You might also like
- Lkeku Lajpuk Blikr GSRW Iquoszyyu Osq Fy, Dkczu Yok¡ Blikr Baxv) Fcysv) Cywe, Oa Lysc Fof'Kf"VDocument9 pagesLkeku Lajpuk Blikr GSRW Iquoszyyu Osq Fy, Dkczu Yok¡ Blikr Baxv) Fcysv) Cywe, Oa Lysc Fof'Kf"VDimple nirmalkarNo ratings yet
- Vrir Y?Kqñr Dkczu Blikr DH PKNJ, Oa Iùkh: HKKJRH EkudDocument14 pagesVrir Y?Kqñr Dkczu Blikr DH PKNJ, Oa Iùkh: HKKJRH Ekudsunil kumar sharmaNo ratings yet
- Crzuksa Osq Fy, Lvsuysl Blikr Píjsa VKSJ Ifùk K¡ Fof'Kf"V: HKKJRH EkudDocument8 pagesCrzuksa Osq Fy, Lvsuysl Blikr Píjsa VKSJ Ifùk K¡ Fof'Kf"V: HKKJRH EkudPABITRA SARKARNo ratings yet
- Vrir Y?Kqñr Dkczu Blikr DH PKNJ, Oa Iùkh: HKKJRH EkudDocument14 pagesVrir Y?Kqñr Dkczu Blikr DH PKNJ, Oa Iùkh: HKKJRH EkudSandesh JidewarNo ratings yet
- 1-277 Fixed.Document10 pages1-277 Fixed.Duong Phuong DuyNo ratings yet
- 2831 PDFDocument9 pages2831 PDFAlpha Test HouseNo ratings yet
- Is 12791 1989 - High Carbon-Chromium Bearing SteelDocument10 pagesIs 12791 1989 - High Carbon-Chromium Bearing SteelVismay kumar. NNo ratings yet
- Vrir Y?Kqñr Dkczu Blikr DH PKNJ, Oa Iùkh: HKKJRH EkudDocument17 pagesVrir Y?Kqñr Dkczu Blikr DH PKNJ, Oa Iùkh: HKKJRH Ekudsunil kumar sharmaNo ratings yet
- IS 2062 Hot Rolled Steel Specs.Document13 pagesIS 2062 Hot Rolled Steel Specs.Yasir Abbas100% (1)
- Is 5522Document8 pagesIs 5522shamrajjNo ratings yet
- Is 16651-2017Document18 pagesIs 16651-2017Assistant Coordinator Business DevelopmentNo ratings yet
- Is 1079 - 2009Document10 pagesIs 1079 - 2009Shradha SinghaniaNo ratings yet
- Steel wire rod for bridge cable wire 桥梁缆索钢丝用盘条: (English Translation)Document9 pagesSteel wire rod for bridge cable wire 桥梁缆索钢丝用盘条: (English Translation)Mada TetoNo ratings yet
- IS 9417 - 2018 Welding of High Strength Steel Bars For Reinforced Concrete Construction - Recommendations (Second Revision)Document17 pagesIS 9417 - 2018 Welding of High Strength Steel Bars For Reinforced Concrete Construction - Recommendations (Second Revision)bala subramanyam100% (2)
- (Reaffirmed 2018) : QPR 9u TFK#JT Stainless Steel Wire - Specification (First Revision)Document9 pages(Reaffirmed 2018) : QPR 9u TFK#JT Stainless Steel Wire - Specification (First Revision)shamrajjNo ratings yet
- Carbon Steel Billets, Blooms, Slabs and Bars For Forgings - Specification (Fifth Revision)Document12 pagesCarbon Steel Billets, Blooms, Slabs and Bars For Forgings - Specification (Fifth Revision)SreenathaNo ratings yet
- Is 1079 98Document12 pagesIs 1079 98Rakesh SrivastavaNo ratings yet
- 513 1 2016 AMD1 Reff2021Document17 pages513 1 2016 AMD1 Reff2021Dilshad AliNo ratings yet
- Is 2896-1979Document12 pagesIs 2896-1979Sumit ShyamalNo ratings yet
- Is 1977Document11 pagesIs 1977rahulmechdceNo ratings yet
- WWW$W Qfi MGR : (168.3 1?! 2540 MM N I HIRE! 5%) - MDocument23 pagesWWW$W Qfi MGR : (168.3 1?! 2540 MM N I HIRE! 5%) - MocsspectroNo ratings yet
- 7Ltwmkm - M: !V7T&TmDocument13 pages7Ltwmkm - M: !V7T&TmAshutosh RawatNo ratings yet
- WWFMM-M: @imfrhDocument9 pagesWWFMM-M: @imfrhShreenivas ThakurNo ratings yet
- Is - 1865 - 1991Document13 pagesIs - 1865 - 1991sangitaghaisas50% (2)
- Stainless Steel Welded Pipes and Tubes For General Services - SpecificationDocument26 pagesStainless Steel Welded Pipes and Tubes For General Services - Specificationocsspectro100% (1)
- (Reaffirmed 2015) : Indian StandardDocument6 pages(Reaffirmed 2015) : Indian StandardshamrajjNo ratings yet
- Use of Welding in Bridges and Structures Subject To Dynamic Loading - Code of Practice (Document18 pagesUse of Welding in Bridges and Structures Subject To Dynamic Loading - Code of Practice (KrunalNo ratings yet
- 1079 2017 Reff2022Document10 pages1079 2017 Reff2022anishkumar.vNo ratings yet
- Iron Castings With Spheroidal or Nodular Graphite-SpecificationDocument13 pagesIron Castings With Spheroidal or Nodular Graphite-SpecificationAbinashBeheraNo ratings yet
- Is 7904 1995Document10 pagesIs 7904 1995PoshanSen0% (1)
- 4454 1 PDFDocument12 pages4454 1 PDFJessica Harrington0% (1)
- Carbon Steel Cast Billet Ingots, Billets, Blooms and Slabs For Re-Rolling Purposes - SpecificationDocument7 pagesCarbon Steel Cast Billet Ingots, Billets, Blooms and Slabs For Re-Rolling Purposes - SpecificationSUMANTA adhikariNo ratings yet
- 10-15961 2012 AMD2 Reff2022 Fixed.Document11 pages10-15961 2012 AMD2 Reff2022 Fixed.Duong Phuong DuyNo ratings yet
- Stainless Steel Seamless Pipes and Tubes For General Services - SpecificationDocument26 pagesStainless Steel Seamless Pipes and Tubes For General Services - Specificationocsspectro100% (1)
- Is 3885 Part-1Document8 pagesIs 3885 Part-1rohan sharma50% (2)
- Is1079 2017Document10 pagesIs1079 2017qualityNo ratings yet
- Use of Welding in Bridges and Structures Subject To Dynamic Loading - Code of Practice (Document18 pagesUse of Welding in Bridges and Structures Subject To Dynamic Loading - Code of Practice (mithileshNo ratings yet
- Low Tensile Structural Steels - Specification (Third Revision)Document11 pagesLow Tensile Structural Steels - Specification (Third Revision)AbinashBeheraNo ratings yet
- 513-Part 1-2016Document17 pages513-Part 1-2016Shaheen MaveNo ratings yet
- Is 14268 - 2022-1Document16 pagesIs 14268 - 2022-1Ramudu Kodur100% (18)
- Lvsuysl Blikr DH Iysv) Píjsa RFKK Ifùk K¡ Fof'Kf"V: HKKJRH EkudDocument17 pagesLvsuysl Blikr DH Iysv) Píjsa RFKK Ifùk K¡ Fof'Kf"V: HKKJRH EkudAnshu Tech100% (4)
- Is 1865Document13 pagesIs 1865RAKESH SRIVASTAVANo ratings yet
- Aluminium Alloy Redraw Rods For Electrical Purposes - SpecificationDocument11 pagesAluminium Alloy Redraw Rods For Electrical Purposes - SpecificationAshish bhattNo ratings yet
- Is 1030 1998 PDFDocument8 pagesIs 1030 1998 PDFRitesh AnandNo ratings yet
- Stainless Steel Seamless Pipes and Tubes For General Services - SpecificationDocument26 pagesStainless Steel Seamless Pipes and Tubes For General Services - SpecificationDevesh Kumar PandeyNo ratings yet
- 3975 PDFDocument8 pages3975 PDFManas Kumar SethNo ratings yet
- Is 7718Document16 pagesIs 7718Amitpal SINGHNo ratings yet
- Is - 9595Document55 pagesIs - 9595sanjeet_sengar100% (3)
- ASTM A 706 Standard Specification For Low-Alloy Steel Deformed and Plain Bars For Concrete ReinforcementDocument5 pagesASTM A 706 Standard Specification For Low-Alloy Steel Deformed and Plain Bars For Concrete ReinforcementRyan LasacaNo ratings yet
- How To Read STD IS 2062 (2011)Document17 pagesHow To Read STD IS 2062 (2011)AkshayNo ratings yet
- Iron Castings With Spheroidal or Nodular Graphite - Specification (Document13 pagesIron Castings With Spheroidal or Nodular Graphite - Specification (Lipika GayenNo ratings yet
- 17 - Is-10748-2004-Ssppl-1Document9 pages17 - Is-10748-2004-Ssppl-1gopuvinu4uNo ratings yet
- 2062Document17 pages2062hswed91100% (1)
- Is 2830 1992Document9 pagesIs 2830 1992Sunny SaparNo ratings yet
- Indian Standard for Spheroidal Graphite Iron CastingsDocument1 pageIndian Standard for Spheroidal Graphite Iron CastingsSvapnesh ParikhNo ratings yet
- Pipeline and Energy Plant Piping: Design and TechnologyFrom EverandPipeline and Energy Plant Piping: Design and TechnologyRating: 5 out of 5 stars5/5 (2)
- Brittle Fracture in Steel StructuresFrom EverandBrittle Fracture in Steel StructuresG.M. BoydNo ratings yet
- 075P80-321 TubacexDocument1 page075P80-321 Tubacexsakshi patilNo ratings yet
- Catalogue Flexible Hose SUSDocument1 pageCatalogue Flexible Hose SUSDikaAnindyajatiNo ratings yet
- Blanking and PiercingDocument5 pagesBlanking and Piercingm9966822No ratings yet
- Kemix Carbon Regen Kiln Brochure 2017 Rev1Document14 pagesKemix Carbon Regen Kiln Brochure 2017 Rev1MusaabNo ratings yet
- Poster - Welding Positions - en PDFDocument1 pagePoster - Welding Positions - en PDFmjaric8150% (2)
- 14 MachineryDocument52 pages14 MachineryEddie UnivoNo ratings yet
- Sikaflex®-400 Fire: Product Data SheetDocument4 pagesSikaflex®-400 Fire: Product Data SheetLA BoiserNo ratings yet
- Aar603 StructureDocument9 pagesAar603 StructureMUHAMMAD AQIL BIN RAMLINo ratings yet
- ASTM B883Standard Specification For Metal Injection Molding (MIM) Ferrous Materials1Document5 pagesASTM B883Standard Specification For Metal Injection Molding (MIM) Ferrous Materials1David VegaNo ratings yet
- Pages 5 From Astm-Standards-5Document1 pagePages 5 From Astm-Standards-5userNo ratings yet
- En 10029Document5 pagesEn 10029manuela vilas boasNo ratings yet
- Tooling Chart: LCSF Low Clearance Split FrameDocument2 pagesTooling Chart: LCSF Low Clearance Split FrameAndres NavarroNo ratings yet
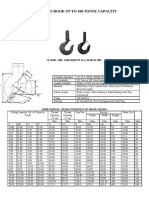
- Shanks Hook Up To 160 Tonne Capacity: IS 15560: 2005 AMENDMENT No:1 MARCH 2007Document2 pagesShanks Hook Up To 160 Tonne Capacity: IS 15560: 2005 AMENDMENT No:1 MARCH 2007liftline engineersNo ratings yet
- Shaper Planner SlotterDocument49 pagesShaper Planner SlotterDeepak RaiNo ratings yet
- ASTM A278 Gray Iron Material Data SheetDocument4 pagesASTM A278 Gray Iron Material Data SheetSubhankar DasNo ratings yet
- Tube Forming Processes A Comprehensive Guide (Greg G. Miller)Document378 pagesTube Forming Processes A Comprehensive Guide (Greg G. Miller)An NguyenNo ratings yet
- Fouling During The Use of "Fresh" Water As Coolant - The Development of A "User Guide"Document12 pagesFouling During The Use of "Fresh" Water As Coolant - The Development of A "User Guide"Jose Marval RodriguezNo ratings yet
- Astm A351-18Document7 pagesAstm A351-18psytembeNo ratings yet
- Bend Test and Ductility Test 1Document25 pagesBend Test and Ductility Test 1Novie Dave EstremaduraNo ratings yet
- TWAS-Tender Addendum - StructuralDocument116 pagesTWAS-Tender Addendum - StructuralnvnagarajuNo ratings yet
- Module 2Document10 pagesModule 2Mahadev MetriNo ratings yet
- Itp-Fbe Pipe CoatingDocument4 pagesItp-Fbe Pipe CoatingpertmasterNo ratings yet
- Material Disasters Nik ChawlaDocument57 pagesMaterial Disasters Nik ChawlaFirzana AmiraNo ratings yet
- Test Bank For Economics 5Th Edition by Hubbard Isbn 0133455440 978013345544 Full Chapter PDFDocument36 pagesTest Bank For Economics 5Th Edition by Hubbard Isbn 0133455440 978013345544 Full Chapter PDFlorraine.blalock278100% (11)
- 3rd List Og Grades For UploadingDocument15 pages3rd List Og Grades For Uploadingvenkata369No ratings yet
- MetcokeIndiaNOT FINALDocument17 pagesMetcokeIndiaNOT FINALshahrukhNo ratings yet
- Allowable Stress BasisDocument9 pagesAllowable Stress BasisNAMONo ratings yet
- Dr. Awani Bhushan Assistant Professor SMEC, VIT ChennaiDocument21 pagesDr. Awani Bhushan Assistant Professor SMEC, VIT ChennaiAyush AgrawalNo ratings yet
- Seneca Falls Lathe MFG Co 1914 No22-BDocument40 pagesSeneca Falls Lathe MFG Co 1914 No22-BjjfugedyNo ratings yet