You might also like
- Supersonic AerodynamicsDocument54 pagesSupersonic AerodynamicsLuis Daniel Guzman GuillenNo ratings yet
- ND BRG GuideDocument32 pagesND BRG Guidemohammed barghothiNo ratings yet
- Data Sheet: LPG Filling Pump P-001/002/003/004/005/006Document5 pagesData Sheet: LPG Filling Pump P-001/002/003/004/005/006Denstar Ricardo Silalahi100% (1)
- 7) Progress PaymentDocument5 pages7) Progress Paymentkerwin jayNo ratings yet
- MS301L11 Navigational Methods and Route Planning LADocument3 pagesMS301L11 Navigational Methods and Route Planning LASam HollidayNo ratings yet
- Singly Reinforced Beam: Design For ShearDocument16 pagesSingly Reinforced Beam: Design For ShearArbaz AhmedNo ratings yet
- Investigation On Mechanical Properties of Wire Arc Additive Manufacturing (Waam) of 316L Stainless Steel Using Fem Simulation and ExperimentDocument10 pagesInvestigation On Mechanical Properties of Wire Arc Additive Manufacturing (Waam) of 316L Stainless Steel Using Fem Simulation and ExperimentMohd AymanNo ratings yet
- GeomembranesinDams (INACOLD)Document38 pagesGeomembranesinDams (INACOLD)Robbi Shobri Rakhman100% (1)
- Machine Tools Cutting FluidsDocument133 pagesMachine Tools Cutting FluidsDamodara MadhukarNo ratings yet
- Design and Analysis of Tall and Complex Structures - Feng FUDocument320 pagesDesign and Analysis of Tall and Complex Structures - Feng FUjoe zephNo ratings yet
- LIFIDocument7 pagesLIFIRajeshNo ratings yet
- Hanyoung Limit SwitchDocument3 pagesHanyoung Limit Switchfrans yama putraNo ratings yet
- Technical Data: 02014W104KATDocument9 pagesTechnical Data: 02014W104KATndfgdfs oishdfNo ratings yet
- 80 8284 01 Dowsil 7092 High Green Strength Adhesive SealantDocument4 pages80 8284 01 Dowsil 7092 High Green Strength Adhesive SealantIchaNo ratings yet
- Large Aluminum Electrolytic Capacitors: Snap-In Terminal Type, SeriesDocument3 pagesLarge Aluminum Electrolytic Capacitors: Snap-In Terminal Type, SeriesMohamed HassanNo ratings yet
- Rivulis F6400 English Metric 20191223 WebDocument6 pagesRivulis F6400 English Metric 20191223 WebMehdi BassouNo ratings yet
- Design of RCC Deck Slab:: 1. Material DetailsDocument5 pagesDesign of RCC Deck Slab:: 1. Material DetailsAnonymous wosn1lyNo ratings yet
- APM Catalogo - ASDA-A2 - 13793531 - 13794392Document72 pagesAPM Catalogo - ASDA-A2 - 13793531 - 13794392Mac AlonsoNo ratings yet
- Reference Calculations ResultsDocument2 pagesReference Calculations ResultsKasun ShideshNo ratings yet
- VTEKE Catalog 2020 V.3 PDFDocument58 pagesVTEKE Catalog 2020 V.3 PDFpaco elibrando rojas narvaezNo ratings yet
- Polim-H02sdDocument4 pagesPolim-H02sdkatak.chanNo ratings yet
- Portable X-Ray Flaw DetectorDocument16 pagesPortable X-Ray Flaw Detectorhunggul amelNo ratings yet
- E0055 T35C002 DatasheetDocument1 pageE0055 T35C002 DatasheetJairPedroniNo ratings yet
- CT 200 DatasheetDocument2 pagesCT 200 Datasheetjeffv65No ratings yet
- Tel DS Tebm65c20 8Document3 pagesTel DS Tebm65c20 8Goh Chin YuanNo ratings yet
- C16N001/F E0051-04/06Document1 pageC16N001/F E0051-04/06Tiến Nam LêNo ratings yet
- Ficha Tecnica Sv200neoDocument1 pageFicha Tecnica Sv200neoMauricio Ramirez PerezNo ratings yet
- The Effect of Delay Time On Fragmentation Distribution Through Small and Medium Scale Testing and AnalysisDocument25 pagesThe Effect of Delay Time On Fragmentation Distribution Through Small and Medium Scale Testing and AnalysisW N Nan FajarNo ratings yet
- V90D6412Document1 pageV90D6412ardalanxoshnawNo ratings yet
- Aceros Al SilicioDocument17 pagesAceros Al SilicioEnergia_XNo ratings yet
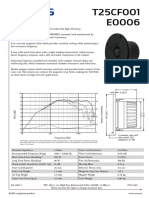
- Seas Excel E0006 t25cf001-2Document1 pageSeas Excel E0006 t25cf001-2Laura CampbellNo ratings yet
- Fan Installed Before Lined DuctDocument1 pageFan Installed Before Lined DuctĐặng Xuân ViệtNo ratings yet
- Data Sheet: Applications Designation Chemical CompositionDocument2 pagesData Sheet: Applications Designation Chemical CompositionManankNo ratings yet
- Progress Report 2Document2 pagesProgress Report 2Sajjad AhmadNo ratings yet
- Advanced Motion Controls FC1010Document7 pagesAdvanced Motion Controls FC1010Servo2GoNo ratings yet
- Disc Spring: Number of Springs in The SpringDocument1 pageDisc Spring: Number of Springs in The Springlasf 2No ratings yet
- Seas Prestige H1333!08!06 T18RE - XFCTV2 DatasheetDocument1 pageSeas Prestige H1333!08!06 T18RE - XFCTV2 DatasheetMaximusNo ratings yet
- PHLAudio - Bass 20cm-8inchDocument1 pagePHLAudio - Bass 20cm-8inchRoberto richardsenNo ratings yet
- Cable Slickline UHT CarbonDocument1 pageCable Slickline UHT CarbonRafael EspinosaNo ratings yet
- Asda-A2 C en 20180302Document72 pagesAsda-A2 C en 20180302abbashooshyariNo ratings yet
- Cip0530-Lr 575534Document8 pagesCip0530-Lr 575534Oussama MessaoudiNo ratings yet
- Electrical System: Service Data AlternatorDocument22 pagesElectrical System: Service Data Alternatoreko sunaryoNo ratings yet
- Stainless Steel 1.4571Document4 pagesStainless Steel 1.4571ANKUSH PARMARNo ratings yet
- Beam Desain1Document2 pagesBeam Desain1Astri NgentNo ratings yet
- Static Cone Penetration Test No.: SCPT-1: Cone Tip Resistance and Friction Ratio vs. Depth (SCPT-1)Document1 pageStatic Cone Penetration Test No.: SCPT-1: Cone Tip Resistance and Friction Ratio vs. Depth (SCPT-1)swapneelkalraNo ratings yet
- H72304r EN 8254 NAH Pressure Transmitter-1Document13 pagesH72304r EN 8254 NAH Pressure Transmitter-1MARZENAN ENIGMA MOKHTARNo ratings yet
- Luminaire PropertyDocument7 pagesLuminaire PropertyLucas NunesNo ratings yet
- Nenutec Product Catalogue'23 NABM 10NmDocument4 pagesNenutec Product Catalogue'23 NABM 10Nmphuoc le vanNo ratings yet
- Cable Slickline Plain CarbonDocument1 pageCable Slickline Plain CarbonRafael EspinosaNo ratings yet
- All Figures For SlidesDocument7 pagesAll Figures For SlidesUdoy PaulNo ratings yet
- Qmot Qsh6018 ManualDocument14 pagesQmot Qsh6018 ManualleftoverchopsNo ratings yet
- Catalogo Servo Motor Delta ASD A2 ASDA A2Document72 pagesCatalogo Servo Motor Delta ASD A2 ASDA A2freud007No ratings yet
- Microcor Erosion ProbesDocument3 pagesMicrocor Erosion ProbesYordan PerdomoNo ratings yet
- Cable Slickline SUPA 40Document1 pageCable Slickline SUPA 40Rafael EspinosaNo ratings yet
- Acc Moe REPORT PDFDocument4 pagesAcc Moe REPORT PDFSabyasachi BangalNo ratings yet
- MOE Simplex - 24.06.2016 PDFDocument4 pagesMOE Simplex - 24.06.2016 PDFSabyasachi BangalNo ratings yet
- MOE Test Result of Acc ConcreteDocument4 pagesMOE Test Result of Acc ConcreteSabyasachi BangalNo ratings yet
- Maximo 2 Way SpecificationsDocument1 pageMaximo 2 Way SpecificationsDuch “Duch” Duch ŚwiętyNo ratings yet
- Britool TORQUE WRENCH PDFDocument2 pagesBritool TORQUE WRENCH PDFfarooq929No ratings yet
- LMR 200 DatasheetDocument4 pagesLMR 200 DatasheetAMNo ratings yet
- Electrical SystemDocument42 pagesElectrical SystemTaufik RahimNo ratings yet
- tsm-1 e 201612Document2 pagestsm-1 e 201612Bryan NadimpallyNo ratings yet
- Surface-Mount Fuses: 2410 Very Fast-Acting Chip FusesDocument4 pagesSurface-Mount Fuses: 2410 Very Fast-Acting Chip Fusesreza yousefiNo ratings yet
- Luminaire PropertyDocument7 pagesLuminaire PropertyLucas NunesNo ratings yet
- Tape Wound, Split Core and Ebony Current TransformersDocument24 pagesTape Wound, Split Core and Ebony Current TransformersEngineerOmarNo ratings yet
- MT Series: SpecificationsDocument2 pagesMT Series: SpecificationsEnrique Sanchez (KicKeWoW)No ratings yet
- The Design of Modern Microwave Oscillators for Wireless Applications: Theory and OptimizationFrom EverandThe Design of Modern Microwave Oscillators for Wireless Applications: Theory and OptimizationNo ratings yet
- Fast-Recovery Rectifier Diodes: Ru 4Y Ru 4Z RU4 Ru 4A Ru 4B Ru 4CDocument1 pageFast-Recovery Rectifier Diodes: Ru 4Y Ru 4Z RU4 Ru 4A Ru 4B Ru 4CY. Leonel MolinaNo ratings yet
- BVA Cylinder Accessories CatalogDocument1 pageBVA Cylinder Accessories CatalogTitanplyNo ratings yet
- Composite For Innovative Wind TurbineDocument25 pagesComposite For Innovative Wind TurbineSuraj MoodNo ratings yet
- TP5 W9 S9 R0Document2 pagesTP5 W9 S9 R0DickiEffendy0% (1)
- KomdisDocument4 pagesKomdisGading cacaNo ratings yet
- Aircraft Refuelling HoseDocument4 pagesAircraft Refuelling HoseBimo IndroNo ratings yet
- LBS SchneiderDocument20 pagesLBS SchneiderTien Dang ThanhNo ratings yet
- Buckling Considerations in Pile Design: October 2005Document9 pagesBuckling Considerations in Pile Design: October 2005shashank sharmaNo ratings yet
- RADAR An In-Building RF-Based User Location and Tracking SystemDocument16 pagesRADAR An In-Building RF-Based User Location and Tracking Systemahmaddeny6No ratings yet
- Titus Slot DiffuserDocument4 pagesTitus Slot Diffuservico1982No ratings yet
- Understanding The Harmony Information in The Preset DisplayDocument2 pagesUnderstanding The Harmony Information in The Preset DisplaymileroNo ratings yet
- 117position Monitor PDFDocument2 pages117position Monitor PDFJacob KalloorNo ratings yet
- C510WNDocument2 pagesC510WNEdgarDavidDiazCamposNo ratings yet
- Gl300a 20180718Document2 pagesGl300a 20180718Essam AhmedNo ratings yet
- Adamatic Model ADR 2c 2 Poket Divider RounderDocument43 pagesAdamatic Model ADR 2c 2 Poket Divider RounderRogelio Otelio100% (1)
- The Cunard Building, LiverpoolDocument2 pagesThe Cunard Building, LiverpoolIbrahim FawwazNo ratings yet
- Jetking Rajajinagar MinDocument7 pagesJetking Rajajinagar MinNeha ShekarNo ratings yet
- Testing Method For SuspensionDocument131 pagesTesting Method For SuspensionAliNo ratings yet
- Building Completion Certificate: Certificate Number Plot Number Initial Issue DateDocument2 pagesBuilding Completion Certificate: Certificate Number Plot Number Initial Issue DateAbrar AbbasiNo ratings yet
- GE Compatibility ListDocument3 pagesGE Compatibility ListshounakroyNo ratings yet
- Parts Catalog: This Catalog Gives The Numbers and Names of Parts On This MachineDocument39 pagesParts Catalog: This Catalog Gives The Numbers and Names of Parts On This MachinePericoNo ratings yet
- Security Door InstallationDocument15 pagesSecurity Door InstallationHugo TrindadeNo ratings yet