
You might also like
- 22r-01 Direct Labor Productivity MeasurementDocument19 pages22r-01 Direct Labor Productivity Measurementmax73100% (5)
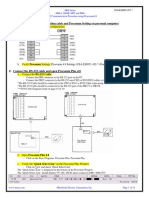
- M60 RS 232 Procedure PDFDocument10 pagesM60 RS 232 Procedure PDFTony ChangNo ratings yet
- Medium Voltage SwitchgearDocument76 pagesMedium Voltage SwitchgearRK K100% (1)
- Perbaikan Proses Perakitan Case Assembly Front With Water Pump and Oil Pump Pada Perusahaan Automotive Di KarawangDocument7 pagesPerbaikan Proses Perakitan Case Assembly Front With Water Pump and Oil Pump Pada Perusahaan Automotive Di KarawangKey ArdianNo ratings yet
- Modifying Production Line For Productivity Improvement: A Case Study of Vision Lens FactoryDocument13 pagesModifying Production Line For Productivity Improvement: A Case Study of Vision Lens FactoryTuanAnh VuNo ratings yet
- Articulo 1 Area 1Document12 pagesArticulo 1 Area 1Karen Martínez RodríguezNo ratings yet
- Contoh JurnalDocument9 pagesContoh JurnalAdli Fadli KurniaNo ratings yet
- e-SCM Based On Material Inventory Management Uses The MaterialRequirements Planning MethodDocument9 pagese-SCM Based On Material Inventory Management Uses The MaterialRequirements Planning MethodMuhaimin HasanudinNo ratings yet
- Synchronous Manufacturing-A Radical Analysis Tool For An Industrial EngineerDocument6 pagesSynchronous Manufacturing-A Radical Analysis Tool For An Industrial EngineerABDUL SHAFI MNo ratings yet
- Concept of Industrial Engineering (IE)Document27 pagesConcept of Industrial Engineering (IE)subbirNo ratings yet
- Wa0086.Document13 pagesWa0086.Lucas Contreras RadaNo ratings yet
- Production Smoothness Improvement Through Arena Application in Thefood Manufacturing IndustryDocument11 pagesProduction Smoothness Improvement Through Arena Application in Thefood Manufacturing Industryg defNo ratings yet
- 60-75 Bellinda Ayustina, Arief Nurdini, Ardhy LazuardyDocument16 pages60-75 Bellinda Ayustina, Arief Nurdini, Ardhy LazuardyTari EbeginaNo ratings yet
- Productivity Improvement in Assembly Line by Reduction Cycle Time Using Time Study at Automotive ManufacturerDocument8 pagesProductivity Improvement in Assembly Line by Reduction Cycle Time Using Time Study at Automotive Manufacturerbatlord9No ratings yet
- Android Application For Analysis of Productivity of Precision Machine ShopDocument7 pagesAndroid Application For Analysis of Productivity of Precision Machine ShopIJRASETPublicationsNo ratings yet
- Analisis Faktor-Faktor Yang Mempengaruhi Efisiensi Biaya Implementasi Aggregate Planning Pada Pt. Eka Silver and Gold Jewellery SurabayaDocument22 pagesAnalisis Faktor-Faktor Yang Mempengaruhi Efisiensi Biaya Implementasi Aggregate Planning Pada Pt. Eka Silver and Gold Jewellery SurabayaVikyNo ratings yet
- Lean Six SigmaDocument9 pagesLean Six SigmaSudah LupaNo ratings yet
- Artículo 20Document8 pagesArtículo 20Dalila EsikaNo ratings yet
- Artículos Científicos Celdas de Manufactura y Balance de Línea - Grupo 2Document8 pagesArtículos Científicos Celdas de Manufactura y Balance de Línea - Grupo 2Marcos Alonso Castillo QuispeNo ratings yet
- Group Assigement - POMDocument29 pagesGroup Assigement - POMaarti sonkambleNo ratings yet
- Paperpublished18 EnesisalawuandothersDocument9 pagesPaperpublished18 EnesisalawuandothersPeter Tendai MakaraNo ratings yet
- Garments ManufacturingDocument8 pagesGarments ManufacturingZeo LycanNo ratings yet
- Jurnal Ta YogiDocument16 pagesJurnal Ta YogiDhudut Sangpemburu IwakNo ratings yet
- Production Planning: Presented by Shipra ShuklaDocument15 pagesProduction Planning: Presented by Shipra ShuklaYadav Manish KumarNo ratings yet
- Perencanaan Tenaga Kerja Di PT Glory Packindo: Christine Susanti Dicky Handes Efanny Andre M. R. WajongDocument11 pagesPerencanaan Tenaga Kerja Di PT Glory Packindo: Christine Susanti Dicky Handes Efanny Andre M. R. WajongJoko IsnantoNo ratings yet
- Case Study: Tanmay D Kulkarni (BE MECH B 68)Document5 pagesCase Study: Tanmay D Kulkarni (BE MECH B 68)SHUBHAM RAMNARAYAN AGRAHARINo ratings yet
- International Journal Resume: Dosen Pembimbing: Dr. Rita Ambarwati SDocument11 pagesInternational Journal Resume: Dosen Pembimbing: Dr. Rita Ambarwati SimaNo ratings yet
- 3 PBDocument12 pages3 PBmamantubles233No ratings yet
- Analisa Sistem Perancangan Kerja Untuk Meningkatkan Produktivitas Di Pt. Banshu Plant IiiDocument7 pagesAnalisa Sistem Perancangan Kerja Untuk Meningkatkan Produktivitas Di Pt. Banshu Plant IiicreatNo ratings yet
- Quantifying Bene® Ts of Conversion To Lean Manufacturing With Discrete Event Simulation: A Case StudyDocument17 pagesQuantifying Bene® Ts of Conversion To Lean Manufacturing With Discrete Event Simulation: A Case Studyabomanar1004863No ratings yet
- Implementation of A Standard Work Routine Using Lean Manufacturing Tools: A Case StudyDocument15 pagesImplementation of A Standard Work Routine Using Lean Manufacturing Tools: A Case StudyDebashishDolonNo ratings yet
- Production Planning and ControlDocument31 pagesProduction Planning and ControlPradeep Kumar Mehta100% (2)
- Implementation of Lean Manufacturing ToolsDocument19 pagesImplementation of Lean Manufacturing ToolsAnushka KhandelwalNo ratings yet
- Just in Time - ProductionDocument5 pagesJust in Time - ProductionMayerly Figueroa GarciaNo ratings yet
- Production Planning and Control (PPC)Document31 pagesProduction Planning and Control (PPC)feroz shaikNo ratings yet
- JIT Manufacturing and Lean ProductionDocument7 pagesJIT Manufacturing and Lean ProductionAhon BatangueñoNo ratings yet
- 299-File Utama Naskah-575-1-10-20180917Document25 pages299-File Utama Naskah-575-1-10-20180917angga biafriNo ratings yet
- Production Planning and ControlDocument34 pagesProduction Planning and ControlAkanksha RanjanNo ratings yet
- Jurnal Teknologi Industri Pertanian: Volume 14 Nomor 1 Maret 2020 ISSN: 1907 - 8056 e-ISSN: 2527-5410Document17 pagesJurnal Teknologi Industri Pertanian: Volume 14 Nomor 1 Maret 2020 ISSN: 1907 - 8056 e-ISSN: 2527-5410Xtech PediaNo ratings yet
- FitriantiDocument8 pagesFitriantiAlvido SatriaNo ratings yet
- Production Planning ControlDocument26 pagesProduction Planning ControlAmogh KulkarniNo ratings yet
- 4556 8751 1 PBDocument10 pages4556 8751 1 PBMuhammad KhadavyNo ratings yet
- Applsci 13 10937 v3Document21 pagesApplsci 13 10937 v3Real DevilNo ratings yet
- 1360-Article Text-6099-1-10-20230221Document6 pages1360-Article Text-6099-1-10-20230221Asrama L Ponpes NgalahNo ratings yet
- Implementation of Just in Time Production Through Kanban SystemDocument11 pagesImplementation of Just in Time Production Through Kanban SystemAlexander DeckerNo ratings yet
- Implementation of Just in Time Production Through KanbanDocument11 pagesImplementation of Just in Time Production Through KanbanCindy PutriNo ratings yet
- Research Paper On JitDocument4 pagesResearch Paper On Jitafmcuvkjz100% (1)
- 1174 2356 1 PB PDFDocument9 pages1174 2356 1 PB PDFSupriyatnoNo ratings yet
- Material Requirement PlanningDocument5 pagesMaterial Requirement PlanningJommel GonzalesNo ratings yet
- Srilekha G.Industrial Engineer-1Document4 pagesSrilekha G.Industrial Engineer-1prabu cNo ratings yet
- Om0017 Solved AssignmentDocument13 pagesOm0017 Solved AssignmentAnant KumarNo ratings yet
- Measuring The Supply Chain Performance Through KPIDocument1 pageMeasuring The Supply Chain Performance Through KPIAhmed ArabyNo ratings yet
- Assignment Report On Regression Analysis-1Document25 pagesAssignment Report On Regression Analysis-1Lakshmananan NagarajanNo ratings yet
- 2272 4550 1 SM PDFDocument11 pages2272 4550 1 SM PDFIrawan Viruz PerusakNo ratings yet
- Improving Sewing Section Efficiency ThroDocument11 pagesImproving Sewing Section Efficiency ThroCBBCV68No ratings yet
- Synopsis of ProjectDocument6 pagesSynopsis of Projecthirak_buronNo ratings yet
- Processes 08 01545 v2Document14 pagesProcesses 08 01545 v2julienfolquetNo ratings yet
- Apparel Production Planning & ControlDocument94 pagesApparel Production Planning & ControlANEESHA PANDANo ratings yet
- Quality Control Pada PT Sat Nusapersada TBKDocument10 pagesQuality Control Pada PT Sat Nusapersada TBKRizqi Fajar TriajiNo ratings yet
- Practical Guide To Production Planning & Control [Revised Edition]From EverandPractical Guide To Production Planning & Control [Revised Edition]Rating: 1 out of 5 stars1/5 (1)
- How to Create Continuous Production Flow?: Toyota Production System ConceptsFrom EverandHow to Create Continuous Production Flow?: Toyota Production System ConceptsRating: 5 out of 5 stars5/5 (1)
- Computer Modeling for Injection Molding: Simulation, Optimization, and ControlFrom EverandComputer Modeling for Injection Molding: Simulation, Optimization, and ControlHuamin ZhouNo ratings yet
- Keys Eset 2019Document5 pagesKeys Eset 2019JOSENo ratings yet
- Technical Reference - Lightning Protection To Nfpa and Ul StandardsDocument1 pageTechnical Reference - Lightning Protection To Nfpa and Ul StandardsMarcons Jon Maturan CasabaNo ratings yet
- 19 - Bearings (Section-2000)Document40 pages19 - Bearings (Section-2000)Ankit MaindoliaNo ratings yet
- Housing and Land Use Regulatory Board: Hlurb Board Resolution No. Series of 2018Document2 pagesHousing and Land Use Regulatory Board: Hlurb Board Resolution No. Series of 2018Neil CelesteNo ratings yet
- ASM Chart: Multiplier Control COE608: Computer Organization and ArchitectureDocument50 pagesASM Chart: Multiplier Control COE608: Computer Organization and ArchitectureAbdulssalam Mohammed Hussein Khako StudentNo ratings yet
- BSNL Final ReportDocument57 pagesBSNL Final ReportMonish RmNo ratings yet
- Tribal Annual ManualDocument208 pagesTribal Annual ManualSimbakutty VenkataramananNo ratings yet
- Drupal Manual - Regional ClientDocument14 pagesDrupal Manual - Regional ClientTamar NaskidashviliNo ratings yet
- Hashing PPTDocument39 pagesHashing PPTharshvardhanshinde.2504No ratings yet
- Some Remarks On Laesio EnormisDocument19 pagesSome Remarks On Laesio Enormispolis12345No ratings yet
- LG Sonic Industrial Line Wet Brochure (English)Document9 pagesLG Sonic Industrial Line Wet Brochure (English)King ParamaNo ratings yet
- Chapter 4 Job AnalysisDocument4 pagesChapter 4 Job AnalysisAbdullahAlNomanNo ratings yet
- Federal Democratic Republic of Ethiopia Ministry of AgricultureDocument266 pagesFederal Democratic Republic of Ethiopia Ministry of AgricultureAlemayehu Kebede90% (31)
- Teccrs 3006Document252 pagesTeccrs 3006masterlinh2008No ratings yet
- CHG0071604Document18 pagesCHG0071604Luis Carlos CelyNo ratings yet
- Tourist ChecklistDocument1 pageTourist Checklistsanamariha01No ratings yet
- NPC vs. Pinatubo CommercialDocument5 pagesNPC vs. Pinatubo Commercialsaitama genosNo ratings yet
- Lab321 Theme 1Document9 pagesLab321 Theme 1Browse AnyNo ratings yet
- Lagcao VS Judge LabraDocument4 pagesLagcao VS Judge LabraLeonardo Jr LawasNo ratings yet
- 9802/5830 E3-14-2 Coupling, RotaryDocument3 pages9802/5830 E3-14-2 Coupling, RotaryPROSUCCA S.A.SNo ratings yet
- Ce6301 Engineering GeologyDocument6 pagesCe6301 Engineering GeologyAbhinandan MazumderNo ratings yet
- A11 - A12 - A13 - 0370 - ECE2002 - Digital - Logic - DesignDr. Anirban BhowmickDocument2 pagesA11 - A12 - A13 - 0370 - ECE2002 - Digital - Logic - DesignDr. Anirban BhowmickITASHA MODI 20BAI10382No ratings yet
- Discuss The Output Waves of The Voltages (SERIES) Series Voltage Schematic GraphDocument2 pagesDiscuss The Output Waves of The Voltages (SERIES) Series Voltage Schematic GraphCyberR.DomingoNo ratings yet
- Honda City 2023 PHDocument9 pagesHonda City 2023 PHbhimohit41No ratings yet
- HIRADocument7 pagesHIRAmadhur chavanNo ratings yet
- 5834 - GETCO - 17 - 02 - 24 - 2.tender 66KV LILO TO GADHKA T 134Document61 pages5834 - GETCO - 17 - 02 - 24 - 2.tender 66KV LILO TO GADHKA T 134Md RahmanNo ratings yet
- Cloud Based On Accounting Information SystemDocument15 pagesCloud Based On Accounting Information SystemAhmad IdhamNo ratings yet
- FP For OOPDocument43 pagesFP For OOPMohammed IrfanNo ratings yet

























































![Practical Guide To Production Planning & Control [Revised Edition]](https://imgv2-2-f.scribdassets.com/img/word_document/235162742/149x198/2a816df8c8/1709920378?v=1)





























