You might also like
- 1A2. Circulating Fluidized Bed Combustion Technology (CFBC)Document1 page1A2. Circulating Fluidized Bed Combustion Technology (CFBC)kumarmm1234No ratings yet
- 2A2. Circulating Fluidized-Bed Combustion Technology (CFBC)Document1 page2A2. Circulating Fluidized-Bed Combustion Technology (CFBC)Deepak JhaNo ratings yet
- CFBC & PFBC Technology OverviewDocument18 pagesCFBC & PFBC Technology OverviewomiitgNo ratings yet
- CFBC & PFBC Technology OverviewDocument18 pagesCFBC & PFBC Technology OverviewJessica SimpsonNo ratings yet
- CCT Overview Part 2 - Circulating Fluidized-bed Combustion TechnologyDocument1 pageCCT Overview Part 2 - Circulating Fluidized-bed Combustion TechnologyanbarasanNo ratings yet
- Fine Tuning A CFBC Boiler PDFDocument12 pagesFine Tuning A CFBC Boiler PDFrikumohanNo ratings yet
- Kiln Burning Systems: Raw Mill From Storage Feed RateDocument43 pagesKiln Burning Systems: Raw Mill From Storage Feed RateMuhammad Kureshi100% (1)
- Study of Reactor Parameters for Carbon Black ProductionDocument58 pagesStudy of Reactor Parameters for Carbon Black ProductionRishya Prava ChatterjeeNo ratings yet
- CFBC BoilersDocument11 pagesCFBC BoilersManoj DesaiNo ratings yet
- Paper 4 Air Preheater Basket Cleaning PDFDocument43 pagesPaper 4 Air Preheater Basket Cleaning PDFMateus Pinheiro100% (2)
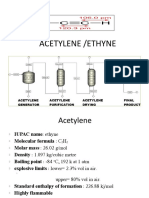
- Acetylene Production-2023 4Document31 pagesAcetylene Production-2023 4Divyansh NagarNo ratings yet
- Waste CFB CombustionDocument15 pagesWaste CFB CombustionmihugirNo ratings yet
- Gasifier Modification Methods for Tar ReductionDocument16 pagesGasifier Modification Methods for Tar ReductionisttNo ratings yet
- HP4b - 2 - Vogels - Rev0604 - European Study For H2 Produ From Biomass PDFDocument7 pagesHP4b - 2 - Vogels - Rev0604 - European Study For H2 Produ From Biomass PDFJaydeep PatelNo ratings yet
- Asian Paints Boiler Report AnalysisDocument10 pagesAsian Paints Boiler Report AnalysisPrakash WarrierNo ratings yet
- Bypass SystemDocument9 pagesBypass SystemirfanNo ratings yet
- Encyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"From EverandEncyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"No ratings yet
- Indian BOE Coaching Services: Gujarat BOE-2016 Paper-2 (Boiler Engg-2) SolutionDocument7 pagesIndian BOE Coaching Services: Gujarat BOE-2016 Paper-2 (Boiler Engg-2) SolutionAlok DoshiNo ratings yet
- DryerDocument4 pagesDryerJAGDISHNo ratings yet
- Operation & Maintenance Manual For 17 KG/HR Biomass Gasifier System For Cooking ApplicationDocument18 pagesOperation & Maintenance Manual For 17 KG/HR Biomass Gasifier System For Cooking ApplicationAdhavan ThamizhanNo ratings yet
- Kiln ChemistryDocument29 pagesKiln Chemistrykonstantina13986% (7)
- Case Studies of Biomass and Coal Co-combustion in ASEANDocument16 pagesCase Studies of Biomass and Coal Co-combustion in ASEANJanelle D. Puti-anNo ratings yet
- Ablative Flash Pyrolysis of Straw and Wood Bench-Scale ResultsDocument9 pagesAblative Flash Pyrolysis of Straw and Wood Bench-Scale ResultsGiriraj JoshiNo ratings yet
- JEA Ash Handling Systems Topical Report Rev 1Document22 pagesJEA Ash Handling Systems Topical Report Rev 1Sarfaraz KhanNo ratings yet
- Gasification and Power from Woody BiomassDocument6 pagesGasification and Power from Woody BiomasschaniefNo ratings yet
- Biomass in BoilerDocument13 pagesBiomass in Boilermbkluimp100% (1)
- Dry Quenching of Hot Coke - IspatGuruDocument10 pagesDry Quenching of Hot Coke - IspatGurukaustavNo ratings yet
- 1.1 Salient Features of CFBC BoilerDocument17 pages1.1 Salient Features of CFBC BoilerJAY PARIKHNo ratings yet
- CalcinationDocument7 pagesCalcinationVelu ManiNo ratings yet
- Chemical Cleaning of Paper MillDocument11 pagesChemical Cleaning of Paper Millsubrata guhaNo ratings yet
- Comparative Process Study of Biomass Gas PDFDocument6 pagesComparative Process Study of Biomass Gas PDFhmpackingNo ratings yet
- Production of Large Size Parts by MIM Process: T. Shimizu, A. Kitazima, M. Nose, S. Fuchizawa, T. SanoDocument4 pagesProduction of Large Size Parts by MIM Process: T. Shimizu, A. Kitazima, M. Nose, S. Fuchizawa, T. SanoAbhishek AnandNo ratings yet
- Thermal Conversion ProcessesDocument27 pagesThermal Conversion ProcessesBhavi PatelNo ratings yet
- 19 Densification of SolidsDocument18 pages19 Densification of Solids315038 ktr.chem.17No ratings yet
- Design, Process Simulation and Construction of An Atmospheric Dual Fluidized Bed CombustionDocument9 pagesDesign, Process Simulation and Construction of An Atmospheric Dual Fluidized Bed Combustionapi-3799861No ratings yet
- Boiler-Questions - AnswersDocument38 pagesBoiler-Questions - AnswersKapil_1983100% (3)
- Profitable Calcining of Non-Calcinable Pet Coke PDFDocument4 pagesProfitable Calcining of Non-Calcinable Pet Coke PDFDedik DermadyNo ratings yet
- Combustion and Emission Characteristics of Rice Husk in A Rectangular Fluidized Bed CombustorDocument4 pagesCombustion and Emission Characteristics of Rice Husk in A Rectangular Fluidized Bed CombustorfelramNo ratings yet
- Renewable Energy Unit-5Document4 pagesRenewable Energy Unit-5homoxos344No ratings yet
- Reheating Scrubbed Flue Gas from Coal-Fired Power PlantDocument20 pagesReheating Scrubbed Flue Gas from Coal-Fired Power PlanthuyNo ratings yet
- Fluidized Bed CombustionDocument23 pagesFluidized Bed CombustionHawk EyeNo ratings yet
- FGD Presentation (ILFS)Document40 pagesFGD Presentation (ILFS)proloy12100% (1)
- Boiler QuestionsDocument39 pagesBoiler Questionssk3146100% (11)
- PyrolysisDocument18 pagesPyrolysishope worldNo ratings yet
- 1 s2.0 092058618785006X MainDocument21 pages1 s2.0 092058618785006X MainAnelisa Lima das MercesNo ratings yet
- 2.2 Boilers - Revised (Table Format)Document11 pages2.2 Boilers - Revised (Table Format)Gajanan JagtapNo ratings yet
- GasificationDocument6 pagesGasificationHADINo ratings yet
- Sodium Bicarbonate Carbon CaptureDocument15 pagesSodium Bicarbonate Carbon CaptureDimitriNo ratings yet
- NFL PPTDocument46 pagesNFL PPTvipin6kumar-718654No ratings yet
- QI Heater Tube Cleaning and VerificationDocument10 pagesQI Heater Tube Cleaning and VerificationOmid LarkiNo ratings yet
- Experience On Operation and Maintenance of CFBC Boiler at KLTPS - Kutchh - Gujarat PDFDocument49 pagesExperience On Operation and Maintenance of CFBC Boiler at KLTPS - Kutchh - Gujarat PDFanbarasanNo ratings yet
- Agroni KokbidoniDocument14 pagesAgroni KokbidoniVisi GjNo ratings yet
- Biomass Clean Up SystemDocument6 pagesBiomass Clean Up SystemAndre SyahputraNo ratings yet
- Gasification Is A Process That Converts Organic or Fossil Based Carbonaceous MaterialsDocument11 pagesGasification Is A Process That Converts Organic or Fossil Based Carbonaceous MaterialsEric CookNo ratings yet
- Methods to Capture Carbon from Combustion EmissionsDocument30 pagesMethods to Capture Carbon from Combustion EmissionsRamana Kumar SkvNo ratings yet
- Fundamentals of Fluidized-Bed Chemical Processes: Butterworths Monographs in Chemical EngineeringFrom EverandFundamentals of Fluidized-Bed Chemical Processes: Butterworths Monographs in Chemical EngineeringNo ratings yet
- Synthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsFrom EverandSynthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsTilman J. SchildhauerNo ratings yet
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementFrom EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementNo ratings yet
- 16.11.22 - EDT - Prof. Ziad Al-Ani - NotesDocument3 pages16.11.22 - EDT - Prof. Ziad Al-Ani - NotesAarya Haridasan NairNo ratings yet
- 20 Common Defense Mechanisms for AnxietyDocument8 pages20 Common Defense Mechanisms for AnxietyAbhishek NegiNo ratings yet
- TQ International Course Guide - CompressedDocument40 pagesTQ International Course Guide - CompressedgermanNo ratings yet
- VisitAberdeen City Centre MapDocument2 pagesVisitAberdeen City Centre MapZarko MikicNo ratings yet
- Workshop 1Document2 pagesWorkshop 1Chathura PallawalaNo ratings yet
- Social Sciences & Humanities: Joseph Ching VelascoDocument20 pagesSocial Sciences & Humanities: Joseph Ching VelascoNely Noer SofwatiNo ratings yet
- RecipesDocument102 pagesRecipesmajaklipa100% (3)
- Condenser TemperatureDocument10 pagesCondenser TemperatureBerkay AslanNo ratings yet
- Dokumen - Tips - Chapter 17 Job Order Costing Costing Chapter 17 Learning Objectives 1 DistinguishDocument25 pagesDokumen - Tips - Chapter 17 Job Order Costing Costing Chapter 17 Learning Objectives 1 DistinguishNouman SheikhNo ratings yet
- Application 1 (Basic Steps in Accounting)Document2 pagesApplication 1 (Basic Steps in Accounting)Maria Nezka Advincula86% (7)
- SCHNEIDER NABCEP PV Resource Guide 10 4 16 W PDFDocument174 pagesSCHNEIDER NABCEP PV Resource Guide 10 4 16 W PDFbacuoc.nguyen356100% (1)
- Unit 5 - Standard TestDocument5 pagesUnit 5 - Standard Testma rika100% (1)
- Financial Times Europe 14 November 2023Document18 pagesFinancial Times Europe 14 November 2023Nikola JovanovNo ratings yet
- 4g 6 Traits Writing Rubric StudentDocument3 pages4g 6 Traits Writing Rubric Studentapi-295344358No ratings yet
- International SellingDocument28 pagesInternational SellingShoaib ImtiazNo ratings yet
- Module 9 PresentationDocument28 pagesModule 9 PresentationJerico CastilloNo ratings yet
- NITI AayogDocument6 pagesNITI Aayogs100% (1)
- Malbog Sulfuric Hot SpringDocument2 pagesMalbog Sulfuric Hot SpringMark-Christopher Roi Pelobello MontemayorNo ratings yet
- PresentationDocument5 pagesPresentationAnsh RebelloNo ratings yet
- Picasso's Blue Period - WikipediaDocument24 pagesPicasso's Blue Period - WikipediaDinesh RajputNo ratings yet
- "A Study On Inventory Management" Statement of ProblemDocument3 pages"A Study On Inventory Management" Statement of ProblemSandhiya GovindNo ratings yet
- Women Beware WomenDocument12 pagesWomen Beware WomenomitevskiNo ratings yet
- Petronas Approved Medical Examiner List 2017 (Latest Updated Version)Document4 pagesPetronas Approved Medical Examiner List 2017 (Latest Updated Version)Zulfadli RaniNo ratings yet
- Indofood Dynamic Strategic.Document7 pagesIndofood Dynamic Strategic.Cha IndraNo ratings yet
- Horno Industrial HC1 v1.1Document30 pagesHorno Industrial HC1 v1.1Cristian urielNo ratings yet
- P3am 7642 enDocument205 pagesP3am 7642 enAmine SEMRANINo ratings yet
- Land Titling and Transfer Legal Services in Trece Martirez and DasmarinasDocument1 pageLand Titling and Transfer Legal Services in Trece Martirez and DasmarinasMark RyeNo ratings yet
- Around The DubaiDocument11 pagesAround The DubaiGayane HovhannisyanNo ratings yet
- Oracle vs Google copyright caseDocument1 pageOracle vs Google copyright caseRobert BasanNo ratings yet