You might also like
- Sae Ams 2759-11-2014Document5 pagesSae Ams 2759-11-2014reynaldoUH100% (2)
- Artists EaselDocument13 pagesArtists Easelkhunchaiyai100% (3)
- Wire JewelryDocument13 pagesWire JewelryAlexa Miha90% (10)
- Tungsten Carbide PDFDocument16 pagesTungsten Carbide PDFMasood AlamNo ratings yet
- How To Select Carbon Brushes For Motors and GeneratorsDocument16 pagesHow To Select Carbon Brushes For Motors and GeneratorsKalidass BackNo ratings yet
- Rock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesFrom EverandRock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesNo ratings yet
- Chapter 13 - Applications and Processing of CeramicsDocument26 pagesChapter 13 - Applications and Processing of CeramicsAngelino PimentelNo ratings yet
- Casting Cost EstimatingDocument27 pagesCasting Cost Estimatingsandeep5No ratings yet
- Rock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesFrom EverandRock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesNo ratings yet
- WPS and PQRDocument4 pagesWPS and PQRdandiar1No ratings yet
- Design Autodesk Inventor PDFDocument56 pagesDesign Autodesk Inventor PDFthikieuquyen voNo ratings yet
- Astm F568MDocument8 pagesAstm F568MKAROL100% (1)
- Bolt Marking & Identification - Metric & UNC/UNF: BM BMDocument14 pagesBolt Marking & Identification - Metric & UNC/UNF: BM BMNorco TilesNo ratings yet
- Vol2 Issue3 BuehlerDocument5 pagesVol2 Issue3 BuehlerAnushree DuttaNo ratings yet
- A Study On The Grindability of Ceramics by Wet LappingDocument5 pagesA Study On The Grindability of Ceramics by Wet LappingPraval GoelNo ratings yet
- Chapter-1: 1.1 GENERAL:-Concrete Is One of The Foremost Versatile Building Materials. It Will Be Cast ToDocument51 pagesChapter-1: 1.1 GENERAL:-Concrete Is One of The Foremost Versatile Building Materials. It Will Be Cast ToNAVEEN ROYNo ratings yet
- Application of Improved Quality Abrasion Resistant Materials in Hammer Head and Screens For Coal and Coke Preparation Units of Integrated Steel PlantDocument6 pagesApplication of Improved Quality Abrasion Resistant Materials in Hammer Head and Screens For Coal and Coke Preparation Units of Integrated Steel PlantNandisetaNo ratings yet
- An Experimental Investigation On Steel Fiber Reinforced Concrete With Quarry Dust As A Partial Replacement of Fine AggregateDocument5 pagesAn Experimental Investigation On Steel Fiber Reinforced Concrete With Quarry Dust As A Partial Replacement of Fine AggregateIJRASETPublicationsNo ratings yet
- Grinding and Polishing GuideDocument23 pagesGrinding and Polishing GuideICL EngineeringNo ratings yet
- Jjmie 109 16 01Document8 pagesJjmie 109 16 01Sameh MamdouhNo ratings yet
- Necp-How To Select Brushes For Motors and Generators2 PDFDocument16 pagesNecp-How To Select Brushes For Motors and Generators2 PDFJason CarrNo ratings yet
- Characterization of Pure Aluminum and Zinc Sprayed Coatings Produced by Flame SprayingDocument7 pagesCharacterization of Pure Aluminum and Zinc Sprayed Coatings Produced by Flame SprayingJaspritNo ratings yet
- 2009 Sugihara - Development of A Cutting Tool With A Nanomicro-Textured Surface - Improvement of Anti-Adhesive Effect by Considering The Texture Patterns PDFDocument5 pages2009 Sugihara - Development of A Cutting Tool With A Nanomicro-Textured Surface - Improvement of Anti-Adhesive Effect by Considering The Texture Patterns PDFprasannaNo ratings yet
- An Experimental Investigation of Steel CDocument4 pagesAn Experimental Investigation of Steel CnomadiczapatoNo ratings yet
- Optimization of Machining Parameters in Milling Operation of Hybrid Metal Matrix Composites (Al7075/Sic+B C)Document17 pagesOptimization of Machining Parameters in Milling Operation of Hybrid Metal Matrix Composites (Al7075/Sic+B C)Kirubhakaran KathiresanNo ratings yet
- Creusabro 101 PDFDocument43 pagesCreusabro 101 PDFRavjManjunathNo ratings yet
- Effect of Bottom Ash As Replacement of Fine Aggregates in ConcreteDocument7 pagesEffect of Bottom Ash As Replacement of Fine Aggregates in ConcreteShubham PatelNo ratings yet
- 1 s2.0 S1526612518307345 MainDocument10 pages1 s2.0 S1526612518307345 MainGautam KumarNo ratings yet
- Strength of Concrete Structure Partial Replacement of Sand by Copper SlagDocument6 pagesStrength of Concrete Structure Partial Replacement of Sand by Copper SlagEditor IJTSRDNo ratings yet
- Effects of Ultrasonic Burnishing On The Surface Quality ofDocument6 pagesEffects of Ultrasonic Burnishing On The Surface Quality ofChoy Hau YanNo ratings yet
- Performance of Different Abrasive Materials During Abrasive Water Jet Machining of GlassDocument4 pagesPerformance of Different Abrasive Materials During Abrasive Water Jet Machining of GlasssenthilNo ratings yet
- Ijresm V5 I5 34Document3 pagesIjresm V5 I5 34Angelo AmarNo ratings yet
- 422 Paper Om AWJM From AIMTDRDocument5 pages422 Paper Om AWJM From AIMTDRRAJARAM KUMAR GUPTANo ratings yet
- Replacement of Fine Aggregate by Mixture of Ceramic and Surkhi Powder in Concrete IJERTV6IS040780Document9 pagesReplacement of Fine Aggregate by Mixture of Ceramic and Surkhi Powder in Concrete IJERTV6IS040780Abdullah Al-MamunNo ratings yet
- Metallic Sample Preparation For EBSD by Mechanical Method and Argon Ion Beam MillingDocument5 pagesMetallic Sample Preparation For EBSD by Mechanical Method and Argon Ion Beam MillingGee AbrahamNo ratings yet
- CERAMICSDocument27 pagesCERAMICSErika RamosNo ratings yet
- Ceramic and GlassDocument27 pagesCeramic and Glasskautsar muafaNo ratings yet
- Concrete BlanketDocument19 pagesConcrete BlanketIan lawrenz LeeNo ratings yet
- Materials 15 02249Document17 pagesMaterials 15 02249Nut AssanaiNo ratings yet
- An Experimental Investigation Into Roughness Transfer in Skin-Pass Rolling of Steel StripsDocument11 pagesAn Experimental Investigation Into Roughness Transfer in Skin-Pass Rolling of Steel Stripsweberab1No ratings yet
- Application of Fly Ash To Concrete Paving Block: Karasawa, A., Suda, S., Naito, H. and Fujiwara, HDocument9 pagesApplication of Fly Ash To Concrete Paving Block: Karasawa, A., Suda, S., Naito, H. and Fujiwara, HDarshan mNo ratings yet
- Composites: Intro To Engineering ChemistryDocument46 pagesComposites: Intro To Engineering Chemistrysiyal343No ratings yet
- Retrofitting of Concrete Specimens and Reinforced Concrete Piles Using Basalt FibresDocument5 pagesRetrofitting of Concrete Specimens and Reinforced Concrete Piles Using Basalt FibrespraveenNo ratings yet
- Seismic Behavior Characteristic of High Damping Rubber Bearing Through Shaking Table TestDocument11 pagesSeismic Behavior Characteristic of High Damping Rubber Bearing Through Shaking Table TestAndy GarciaNo ratings yet
- Ijetae 0817 23Document4 pagesIjetae 0817 23ragini singhNo ratings yet
- Modelling and Simulation of Grinding ProcessesDocument12 pagesModelling and Simulation of Grinding ProcessesjangdiniNo ratings yet
- Experimental Study On Self Compacting Concrete SSC Using Ggbs and Fly Ash 1 11Document11 pagesExperimental Study On Self Compacting Concrete SSC Using Ggbs and Fly Ash 1 11Shilpa ShiNo ratings yet
- nói về đánh bóng về độ nhám bề mặt của Nhựa tổng hợp, Vita Enamic, Lava Ultimate RestorativeDocument13 pagesnói về đánh bóng về độ nhám bề mặt của Nhựa tổng hợp, Vita Enamic, Lava Ultimate RestorativeNguyễn Đức TuấnNo ratings yet
- Introduction and Perspectives: Why Carburize Case-Harden?Document10 pagesIntroduction and Perspectives: Why Carburize Case-Harden?Denis Yasmin AlineNo ratings yet
- High-Performance Cutting and Grinding Technology For CFRP (Carbon Fiber Reinforced Plastic)Document7 pagesHigh-Performance Cutting and Grinding Technology For CFRP (Carbon Fiber Reinforced Plastic)Dongxi LvNo ratings yet
- Ajm PDFDocument14 pagesAjm PDFvs.krishnakanthNo ratings yet
- Characterizing Damage On Si Wafer Surfaces Cut by Slurry and Diamond Wire SawingDocument7 pagesCharacterizing Damage On Si Wafer Surfaces Cut by Slurry and Diamond Wire SawingRupert GriffithsNo ratings yet
- 2010 Enomoto - Improving Anti-Adhesive Properties of Cutting Tool Surfaces by Nano-Micro-TexturesDocument4 pages2010 Enomoto - Improving Anti-Adhesive Properties of Cutting Tool Surfaces by Nano-Micro-TexturesprasannaNo ratings yet
- Reporters: Sabang, Mary Wrestly M. Miro, Michelle TDocument21 pagesReporters: Sabang, Mary Wrestly M. Miro, Michelle TJose Lapera Jr.No ratings yet
- Investigation On Sustainable Concrete Using M-Sand and Rice Husk AshDocument4 pagesInvestigation On Sustainable Concrete Using M-Sand and Rice Husk AshjyothiNo ratings yet
- Evaluation of Primary Slurry Used in Ceramic Shell Investment Casting ProcessDocument5 pagesEvaluation of Primary Slurry Used in Ceramic Shell Investment Casting ProcessAjeeth KumarNo ratings yet
- Ijce Icrtcetm P163Document5 pagesIjce Icrtcetm P163Hammad SalahuddinNo ratings yet
- LOW CARBON STEEL SHOT Vs HIGH CARBON STEEL SHOTDocument13 pagesLOW CARBON STEEL SHOT Vs HIGH CARBON STEEL SHOTPreeti Sharma EEELNo ratings yet
- Effect of Mineral Admixtures On The Properties of Sintered Fly Ash Aggregate ConcreteDocument6 pagesEffect of Mineral Admixtures On The Properties of Sintered Fly Ash Aggregate ConcreteAnonymous kw8Yrp0R5rNo ratings yet
- Numerical Analysis of Composite LayeredDocument10 pagesNumerical Analysis of Composite LayeredDaniel Mary's MosisaNo ratings yet
- Design and Fabrications of Abrasive Jet Machine: Presented byDocument31 pagesDesign and Fabrications of Abrasive Jet Machine: Presented byAnuj TripathiNo ratings yet
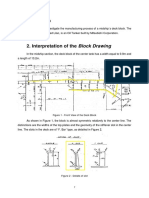
- Figure 1 - Front View of The Deck BlockDocument17 pagesFigure 1 - Front View of The Deck BlockAna Paula BittencourtNo ratings yet
- Performance of Copper Slag On Strength Properties As Partial Replace of Fine Aggregate in Concrete Mix DesignDocument4 pagesPerformance of Copper Slag On Strength Properties As Partial Replace of Fine Aggregate in Concrete Mix DesignShreedhar KulalNo ratings yet
- Strengthening of RCC Beams With FRPDocument6 pagesStrengthening of RCC Beams With FRPGRD JournalsNo ratings yet
- Bond Strength of Luting Cements To Zirconium Oxide CeramicsDocument6 pagesBond Strength of Luting Cements To Zirconium Oxide CeramicsGoutham SunilNo ratings yet
- Presented By:: Introduction To Accumulative Roll Bonding Process (Arb)Document106 pagesPresented By:: Introduction To Accumulative Roll Bonding Process (Arb)amelNo ratings yet
- JETIR1903G72Document4 pagesJETIR1903G72Vikas SharmaNo ratings yet
- Welcome To The Presentation: Presented by MD Nasir Uddin Reg: 1101060006D & Amzad Hussain Reg: 1101060023DDocument13 pagesWelcome To The Presentation: Presented by MD Nasir Uddin Reg: 1101060006D & Amzad Hussain Reg: 1101060023DAhmed TashvikNo ratings yet
- Principles of WeldingDocument19 pagesPrinciples of WeldingAekJayNo ratings yet
- Helwan University Faculty of Engineering Machine Tool Design Mechanical Eng. Department 3 Year Production Division Sheet No. 1Document5 pagesHelwan University Faculty of Engineering Machine Tool Design Mechanical Eng. Department 3 Year Production Division Sheet No. 1Aladdin AdelNo ratings yet
- NortonCatalog DiamondToolsDocument24 pagesNortonCatalog DiamondToolsnestorNo ratings yet
- Serving The Aerospace Manufacturing & Aviation Maintenance Industries Worldwide Since 1951Document244 pagesServing The Aerospace Manufacturing & Aviation Maintenance Industries Worldwide Since 1951Armando Mota Machado GonçalvesNo ratings yet
- JIG & FixtureDocument2 pagesJIG & Fixturesandeep100% (1)
- 2010 JBFC CatalogDocument75 pages2010 JBFC Catalogyogi7605100% (1)
- Is 2232 - Castle NutDocument18 pagesIs 2232 - Castle NutRajasekaran MuruganNo ratings yet
- How To Make A Gun Barrel: Spare & Tuning Parts For IPSCDocument1 pageHow To Make A Gun Barrel: Spare & Tuning Parts For IPSCbuidoi sonrauNo ratings yet
- Unit Ii Forging2Document15 pagesUnit Ii Forging2Srinivas GowdaNo ratings yet
- B978 075064284 2 - 50008 9Document5 pagesB978 075064284 2 - 50008 9Tarun ChakrabortyNo ratings yet
- Yard Cat130 WebDocument180 pagesYard Cat130 WebFabricio MatiasNo ratings yet
- Lista de AccesoriosDocument8 pagesLista de AccesoriosRONALDNo ratings yet
- 04 Working UnitDocument40 pages04 Working UnitKevinCollenNo ratings yet
- Shaper MachineDocument12 pagesShaper MachineMuhammad Fahad Khan 51-FET/BSCMET/F19No ratings yet
- Lathe Machine AssignmentDocument23 pagesLathe Machine AssignmentChristopher Rohrer100% (1)
- SANTOSDocument8 pagesSANTOSKiem SantosNo ratings yet
- Katalog TEKIRO ToolsDocument131 pagesKatalog TEKIRO ToolslukasNo ratings yet
- Lab Report 5 Final PDFDocument9 pagesLab Report 5 Final PDFMuhammad Danyal ShahidNo ratings yet
- Heritage Grease FittingsDocument20 pagesHeritage Grease FittingsG.L. HuyettNo ratings yet
- Catalogo Trens (Tos) TornosDocument4 pagesCatalogo Trens (Tos) Tornosrodrigo_aguilar_4100% (1)
- C3 Parts Diagram and List 2013Document4 pagesC3 Parts Diagram and List 2013TyrannyBRNo ratings yet
- X Ce Series Catalog PagesDocument15 pagesX Ce Series Catalog PagessourcNo ratings yet