 pagesElectrosorption of Hexavalent Chromium Ions by Mno /carbon Fiber Composite Electrode: Analysis and Optimization of The Process by Box-Behnken Designamir loloNo ratings yet
- ObjectivesDocument48 pagesObjectivesamir loloNo ratings yet
- Adsorption of Basic Dyes Onto Low-Cost Adsorbents: Analysis of The Equilibrium StateDocument18 pagesAdsorption of Basic Dyes Onto Low-Cost Adsorbents: Analysis of The Equilibrium Stateamir loloNo ratings yet
- Molecular Simulations of Metal-Organic Frameworks: Jeffery A. Greathouse 9 August 2011Document11 pagesMolecular Simulations of Metal-Organic Frameworks: Jeffery A. Greathouse 9 August 2011amir loloNo ratings yet
- Chapter 11 - Discussion 4 and Chapter 16 PDFDocument15 pagesChapter 11 - Discussion 4 and Chapter 16 PDFamir loloNo ratings yet
- Chapter 12Document14 pagesChapter 12amir loloNo ratings yet
- Chapter 11 - Discussion 3Document5 pagesChapter 11 - Discussion 3amir loloNo ratings yet
- Document 10Document4 pagesDocument 10amir loloNo ratings yet
- ModellingؤDocument12 pagesModellingؤamir loloNo ratings yet
- Directly and Indirectly Determinable Rate Constants in Michaelian Enzyme-Catalyzed ReactionsDocument25 pagesDirectly and Indirectly Determinable Rate Constants in Michaelian Enzyme-Catalyzed Reactionsamir loloNo ratings yet
- Natural GasDocument8 pagesNatural Gasamir loloNo ratings yet
- Overview of The Mining IndustryDocument5 pagesOverview of The Mining IndustrynimishaNo ratings yet
- 05 Waste Segregation ListDocument2 pages05 Waste Segregation ListJohn Mike DolotNo ratings yet
- Medical Care OnboardDocument23 pagesMedical Care OnboardUtkarsh GahtoriNo ratings yet
- Srs On Smart Recycle Bin SystemDocument20 pagesSrs On Smart Recycle Bin SystemAyush KumarNo ratings yet
- GoaDocument12 pagesGoahcyrus007No ratings yet
- Minimum Plumbing Facilities: 2016 Plumbing Review 001-A Reference: Table 4-1 49 - 51Document15 pagesMinimum Plumbing Facilities: 2016 Plumbing Review 001-A Reference: Table 4-1 49 - 51jurhym doteNo ratings yet
- Lakshmi Narain College of Technology: Rural Outreach BT-108 Assignment On Swachh Bharat Abhiyan Session-2020-2021Document4 pagesLakshmi Narain College of Technology: Rural Outreach BT-108 Assignment On Swachh Bharat Abhiyan Session-2020-2021OMSAINATH MPONLINENo ratings yet
- Annual Accomplishment ReportDocument8 pagesAnnual Accomplishment ReportMYRA ASEGURADONo ratings yet
- M.tech Ise (2021-23) - List of Topics For PresentationDocument2 pagesM.tech Ise (2021-23) - List of Topics For PresentationAmarnath Reddy RagipindiNo ratings yet
- Apexior 3 Hoja SeguridadDocument11 pagesApexior 3 Hoja SeguridadArturo SalinasNo ratings yet
- UAE Federal Law No. 24 of 1999, Protection and Development of EnvironmentDocument37 pagesUAE Federal Law No. 24 of 1999, Protection and Development of EnvironmentkatageriguruNo ratings yet
- 3rd Quarter SmeaDocument80 pages3rd Quarter SmeaTeody Villegas LimotNo ratings yet
- MO 13 191 16 Environment CodeDocument62 pagesMO 13 191 16 Environment CodeEjay SalengaNo ratings yet
- Manual Herley Benton G212 VintageDocument1 pageManual Herley Benton G212 Vintageaquilero5943No ratings yet
- CH 1 SWMDocument12 pagesCH 1 SWMParth PatelNo ratings yet
- User Guide Manual: Code: ADQ501-10aDocument22 pagesUser Guide Manual: Code: ADQ501-10aMilina VeseliNo ratings yet
- Essays: 1.4. "The Way You Treat Yourself Sets The Standards For Other."Document10 pagesEssays: 1.4. "The Way You Treat Yourself Sets The Standards For Other."Alina Cebotari - Nastas100% (1)
- Eco Friendly Values in Energy Value ChainDocument1 pageEco Friendly Values in Energy Value ChainContact InfoNo ratings yet
- Cement Manufacturing Technology: Cemnet Training - Course Tcm01 Module 6 - Session 1Document13 pagesCement Manufacturing Technology: Cemnet Training - Course Tcm01 Module 6 - Session 1PiNGPooNGNo ratings yet
- MSDS - Mobil Delvac MX 15W-40Document10 pagesMSDS - Mobil Delvac MX 15W-40Tùng AnhNo ratings yet
- CITY ORDINANCE NO. 010-2008 Solid Waste Mngt.Document24 pagesCITY ORDINANCE NO. 010-2008 Solid Waste Mngt.Rhea BelgaNo ratings yet
- Use of Waste Polyethylene in Flexible Pavement - PPT ThesisDocument32 pagesUse of Waste Polyethylene in Flexible Pavement - PPT ThesisUday ThanganNo ratings yet