You might also like
- My Research ProposalDocument7 pagesMy Research Proposalwilfred chipangura100% (1)
- MSCCH 507Document349 pagesMSCCH 507Ankit Singh100% (1)
- Kenaf FibreDocument10 pagesKenaf FibreIfkar AzmiNo ratings yet
- Reinforced PolymerDocument5 pagesReinforced PolymerIsakNo ratings yet
- POGIL Molecular GeometryDocument3 pagesPOGIL Molecular Geometryliza120750% (2)
- 1 s2.0 S1359836819310017 MainDocument29 pages1 s2.0 S1359836819310017 MainJoão Paulo PaschoalNo ratings yet
- CHAPTER-20 Heat Treatment...Document11 pagesCHAPTER-20 Heat Treatment...shahid khanNo ratings yet
- BS Iso 4990Document23 pagesBS Iso 4990Thomas ValoNo ratings yet
- Process For The Production of Phenol and Acetone From CumeneDocument17 pagesProcess For The Production of Phenol and Acetone From CumeneFabi OneNo ratings yet
- De AssignmentDocument9 pagesDe AssignmentManish MohapatraNo ratings yet
- Polymers 13 00134Document25 pagesPolymers 13 00134Md Khalid Hakim DolonNo ratings yet
- Fig 1: Fiber Reinforced Polymer CompositesDocument23 pagesFig 1: Fiber Reinforced Polymer CompositesanonymousNo ratings yet
- Jurnal Komposit PDFDocument10 pagesJurnal Komposit PDFheruNo ratings yet
- Review of Natural Fiber CompositesDocument10 pagesReview of Natural Fiber CompositesArvind RNo ratings yet
- Composites Part A: SciencedirectDocument9 pagesComposites Part A: SciencedirectEkansh ChoudharyNo ratings yet
- Comparative Analysis of Natural Fibre Reinforced CDocument17 pagesComparative Analysis of Natural Fibre Reinforced CDaffa Farhan AhmadNo ratings yet
- A Review Natural Fiber Composites Selection in View of Mechanical, Light Weight, and Economic PropertiesDocument15 pagesA Review Natural Fiber Composites Selection in View of Mechanical, Light Weight, and Economic Propertiesalfred chettiarNo ratings yet
- Tanin in Silica Emulsion PolymersDocument12 pagesTanin in Silica Emulsion PolymersDani M RamdhaniNo ratings yet
- KompositDocument44 pagesKompositakmalfirdaus330No ratings yet
- Potential of Natural Fibre Composites For Transport Industry: A ReviewDocument10 pagesPotential of Natural Fibre Composites For Transport Industry: A Reviewcattykaif1No ratings yet
- Development of Flax-Carbon Fibre Hybrid Composites For Enhanced PropertiesDocument31 pagesDevelopment of Flax-Carbon Fibre Hybrid Composites For Enhanced PropertiesThameem GaniNo ratings yet
- Natural Fibers As Viable Sources For The Development of Structural, Semi-Structural, and Technological Materials - A ReviewDocument14 pagesNatural Fibers As Viable Sources For The Development of Structural, Semi-Structural, and Technological Materials - A ReviewDiptoNo ratings yet
- Characterization of Hybrid Composite Made of False Banana Fiber and Sisal FiberDocument7 pagesCharacterization of Hybrid Composite Made of False Banana Fiber and Sisal FiberberhaneNo ratings yet
- Article 10Document8 pagesArticle 10karim zitouniNo ratings yet
- Composite Materials Manufacturing Using Textile Inserts With Natural Origins FibresDocument8 pagesComposite Materials Manufacturing Using Textile Inserts With Natural Origins FibresSadikur RahmanNo ratings yet
- Outstanding Impact Resistance of Post-Consumer HDPDocument11 pagesOutstanding Impact Resistance of Post-Consumer HDPmt9886No ratings yet
- Composite VerastileDocument17 pagesComposite VerastiledsathiyaNo ratings yet
- Fibers PDFDocument8 pagesFibers PDFClydeG.SepadaNo ratings yet
- Sisal 1Document10 pagesSisal 1gizaw chekoleNo ratings yet
- MachenicalDocument45 pagesMachenicalNaveesh GuptaNo ratings yet
- Alkali Treatment of Fan Palm Natural Fibers For Use in Fiber Reinforced ConcreteDocument10 pagesAlkali Treatment of Fan Palm Natural Fibers For Use in Fiber Reinforced ConcretenoelNo ratings yet
- Ojapps - 2020122216323733Document10 pagesOjapps - 2020122216323733brahiman TRAORENo ratings yet
- T - 13324075373 FainleibDocument20 pagesT - 13324075373 FainleibAshok KumarNo ratings yet
- Macro Materials Eng - 2013 - Faruk - Progress Report On Natural Fiber Reinforced CompositesDocument18 pagesMacro Materials Eng - 2013 - Faruk - Progress Report On Natural Fiber Reinforced Compositesjomingues98No ratings yet
- Review 1Document14 pagesReview 1karthikkolli420No ratings yet
- Polymers 13 03241 v2Document24 pagesPolymers 13 03241 v2lumweichenNo ratings yet
- A Review On Natural Fiber Reinforced Polymer CompositesDocument36 pagesA Review On Natural Fiber Reinforced Polymer CompositesHasan MazharulNo ratings yet
- Jurnal Artikel Kelompok 1 - s40712-021-00139-1Document21 pagesJurnal Artikel Kelompok 1 - s40712-021-00139-1taobekoNo ratings yet
- Use of Oak Fiber As A Substitute For Plastic ProductsDocument30 pagesUse of Oak Fiber As A Substitute For Plastic ProductsArmando Balan ArceoNo ratings yet
- Important Considerations in ManufacturinDocument18 pagesImportant Considerations in ManufacturinAbdul ArifNo ratings yet
- Systematic Literature Review On Thermal and Acoustic Chara 2023 Materials ToDocument8 pagesSystematic Literature Review On Thermal and Acoustic Chara 2023 Materials Todeepali boradeNo ratings yet
- Study of Wood-Plastic Composites With Reused High Density Polyethylene and Wood SawdustDocument9 pagesStudy of Wood-Plastic Composites With Reused High Density Polyethylene and Wood SawdustElizabeth ZamoraNo ratings yet
- Hybrid CompositeDocument15 pagesHybrid CompositeAlpaslan AtalayNo ratings yet
- Khalasa Date Palm Leaf Fiber As A Potential ReinfoDocument25 pagesKhalasa Date Palm Leaf Fiber As A Potential ReinfoAbuzyad MudthirNo ratings yet
- N07-Natural Fiber Composites With Plant Oil-Based ResinDocument11 pagesN07-Natural Fiber Composites With Plant Oil-Based ResinPhương NguyễnNo ratings yet
- Chand Gude 2021Document26 pagesChand Gude 2021Aruya VasyaNo ratings yet
- Application of Coconut and Palm Oils in Cement-Based MaterialDocument37 pagesApplication of Coconut and Palm Oils in Cement-Based MaterialShimbarlu AtwiksonNo ratings yet
- Alkali Treatment of Fan Palm Natural Fibers For Use in Fiber Reinforced ConcreteDocument11 pagesAlkali Treatment of Fan Palm Natural Fibers For Use in Fiber Reinforced ConcreteGladys Eras ValladolidNo ratings yet
- Recycling of Textile Wastes Into Textile CompositeDocument8 pagesRecycling of Textile Wastes Into Textile Compositeİrem Nur YükselNo ratings yet
- Mechanical Characterization of BananaSisal Fibre RDocument13 pagesMechanical Characterization of BananaSisal Fibre Rmuthamil05No ratings yet
- CHM 315 Note.Document7 pagesCHM 315 Note.Abdulqudus AbdulsalamNo ratings yet
- Green Biocomposites For Structural ApplicationsDocument27 pagesGreen Biocomposites For Structural ApplicationsLamia Nour Ben abdelrahmenNo ratings yet
- Study of The Reuse Potential of The Sisal Fibers Powder As A Particulate Material in Polymer CompositesDocument7 pagesStudy of The Reuse Potential of The Sisal Fibers Powder As A Particulate Material in Polymer CompositesThiago SantosNo ratings yet
- Progress Report On Natural Fiber Reinforced Composites: ReviewDocument18 pagesProgress Report On Natural Fiber Reinforced Composites: ReviewparkourNo ratings yet
- Green Synthesis of Stretchable Ethyl Cellulose Film Plasticized With Transertified Sunflower OilDocument12 pagesGreen Synthesis of Stretchable Ethyl Cellulose Film Plasticized With Transertified Sunflower Oililan chertokNo ratings yet
- BioRes 09-3-5688 Review Namvar Potl Use Plant Fibers Composites Biomed Appl 5309Document19 pagesBioRes 09-3-5688 Review Namvar Potl Use Plant Fibers Composites Biomed Appl 5309M HNo ratings yet
- Materials Today: ProceedingsDocument5 pagesMaterials Today: ProceedingsraulNo ratings yet
- A Review On Mechanical Property of Sisal Glass Fiber - 2017 - Materials TodayDocument11 pagesA Review On Mechanical Property of Sisal Glass Fiber - 2017 - Materials TodayClaudia UngureanuNo ratings yet
- Article EffectOfGrainSizeOnTheStructurDocument9 pagesArticle EffectOfGrainSizeOnTheStructurSayan RakshitNo ratings yet
- Bamboo and Plastic Polymers-14-01387Document21 pagesBamboo and Plastic Polymers-14-01387jongalantini22No ratings yet
- Numerical Modeling Based On Finite Element Analysis of 3D-Printed Wood-Polylactic Acid Composites: A Comparison With Experimental DataDocument18 pagesNumerical Modeling Based On Finite Element Analysis of 3D-Printed Wood-Polylactic Acid Composites: A Comparison With Experimental DataSeçkin KoçNo ratings yet
- 3103 ArticleText 15620 2 10 20190820Document7 pages3103 ArticleText 15620 2 10 20190820Eloisa Mae FundarNo ratings yet
- Biocomposites: Fabrication, Properties, and Applications - A ReviewDocument12 pagesBiocomposites: Fabrication, Properties, and Applications - A ReviewNeymarNo ratings yet
- Evaluation and Optimization of Lannea Acida Tree-Bark Particulate/Fibre Reinforced Epoxy CompositesDocument9 pagesEvaluation and Optimization of Lannea Acida Tree-Bark Particulate/Fibre Reinforced Epoxy CompositesInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Effect of Metallic Reinforcement On The Mechanical Behaviour of A Hybrid Polymer Composite - A ReviewDocument8 pagesEffect of Metallic Reinforcement On The Mechanical Behaviour of A Hybrid Polymer Composite - A Reviewomkar BembalgeNo ratings yet
- We Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsDocument23 pagesWe Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For Scientistsomkar BembalgeNo ratings yet
- Abdelrahim Et Al 2014 Effect of Multiple Warm Rolling On Microstructure and Mechanical Properties of 304 StainlessDocument7 pagesAbdelrahim Et Al 2014 Effect of Multiple Warm Rolling On Microstructure and Mechanical Properties of 304 Stainlessomkar BembalgeNo ratings yet
- 2011 Enhancingcorrosionresistof 304 WeldswithemiDocument5 pages2011 Enhancingcorrosionresistof 304 Weldswithemiomkar BembalgeNo ratings yet
- Nama Proyek Nama Material Jumlah RABDocument54 pagesNama Proyek Nama Material Jumlah RABDistria Putri WulandariNo ratings yet
- Metallic Bonding Exam Style QuestionDocument3 pagesMetallic Bonding Exam Style QuestionCheezy NachosNo ratings yet
- Determination of Chloride Ions in A Given Water SampleDocument5 pagesDetermination of Chloride Ions in A Given Water SampleMg H100% (2)
- Rearrangement of Carbocations: Major MinorDocument20 pagesRearrangement of Carbocations: Major Minortarun kumarNo ratings yet
- Cellulose-Based Materials in Wastewater TreatmentDocument13 pagesCellulose-Based Materials in Wastewater TreatmentNixson Manosalva ElguetaNo ratings yet
- PVC Pigment Dispersion ChipDocument4 pagesPVC Pigment Dispersion ChipASHESH SHAHNo ratings yet
- Technical Information Chemical Compatibility: Inspired by ChallengeDocument16 pagesTechnical Information Chemical Compatibility: Inspired by Challengeyrdna nawaiteosNo ratings yet
- Product Data: Redux 322Document4 pagesProduct Data: Redux 322aemis2010No ratings yet
- Skoog Solucionario Capitulo 9Document28 pagesSkoog Solucionario Capitulo 9Juan David López QuinteroNo ratings yet
- Atomic Structure: N.C. Aparajitha 1020719BD015 Department of Physical ScienceDocument47 pagesAtomic Structure: N.C. Aparajitha 1020719BD015 Department of Physical Sciencelab chemistNo ratings yet
- FMVSS 302 June 1999Document5 pagesFMVSS 302 June 1999TEJAS GADKARINo ratings yet
- Catalogue Web 151217 enDocument34 pagesCatalogue Web 151217 enJoel ValdesNo ratings yet
- Eapcet Pyqs - Haloalkanes and HaloarenesDocument19 pagesEapcet Pyqs - Haloalkanes and HaloarenesshivaysinghrajputofficialNo ratings yet
- 118 01881 01 Carbowax Sentry Peg Formulation Guide For CosmeticsDocument4 pages118 01881 01 Carbowax Sentry Peg Formulation Guide For CosmeticsAdriana MariescuNo ratings yet
- Chemical Resistance Selection Chart For Protective GlovesDocument2 pagesChemical Resistance Selection Chart For Protective GlovesSaad QaiserNo ratings yet
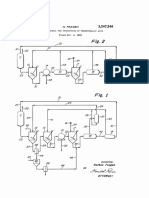
- April 19, 1966 N. Fragen 3,247,246: Filed Nov. 6, 196lDocument6 pagesApril 19, 1966 N. Fragen 3,247,246: Filed Nov. 6, 196lHerbertKohNo ratings yet
- Patent Office: Umrso STATESDocument2 pagesPatent Office: Umrso STATESMartin AvagyanNo ratings yet
- JEE Main 2023 April Session 2 Shift-1 (DT 08-04-2023) Detailed AnalysisDocument13 pagesJEE Main 2023 April Session 2 Shift-1 (DT 08-04-2023) Detailed AnalysisResonance EduventuresNo ratings yet
- Molbio HandoutDocument29 pagesMolbio HandoutHazel FlorentinoNo ratings yet
- The Influence of Chloride Contents in Sands On Reinforcement CorrosionDocument8 pagesThe Influence of Chloride Contents in Sands On Reinforcement CorrosionPrashant DevdaNo ratings yet
- Aloe Vera Leaf Extract As Natural Plant Growth Regulator ReferenceDocument5 pagesAloe Vera Leaf Extract As Natural Plant Growth Regulator ReferenceBianelyn Lomocso100% (1)
- Design of Vertical KO Pot-V2Document45 pagesDesign of Vertical KO Pot-V2myself_riteshNo ratings yet
- QDs Student Procedures 1-2Document9 pagesQDs Student Procedures 1-2Azhar SindhiNo ratings yet
- Determination of Enalapril Maleate From Tablets Using A New HPLC MethodDocument6 pagesDetermination of Enalapril Maleate From Tablets Using A New HPLC MethodAlinaDianaNo ratings yet
- Exercises KineticsDocument7 pagesExercises KineticsFahad AlasmiNo ratings yet