Wal. Sci. Tech. Vol. 28, No.2, pp. 177-186, 1993.
0273-1223193 $6'00 + 0'00
Printed in Great Britain. All rights reserved. Copyright @ 1993 lAWQ
TREATMENT OF CITRIC ACID
WASTEWATER FOR HIGH
QUALITY EFFLUENT ON THE
ANAEROBIC-AEROBIC ROUTE
K. Svardal*, K. GOtzendorfer**, O. Nowak*
and H. Kroiss*
... Institute a/Water Quality, Technical University a/Vienna Karlsplatz 13, A-1040
Wien, Austria
...... lungbunzlauer AG, A-2064 Wulzesha/en, Austria
ABSTRACT
A large cihic acid factory is situa..ed close to a rather small river, so the discharge of its wastewater caused
severe water quality problems. A highly concentrated stream holds more than 90% of the total COD-load, the
lowly concentrated stream about 80% of the flow. Anaerobic pretreatment of the highly polluted stream and
all wastewater reduces the total costs to less than one third in comparison to
additional aerobic treatment of
the aerobic treaunent alone. The anaerobic treatment is linked with several problems like high sulphate, high
ammonia and high calcimn concentration leading to HzS and NH3 toxicity as well as calcimn carbonate
precipitation, about 3 times more than biomass growth. A special anaerobic reactor (EKJ-reactor) was
designed to realize an equal dishibution of the wastewater in the sludge bed and to prevent sludge and lime
deposition. In 1986 the fIrSt stage of the full scale treatment plant for the high concentrated wastewater
consisting of an equalization tank an anaerobic reactor (10 000 m3) and a highly loaded activated sludge
,
plant (2 000 m3) went into operation. In 1987 a second anaerobic reactor was built In 1988 an additional
activated sludge plant with simultaneous nitrification-denitrification (aeration tank volmne 15 000 m3) for
treaunent of all the wastewater was designed in order to keep the effluent concentrations within the shict
effluent limits. This plant went in operation in 1990. The anaerobic reactors have shown very good results
throughout all the five years of operation. At a COD loading rate of 3 to 7kg/(m3.d) a COD removal of
almost 90% could be achieved. Because of the high COD removal rate of the anaerobic stage, nitrification
occurred in the first post-treatment plant but only to nihite due to high ammonia concentration and high pH.
In the second activated sludge plant stable nitrification was obtained. The content of NH4-N as well as NOr
N in the effluent is generally less than 2 mgll. Some highly concentrated wastewater is fed directly into the
second stage in order to obtain rather complete denitrification. So the NOoN-concentration in the effluent
can be kept below 20 mgll (85% nitrogen removal) mostly.
KEYWORDS
Industrial wastewater treatment; citric acid wastewater; anaerobic-aerobic treatment; NH3 inhibition; H:zS
inhibition; calcium carbonate precipitation; nitrite formation; denitrificaton of nitrite; high temperatures.
INTRODUCTION
The anaerobic-aerobic full treatment of industrial wastewaters offers ecological and economical advantages
whenever the wastewater composition is suitable. The main advantages of the anaerobic treatment are that
carbonaceous pollution is converted into a valuable gas (methane) which results in economical savings for
energy compared to the aerobic process. The second advantage which becomes increasingly important from
177
Downloaded from https://iwaponline.com/wst/article-pdf/28/2/177/16190/177.pdf
by guest
178 K. SV ARDAL et al.
the viewpoint of waste management is the lower sludge production with the anaerobic process compared to
the aerobic. These advantages result in the minimisation of waste production and the COTproduction is also
markedly reduced (saving of primary energy for aeration) which seems to be a main advantage in the actual
discussion on climate changes. Therefore it can be recommended to apply anaerobic processes despite the
fact that they lead to higher risks from the technical as well as from the operational point of view. There are
also some negative aspects of anaerobic-aerobic treatment systems as compared to purely aerobic ones. One
of these disadvantages is the higher investment cost and the more difficult operation of the plant. There is a
rather new disadvantage of anaerobic processes which appeared when nitrogen removal became a common
technique for wastewater treatment and when nitrogen removal was introduced into the effluent standards.
As anaerobic treatment removes carbonaceous material but no nitrogen from the wastewater, it becomes
very difficult to denitrify the nitrate during the aerobic post treatment as there is a lack of bioavailable
carbonaceous material. From this point of view anaerobic pretreatment has become less favourable in the
case of wastewaters to be treated containing high concentration in nitrogen compounds.
This paper deals with the results of full scale anaerobic-aerobic treatment of a rather difficult wastewater
with the goal to meet very tough effluent standards. It also deals with the presentation of a specially
developed new reactor type and full scale results over several years of operation.
LOCAL SITUATION
Inorder to understand the technical solution for an industrial wastewater treatment plant it is of great
importance to clearly describe the specific local situation.
A large citric acid factory is situated close to a rather small river in a nearly semi-arid climate. The discharge
of the untreated wastewater caused severe water quality problems. This factory produces mainly citric acid
from beet sugar molasses. The sugar of the molasses is transformed to citric acid while the other constituents
which represent nearly 50% of the organic content of the molasses leaves the factory with the wastewater.
The wastewater is composed of two very different streams. The first of the two streams contains more than
90% of the total COD-discharge of the factory while the flow is only in the range of 20% of the whole
wastewater flow. The second stream consists of about 80% of the flow but the concentration of the
carbonaceous pollution is only in the range of a domestic wastewater. From the anaerobic treatment point of
view only the first highly concentrated wastewater is of great interest. Table 1 shows the wastewater
characteristics of the two streams.
TABLE 1 Wastewater Characteristics of the two Streams (mean values)
highly conc. lowly cone. dim.
Q 2000 13000 m3/d
COD 30 000 300 mgll
TKN 1500 mgll
Ca 1000 mgll
S04 4500 mgll
The concentrated wastewater shows advantageous prerequisites for an anaerobic treatment:
- High temperatures of more than 40°C
- High COD-concentrations in the range between 20 and 40 g / I
As can be easily seen from table I there are three main problems which have to be faced if anaerobic
treatment should be applied. The total Kjeldahl-nitrogen concentration is in the range of 1500 mg/l (mean
value) up to 2500 mg/l. Most of this nitrogen is converted to ammonia nitrogen during the anaerobic
process. Such high ammonia concentrations normally result in high pH-values in the anaerobic reactor
which on one hand are very favourable for this process. On the other hand the toxicity of ammonia increases
Downloaded from https://iwaponline.com/wst/article-pdf/28/2/177/16190/177.pdf
by guest
Treatment of citric acid wastewater 179
with increasing pH. Lab scale experiments showed that at a pH of about 7.6 ammonia concentrations of
1500 mgll are in a range where severe inhibition of the acetoc1ustic methane bacteria starts. Inhibition of
methane production by ammonia results in an accumulation of organic acids which reduces the pH and
therefore the inhibition (Koster and Lettinga, 1 983; Kroiss and Plahl-Wabbnegg, 1983). This mainly results
in a reduced treatment efficiency of the anaerobic treatment. The second and third problem are linked with
the fact that this highly concentrated wastewater is also a calcium sulphate saturated solution. From the
chemical equilibrium it is obvious that a great amount of calcium will be precipitated in the anaerobic
reactor (Svardal, 199 1). This is of great importance for the technical equipment of the anaerobic reactor.
From the high sulphate concentration and the COOlS ratio it is also obvious that sulphide inhibition of
methanogenic bacteria will play an important roll in regard to reliability and treatment efficiency of the
anaerobic process. In order to avoid inhibition of methanogenesis by hydrogen sulphide a high and stable pH
in the anaerobic reactor is a prerequisite. The second important point is that the partial pressure of H:zS in the
gas phase depends on the gas production from the carbonaceous material as long as the sulphate load is
looked at as a constant. This means that inhibition of methanogenics by sulphide production will decrease
with increasing treatment efficiency in regard to COD or TOC. A high treatment efficiency is linked with a
high mean cell resistance time in the methane reactor. Since the excess sludge production is rather low, high
solids retention time can only be reached if the solids separation after the methanogenic reactor is highly
efficient too. The daily amount of calcium carbonate precipitated in the methane reactor is in the same order
of magnitude as the biomass production. So the liquid-solid separation plays a rather important roll in
regards to reliability and stability of the anaerobic process. All these reasons led to development of a new
reactor type.
THE ANAEROBIC REACTOR
After having detected the main technological and process problems for this specific wastewater in lab scale
and semi technical scale investigations a new reactor type (EKl-reactor; v.d.Emde and Kroiss, 1 984) was
developed from pilot scale to full scale application.
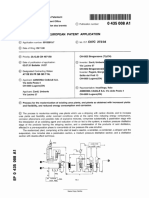
The first full scale reactor went into operation six years ago and has been operated since then without any
major trouble. This reactor has a diameter of 36 m, the depth of the water in the reactor is about 1 1 m, the
reaction volume is in the range of 10000 m3 and it was designed for a COD-load of 60 tid, which means a
COD-loading rate of 6 kgl(m3.d). The design was based on thorough pilot investigations. A cross section of
this reactor is shown in Figure 1.
ex. sludge
Figure 1. Cross section of the anaerobic reactor
As can be seen from Figure 1 the reactor contains a circular settling-tank near the surface of the water. The
reactor is also equipped with a central column which carries the bearings of a very specific rotating
distribution and scraper system within the reactor. This rotating system has to fulfil three tasks. The first task
Downloaded from https://iwaponline.com/wst/article-pdf/28/2/177/16190/177.pdf
by guest
180 K. SVARDAL et al.
is to evenly distribute the raw wastewater on the bottom of the reactor. This means that the reactor is an
upflow system. The wastewater enters the reactor on the bottom and the treated settled wastewater leaves the
reactor on top. 16 separate tubes from the top of the reactor down to the bottom serve as a distribution
system for the wastewater which can easily be cleaned from outside without any interruption of the process
or without emptying the reactor. The second task is to remove the settled calcium carbonate from the bottom
in order to avoid the accumulation of this inorganic precipitates which would fill up a normal UASB-reactor
within a very short period of time. The scraper system on the bottom of the reactor at the same time acts as a
gentle mixing system between the sludge and the wastewater. The third task of this rotating system is a
second sc:aper which removes the settled solids from the bottom of the circular sedimentation tank The .
settled sludge is brought back to the reactor. There is a special cleaning system for the effluent weir on top
of the reactor which is combined with this secondary sedimentation tank scraper. There is no mechanical
equipment in the reactor which needs regular maintenance or repair. The concept of the reactor is that it
should not be opened before a minimum period of ten years of operation. The sedimentation tank within the
reactor is able to remove more than 90% of the suspended solids which means that the external suspended
solids separation system receives only a rather small solids load.
The mixture of calcium carbonate and anaerobic activated sludge is conveyed to a hopper at the periphery of
the reactor bottom from where it can be withdrawn by pumps to the sludge handling system.
FULL-SCALE TREATMENT PLANT
The whole treatment system shown in Figure 2 was constructed within three construction phases. During the
first phase of construction the treatment plant consisted of one equalisation and acidification tank with a
volume of 3500 m3 followed by the first anaerobic reactor for methane production with a volume of 10 000
m3. The effluent from the reactor is distributed to two anaerobic secondary settling tanks in order to improve
the suspended solids recovery. The settled sludge from the anaerobic secondary settling tanks is pumped
back to the methane reactor.
The first stage aerobic treatment was only designed as a partial treatment to avoid the discharge of easily
biodegradable matter and sulphide to the receiving water. It consists of an aeration tank with a volume of
2000 m3 constructed with three cascades in series. The secondary settling tanks are identical to the anaerobic
settling tanks they are not covered however. The first stage also includes an aerated sludge thickening and
,
holding tank and an excess sludge dewatering station with belt filter presses.
The second stage of construction added a second anaerobic reactor to the system, in order to increase the
reliability of the whole system and the second equalisation-acidification tank was added too.
The third stage of construction consists of the aerobic final treatment for the effluent of the first stage
anaerobic-aerobic treatment and the up to that time untreated low concentrated wastewater. The effluent
standards set by the authorities are contained in Table 2.
TABLE 2 Effluent Standards (max. concentration)
parameter dim.
Q 20 000 m3/d
COD 500 mgIl
BODS 20 mg/l
NJ4-N 5 mgIl
N02 N - 2 mg/l
N03-N 50 mgIl
P04-P I mgIl
Downloaded from https://iwaponline.com/wst/article-pdf/28/2/177/16190/177.pdf
by guest
Treatment of citric acid wastewater 181
2x 2x
3500 m3 10000 m3
_.,-. ex. sludge (1) __ " ex. sludge (2)
,
high conc. ,
,
waste water ,
2000mJ/d:
,
,
, ,
, anaerobic aerobic
, , second. aeration second. t
, equal. , 1s stage
, anaerobic seltl. lank tank (1) seltl. lank
,
, tank : reactor
t --' ------_._-----------------'
,
,
,
, 15000 m 3 aeration tank (2)
,
low cone. :
waste water:
2"d stage
,,
mechanical
thickener
ex.sludge
(1)
(2)
thickener dewatering
(aerated) bell filter press
Figure 2 : Wastewater treatment system of the citric acid factory
From Table 2 it can be concluded that the main goal of the aerobic post treatment has to be a stable highly
efficient nitrification throughout the year at every time and a highly efficient denitrification for nitrogen
removal. At the same time the BODS has to be reduced to a rather low value of 20 mg/l. All the values
mentioned in table 2 have to be met'in daily composite samples. To reach this goal an activated sludge plant
was designed. It consists of three aeration tanks with a volume of 5000 m3 each. They can be operated in a
parallel as well as in a cascade mode. The three aeration tanks are designed in an oxidation ditch mode and
mammoth rotors have been chosen for aeration (v.d. Emde, 1975). Each aeration tank is equipped with ten
mammoth rotors with a length of 9 m and a diameter of 1 m. The total oxygenation capacity is about 30 tid
of oxygen. The main reason for choosing surface aerators was that calcium carbonate precipitation can occur
during the aerobic post treatment which is very dangerous for diffused air systems. The second reason was
that the ground water level was near the surface of the soil so that deep tanks would have to be constructed
within the ground water and would have increased the construction costs tremendously. Another reason for
rather shallow tanks is the fact that the wastewater has a temperature of more than 35°C and the discharge
temperature should be less than 30°C. So shallow tanks are advantageous as the area for evaporation is
comparatively high which causes the main heat loss from aeration tanks The secondary settling tanks are
.
designed as three circular tanks with a diameter of 40 m each, they are equipped with a bottom-scraper and
also with a floating sludge removal system. The treated effluent from the secondary settling tanks passes a
flow meter and a control station and is then discharged to a small river which consists nearly only of the
effluent of the treatment plant for about I km and then goes to a small river where the dilution rate at low
flow conditions is in the range of one to one.
In order to prevent bulking a selector with a volume of 250 m3 has been installed. It is equipped with
mechanical mixing devices. The selector works as a high loaded pre denitrification tank. This tank acts also
as a distribution system for the activated sludge which enables the operator to switch from a parallel to a
cascade mode.
Downloaded from https://iwaponline.com/wst/article-pdf/28/2/177/16190/177.pdf
by guest
182 K. SV ARDAL et al.
The excess sludge from the second aerobic stage is pumped to a thickener. The thickened sludge is partly
taken to anaerobic stabilisation together with the wastewater treatment partly it is pumped directly to the
aerated sludge thickener and holding tank .
OPERATIONAL EXPERIENCE
Start up of the first methane reactor
The first anaerobic reactor was seeded with about 3000 m 3 of digested sludge from a municipal sewage
treatment plant before the first wastewater was introduced into this tank. From the pilot scale studies it was
known that only with an increase of COD load of :S;% per day a stable start-up period could be expected.
Therefore a steady increase of 1 % a day was maintained until the full wastewater load could be introduced
to the reactor without any trouble. Neither during this start-up period nor during normal operation was it
necessary to add any neutralization chemicals. The ammonia concentration of about 1500 mg/l maintained a
very stable high pH. As the wastewater does not contain any phosphorus it is necessary to add a certain
amount of phosphorus for the growth of the biomass. This first full-scale reactor has been in operation since
June 1987 without any major problems.
EQualisation and acidification tanks
The production of citric acid from molasses is a batch production system. This means that there is no
constant wastewater flow and concentration. In order to maintain a rather constant loading of the methane
reactor and a rather stable composition of the wastewater the equalisation-acidification tanks are used. The
pH in these tanks depends on two main microbiological processes. The first is the acidification process
which means that a great part of the organic carbonaceous pollution is converted to low fatty acids, lactic
acid and alcohols. This acidification process normally results in a decrease of the pH. With the breakdown of
the carbonaceous material there is also hydrolysis of the organic nitrogen compounds. This results in
ammonia production and an increase in pH. Under normal operational conditions with a rather complete
acidification of the organic pollution the pH in the acidification equalization tank increases from about 4.8
(raw wastewater) to about 5 and 6. In any case it can be stated that with increasing acidification there is also
an increase in pH which was quite confusing at the beginning.
During the first years of operation the equalisation acidification tank was operated at a pH between 5.0 and
5.4. The spectrum of fatty acids during this period was in the range of 3000 to 4000 mgll acetic acid about
800 mgll propionic acid and about 2.000 to 3.000 mgll of butyric acid. Sometimes a sudden drop in pH
occurred which was in line with a reduction of the acetic acid concentration, an increase of lactic acid
production and sudden increases of gas production. After adding biomass from the anaerobic stage or the
aerobic post-treatment stable pH conditions could be restored after several days.
During the last years a very stable operation of the equalisation-acidification tank has been reached by
choosing a detention time and an operation mode where a pH of 5.8 to 6.0 could be maintained without
adding chemicals. At this pH, a slight increase of the methane concentration in the gas up to 16 to 20% and
relatively constant acetic acid concentration of 4.000 to 6.000 mgll have been observed. Since this high pH
is maintained sudden drops of the pH to rather low values have not occurred anymore. There is a slight
increase of propionic acid concentration but this is not relevant for the following stage. The start-up of the
second equalisation-acidification reactor resulted in a better equalisation of the load. The increase of
detention time from 1 to 2 days in the eqUalisation tank did not result in any important change.
The addition of aerobic excess sludge to the equalization tank only resulted in an increase of the propionic
acid concentration from about 600 mgll to about 1200 mgll.
The gas production from the equalization tank is in the order of 4 Nm3/m3 of wastewater.
Downloaded from https://iwaponline.com/wst/article-pdf/28/2/177/16190/177.pdf
by guest
TreaUnent of ciUic acid wastewater 183
Nonnal operation of the methane reactor
The flow rate from the equalisation tank: to the methane reactor is controlled by the COD load. The goal is to
avoid sudden changes in the COD loading rate. It turned out that rapid changes of the COD load of more
than 10 tid (which is roughly 20% of the mean loading rate) result in a sudden increase of acetic acid
concentration in the effluent of the methane reactor of up to 600 mgll but no stability problems occurred. In
order to maintain a temperature of 36 to 38°C in the methane reactor there is a temperature control by
adding cooling water to the influent
For those responsible for the operation of the full-scale plant a stable operation and a reliable treatment
efficiency are of much higher interest than investigation of the limits of the process. The loading limitation
of the reactors depend on a series of different parameters. One is the concentration of active biomass in the
reactor which very much depends on the settling and thickening characteristics of the sludge. The second
point is the rate of increase of loading rate and the adaptation of the system to this increase. From many
years of full-scale experience with the system without ever reaching unstable conditions it can be stated that
it was possible to operate the reactor with a daily COD loading rate of 6.5 kg Im3d and short term loading
rates of 7.0 kglm3d. At a loading rate of 7.5 kglm3d a certain increase of the acetic acid concentration in the
effluent from normally 20 mgll to about 150 mgll could be observed. This can be assumed to be the first sign
of overloading. The upper results could be obtained at a biomass concentration (VSS) of about 9 gil in the
reactor. This means that the critical conditions started at a FIM ratio of roughly 0.7 kg CODlkg MLVSS per
day. This is a reasonable result as there is obviously a certain inhibition of methaneogenesis by the high
hydrogen sulphide and ammonia concentrations. Summarizing it can be stated that the methane reactor can
be operated at the design load of 6 kg COD/m3.d with very stable and high efficiency.
The excess organic sludge production in the anaerobic reactor is in the range of 5 to 7% of the removed
COD load. The production of inorganic excess sludge (mainly calcium carbonate) is in the range of 2.0
kglm3 of wastewater flow. At the mean COD load of 60 tid the organic fraction is below 40%. As the
organic and inorganic fractions of the sludge have different settling and thickening characteristics there is a
gradient of suspended solid concentration and volatile fraction from the top to the bottom of the reactor. In
the bottom layer, containing an increased fraction of calcium carbonate, MLSS concentrations of up to 400
gil with only 9% volatile materials are obtained. Due to this fact it is possible to reach a selective removal of
the calcium carbonate from the system. Beside the bottom layer with its high concentration of calcium
carbonate there is nearly a constant concentration of MLSS in the whole reactor of about 30 gil with a
volatile fraction of about 35%. This can be attributed to the mixing energy of the biogas production which is
in the range of 2.5 W/m3.
While there is a marked gradient of suspended solids concentration in the reactor, investigations show that
the liquid phase is nearly completely mixed. The energy uptake of the rotating scraper (0.5 kW) never did
increase during six years of operation. From this fact was concluded that there is neither a build-up of
calcium carbonate in the bottom layer of the sludge nor that there are severe scaling problems in the reactor
nor on the scrapers. Most of the calcium carbonate precipitates in the form of fine sand. Mter two years of
operation the second anaerobic reactor was emptied and no build-up of any deposits could be detected on the
bottom. At the same time the great advantages of this reactor type could be proved with the possibility of
removing the whole active biomass from the reactor before opening for repair and maintenance work.
The sludge settling characteristics are rather constant The sludge volume index is in the range of 30 mllg.
Granule formation was not detected; this is in line with the findings that at such high ammonia
concentrations and even sulphide concentrations there is an inhibition of granule formation.
The concentration of nitrogenous compounds in the wastewater plays a very important role in the anaerobic
reactor performance. Normally the pH in the reactor is relatively constant at a value of 7.6 with an alkalinity
of the effluent of 350 meqll. During the last year the nitrogen compound concentration in the concentrated
wastewater increased from about 1.500 mgll up to 2.500 mgll. The resulting ammonia concentration must
not exceed 1500 mgll because this results at first in a deterioration of the sludge settling characteristics. If
Downloaded from https://iwaponline.com/wst/article-pdf/28/2/177/16190/177.pdf
by guest
184 K. SV ARDAL et al.
the ammonia concentration reaches 2000 mgll the acetic acid concentration in the effluent will increase to
about 500 mgll due to inhibition of the methanogenic bacteria independent on COD loading rate. Such an
acetic acid concentration will not cause any inhibition of the methanogenesis at a pH of 7.6 but it causes gas
production in the external secondary sedimentation tanks as there is enough substrate for gas production.
This gas production in the secondary sedimentation tanks causes flotation effects of the sludge and a loss of
biomass from the anaerobic stage. Anaerobic sludge also contributes to an upset of the nitrification process
in the first activated sludge system. Therefore ammonia concentration in the methane reactor is kept below
1500 mgll by recirculation of treated effluent of the second aerobic stage.
The biogas from the methane reactor consists of about 64% methane, 34% carbon dioxide and 2 to 2.5%
hydrogen sulphide. The hydrogen sulphide concentration in the biogas depends on the CODIS ratio and
sometimes reaches up to 4% which normally does not cause any problem since the reactor is not operated at
its limits. The mixed gas from the equalisation tank and the methane reactor has a mean methane
concentration of about 52% (volumetric basis) and the total gas production is in the range of about 50 000
Nm3/d. The whole gas is used as fuel in the factory where it is used to heat boilers for electric energy and
heat production.
First sta�e aerobic post-treatment
The mean purpose for the design of the first stage activated sludge treatment system was to remove
remaining easily biodegradable BOD5 and odorous metabolites from the anaerobic effluent. Meanwhile this
activated sludge plant has become very important in regard to nitrogen removal. Due to the low
concentration of biodegradable carbonaceous material in the anaerobic effluent the excess sludge production
is much lower than previously assumed and depends mainly on the suspended solids concentration in the
anaerobic effluent. As a result it is possible to operate the process at a sludge age of 10 to 15 days. So
complete nitrification should be possible. Due to high ammonia concentration in the anaerobic effluent there
is nearly always inhibition of Nitrobacter and therefore of nitrate build-up which results in nitrite formation.
For nitrogen removal this stage is operated as a predenitriflcation system with internal recirculation. Since
there is no growth of Nitrobacter in this system, nitrite can be denitrifled directly. Because denitrification
from nitrite needs less carbonaceous substrate than from nitrate, more nitrogen can be removed by that way.
In addition a lot of nitrite is denitrified by means of the hydrogen sulphide contained in the anaerobic
effluent. In order to have reliable nitrification in this step at a temperature of 25 to 32 Ac a minimum
aerobic sludge age of about 7 days is necessary. This indicates clearly that the nitrification process is
inhibited to some extent. In order to maintain this minimum sludge age it is necessary to operate this
activated sludge plant with MLSS concentrations between 16 and 20 gil. Some 25% of total nitrogen of the
wastewater are removed within this first stage aerobic treatment plant.
Second sta" activated slud�e plant (final treatment)
The effluent of the first stage activated sludge plant and the low concentrated wastewater reach together the
pumping station of the second stage activated sludge plant. In the selector (250 m 3) the return sludge and the
influent are mixed without aeration. So the selector is also used for predenitrification. Nearly all the nitrite
coming from the first stage is denitrifled within the selector. The biodegradable carbonaceous pollution of
the low concentrated wastewater is too low for denitrification of the nitrogen compounds still present in the
influent. It is therefore necessary to bypass a certain amount of high concentrated wastewater to the second
stage. In order to keep the sludge age sufficiently high for nitrification it is necessary, however, to minimize
this amount of bypassed high concentrated wastewater and therefore the excess sludge production. This is
achieved also in this stage by some denitrification via nitrite. But this means that there is only partial
nitrification until nitrate. So the activity of Nitrobacter is reduced. Therefore the nitrification capacity from
nitrite to nitrate has to be controlled frequently by respirometry in order to make sure that, in case of poor
denitrification (especially in the first stage), all nitrite can be converted to nitrate so that no nitrite is
discharged to the receiving waters. Actually the system is operated in a cascade mode, but it was also tried to
operate the three tanks parallel. The operational data from the last year show that it is possible to remove
Downloaded from https://iwaponline.com/wst/article-pdf/28/2/177/16190/177.pdf
by guest
Treatment of citric acid wastewater 185
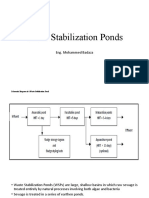
about 95% of hydrolysable nitrogen and about 82% of the total nitrogen in the influent. Figure 3 shows the
concentration of inorganic nitrogen compounds in the final effluent.
The mean BODs concentration in the effluent under stable operating conditions is in the range of 15 mg/l
while the ammonia concentration is below 2 mg/l at a sludge age in the range of 15 days. But it has to be
emphazised that a very sophisticated operational control is necessary to prevent the process from leaving its
narrow stable conditions.
50 I
40
I. \ �
,. / II' I
, I \ "
\
I, \ I I \ 1\ /\ I 1/ ,
'/ \ 1\/
"V �t
\ / , \/
, \ I. \ -
r-- \ It /
,n \
-- ----
10 r-
�\�
""�
� \,,�/ ,)
I,
- 1:1-- - , 10..' �� I I ,I
o
1 4 7 10 13 16 19 22 25 28 31 34 37 40 43 46 49 52
week 1991
- - - - N02-N - - N03-N -- NH4-N
Figure 3: Concentration of inorganic nitrogen compounds in the fmal effluent
- until week 22: maximization of tot.N removal
- after week 25: minimization of NH4-N and N02-N discharge
CONCLUSION
The system presented consists of four stages operating with different microbiological processes:
- anaerobic acidification and hydrolyzations system (equalisation and acidification tank)
- methane reactor
- first stage activated sludge plant for nitritation-denitrification of the concentrated wastewater
- final aerobic treatment including nitrification-denitrification.
With this system it is possible to maintain stable and reliable treatment efficiency (mean value) of :
Total nitrogen removal of more than 80%
BODS removal of more than 99%
Full scale operation especially of the last step showed that it was rather difficult to maintain all the low
values at the same time. By optimisation of the control system and by increased experience it was possible to
stabilize the treatment process at these very low effluent concentrations and very high treatment efficiency.
From theoretical considerations process stability for these very low effluent concentrations and high removal
efficiencies is still questionable in the case of microbiological upsets especially in the anaerobic stage.
However, during practical operation over a number of years such a problem has never occured.
JWST 28.2-M
Downloaded from https://iwaponline.com/wst/article-pdf/28/2/177/16190/177.pdf
by guest
186 K. SV ARDAL et al.
REFERENCES
v.d. Enule, W. and Kroiss, H. (1984). Austr. patent Nr. 378168
v.d. Emile, W. (1975). Die KIlIranIage Wien Blumental - Betriebsergebnisse einer schwach belasteten KIlImnlage ohne
Vorldlirung zur weitgehenden Entfemung von Kohlenstoff- uod Stickstoffverbindungen. OAR 10: 73-82.
Koster, I. W. and Lettinga G. (1983). Ammonium toxicity in anaerobic digestion. Proc. of the European Symposium on Anaerobic
Wastewater Treatment (A WWT), Noordwijkerbout, NL, 58-72.
Kroiss, H. and Plahl-Wabbneg, F. (1983). Sulphide toxicity with anaerobic wastewater treatment. Proc. of the European
Symposium on Anaerobic Wastewater Treatment (A WWT), Noordwijkerbout, NL, 72-85.
Svardal, K. (1991). Calcium carbonate precipitation in anaerobic waste treatment. Wat. Sci. Tech . 23(7-9): 1239-1248
Downloaded from https://iwaponline.com/wst/article-pdf/28/2/177/16190/177.pdf
by guest
You might also like
- Role of Chemistry in Power PlantDocument42 pagesRole of Chemistry in Power Plantsevero97100% (1)
- DmwatersDocument70 pagesDmwatersSamay Desai100% (1)
- Demineralization by Ion Exchange: In Water Treatment and Chemical Processing of Other LiquidsFrom EverandDemineralization by Ion Exchange: In Water Treatment and Chemical Processing of Other LiquidsRating: 4 out of 5 stars4/5 (2)
- AerationDocument4 pagesAerationLiz MacKenzieNo ratings yet
- Green and White Basic Presentation TemplateDocument17 pagesGreen and White Basic Presentation Templatethisisme nowNo ratings yet
- Regeneration of The Waste Selective Catalytic Reduction Denitrification Catalyst by Nitric Acid WashingDocument9 pagesRegeneration of The Waste Selective Catalytic Reduction Denitrification Catalyst by Nitric Acid WashingJoyce WongNo ratings yet
- 16 Anaerobic Wastewater TreatmentDocument42 pages16 Anaerobic Wastewater TreatmentJose SuarezNo ratings yet
- Journal of Semipermeable Membrane andDocument8 pagesJournal of Semipermeable Membrane andMichael Bryan PrajogoNo ratings yet
- Power Plants Steam QualityDocument8 pagesPower Plants Steam Qualitybub1ll4100% (1)
- W VishDocument52 pagesW VishVikram Kumar VishNo ratings yet
- Art 2Document13 pagesArt 2Jorge CamposNo ratings yet
- High-Rate Anaerobic Wastewater Treatment: Diversifying From End-Of-The-Pipe Treatment To Resource-Oriented..Document13 pagesHigh-Rate Anaerobic Wastewater Treatment: Diversifying From End-Of-The-Pipe Treatment To Resource-Oriented..Oscar Mao CelisNo ratings yet
- 1 s2.0 0926337396800336 MainDocument1 page1 s2.0 0926337396800336 MainGholi GholipourNo ratings yet
- Anaerobic Wastewater TreatmentDocument42 pagesAnaerobic Wastewater Treatmentmdb7gwq6hqNo ratings yet
- Abma 2010Document8 pagesAbma 2010Marina Cristina Morais MangueiraNo ratings yet
- Potential Application of Indirect Electrochemical Ammonia Oxidation Within The Operation of Freshwater and Salin-Water RAS, Lahav Et Al., 2015Document10 pagesPotential Application of Indirect Electrochemical Ammonia Oxidation Within The Operation of Freshwater and Salin-Water RAS, Lahav Et Al., 2015deryhermawanNo ratings yet
- EP0435008A1 UreaDocument8 pagesEP0435008A1 UreaRuchita PoilkarNo ratings yet
- 924 FTPDocument6 pages924 FTPWulan SafrihatiniNo ratings yet
- Copper Lead Zinc Removal - Kashi BanerjeeDocument11 pagesCopper Lead Zinc Removal - Kashi BanerjeeGeancarlo GutierrezNo ratings yet
- Desalination: M. Reig, S. Casas, O. Gibert, C. Valderrama, J.L. CortinaDocument8 pagesDesalination: M. Reig, S. Casas, O. Gibert, C. Valderrama, J.L. CortinaAngelo Gardiola MaglinaoNo ratings yet
- Removal of CD and ZN From Inorganic Industrial Waste Leachate by Ion ExchangeDocument7 pagesRemoval of CD and ZN From Inorganic Industrial Waste Leachate by Ion ExchangeSabiho GinoNo ratings yet
- 4 - Pilot Demonstration of Nitrogen Removal From Municipal Wastewater by Vacuum Membrane DistillationDocument9 pages4 - Pilot Demonstration of Nitrogen Removal From Municipal Wastewater by Vacuum Membrane DistillationlixiaoluhjNo ratings yet
- Rec. de ZNDocument8 pagesRec. de ZNedwin quintanillaNo ratings yet
- Steam Generation in Power - DOC043.53.30251.Mar17Document9 pagesSteam Generation in Power - DOC043.53.30251.Mar17NO BOTHERNo ratings yet
- C. C. C. C. S S S S.... Okoli Okoli Okoli Okoli and and and and P. C. P. C. P. C. P. C. Okonkwo Okonkwo Okonkwo OkonkwoDocument6 pagesC. C. C. C. S S S S.... Okoli Okoli Okoli Okoli and and and and P. C. P. C. P. C. P. C. Okonkwo Okonkwo Okonkwo OkonkwoHemaNo ratings yet
- 10 1016@j Ijhydene 2020 02 035Document9 pages10 1016@j Ijhydene 2020 02 035TarunNo ratings yet
- Nitrogen IndustriesDocument22 pagesNitrogen IndustriesKarla Joy P. SucgangNo ratings yet
- 1 s2.0 S0021951711002685 MainDocument8 pages1 s2.0 S0021951711002685 MainRita ZKNo ratings yet
- Appl. Environ. Microbiol.-2013-Hu-2807-12Document6 pagesAppl. Environ. Microbiol.-2013-Hu-2807-12Bijay ThapaNo ratings yet
- Seminar Report 123 (Reference Copy) 123Document22 pagesSeminar Report 123 (Reference Copy) 123Ajith RajagopalanNo ratings yet
- Anaerobic Wastewater TreatmentDocument43 pagesAnaerobic Wastewater Treatmentmdb7gwq6hqNo ratings yet
- Acid Purification and RecoveryDocument4 pagesAcid Purification and RecoverythiagoNo ratings yet
- ABB Water DisposalDocument4 pagesABB Water DisposalRusmanAbuSamahNo ratings yet
- SND 3Document8 pagesSND 3Shehab ShahreyarNo ratings yet
- Biological Nitrogen Removal of High-Strength Ammonium Industrial Wastewater With Two-Sludge SystemDocument11 pagesBiological Nitrogen Removal of High-Strength Ammonium Industrial Wastewater With Two-Sludge SystemBijay ThapaNo ratings yet
- Waste Water Stabilisation PondsDocument24 pagesWaste Water Stabilisation PondsRyeanKRumanoNo ratings yet
- Steam Generation in Power PlantsDocument13 pagesSteam Generation in Power PlantsAurenio RibeiroNo ratings yet
- Imp ZLD System Tamil NaduDocument4 pagesImp ZLD System Tamil Naduneeraj sharmaNo ratings yet
- SWRO Desalination Plant With Advance BWRO ProcessDocument8 pagesSWRO Desalination Plant With Advance BWRO ProcessMI MNo ratings yet
- Ethanol Plant Research2Document5 pagesEthanol Plant Research2Tosin AwonusiNo ratings yet
- The Detoxification of Gold-Mill Tailings With Hydrogen PeroxideDocument5 pagesThe Detoxification of Gold-Mill Tailings With Hydrogen PeroxideWilliam EliezerNo ratings yet
- Eia Ungarn Duenge 2Document2 pagesEia Ungarn Duenge 2Angel MusiyazviriyoNo ratings yet
- Artigo Muito FeraDocument13 pagesArtigo Muito Ferajunior mescaNo ratings yet
- 25.000 M3 AAT de Çamurun Ozonla Azaltımı-Fabiyi2008Document11 pages25.000 M3 AAT de Çamurun Ozonla Azaltımı-Fabiyi2008yusuf yeniceNo ratings yet
- Cost Operation AnMBRDocument9 pagesCost Operation AnMBRSantiago RomoNo ratings yet
- Biological Nutrient RemovalDocument30 pagesBiological Nutrient Removalsurajp333No ratings yet
- Literature Review Jovelyn SebastianDocument12 pagesLiterature Review Jovelyn SebastianAntonio CharismaNo ratings yet
- Terra NovaDocument4 pagesTerra NovaNthambi MiriamNo ratings yet
- MBBR Design StudyDocument18 pagesMBBR Design StudyVedaraman IyerNo ratings yet
- Wet Air Oxidation and Catalytic Wet Air Oxidation For Refinery Spent Caustic DegradationDocument7 pagesWet Air Oxidation and Catalytic Wet Air Oxidation For Refinery Spent Caustic DegradationSudeep MukherjeeNo ratings yet
- Treatment of Landfill Leachate by Reverse Osmosis: Water Research February 1999Document7 pagesTreatment of Landfill Leachate by Reverse Osmosis: Water Research February 1999My Bloom StyleNo ratings yet
- Aquatech India MIAL Wastewater Project ProfileDocument6 pagesAquatech India MIAL Wastewater Project Profilevedika maliNo ratings yet
- Modern Spent-Caustic Wastewater Treatment Simulation by Aspen Plus in Electrolytic MediumDocument10 pagesModern Spent-Caustic Wastewater Treatment Simulation by Aspen Plus in Electrolytic MediumarmanNo ratings yet
- Tafreshi 2019Document11 pagesTafreshi 2019Heshan KamaljithNo ratings yet
- Methods For UASB Reactor DesignDocument5 pagesMethods For UASB Reactor Designecotechconsultants100% (1)
- Nitric Acid and Hydrogen Cyanide ProcessDocument6 pagesNitric Acid and Hydrogen Cyanide ProcessArgelis CamachoNo ratings yet
- FGD Comparison - Wet Vs Semi Dry Vs DryDocument6 pagesFGD Comparison - Wet Vs Semi Dry Vs DryAnonymous wIPMQ5rhNo ratings yet
- Catalytic Oxidation of Ammonia To NitrogenDocument139 pagesCatalytic Oxidation of Ammonia To Nitrogenagnotts09No ratings yet
- Role of Chemistry in Power Plant: Presented By: Dilip Kumar O&M Chemistry, NTPC LTDDocument42 pagesRole of Chemistry in Power Plant: Presented By: Dilip Kumar O&M Chemistry, NTPC LTDOsu AmpawanonNo ratings yet
- Aerobic and Anaerobic TreatmentDocument44 pagesAerobic and Anaerobic TreatmentJohn Carlo Abala100% (1)
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementFrom EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementNo ratings yet
- Characterization and Removal of Phenolic Compounds From Condensate-Oil Refinery WastewaterDocument13 pagesCharacterization and Removal of Phenolic Compounds From Condensate-Oil Refinery WastewatermonkeyjackcnNo ratings yet
- Arsenic Immobilization by Controlled Scorodite PrecipitationDocument4 pagesArsenic Immobilization by Controlled Scorodite PrecipitationmonkeyjackcnNo ratings yet
- A Field Pilot-Scale Study of Biological Treatment of Heavy Oil-Produced Water by Biological Filter With Airlift Aerationand Hydrolytic Acidification SystemDocument12 pagesA Field Pilot-Scale Study of Biological Treatment of Heavy Oil-Produced Water by Biological Filter With Airlift Aerationand Hydrolytic Acidification SystemmonkeyjackcnNo ratings yet
- LM-HT Leachate ConcentratorsDocument12 pagesLM-HT Leachate ConcentratorsmonkeyjackcnNo ratings yet
- Membrane Filtration HandbookDocument129 pagesMembrane Filtration Handbookmario_nqn89% (9)
- Energy Production and Compost Generation From A Segregated Municipal Waste Stream Using Bi-Phasic Anaerobic DigestionDocument23 pagesEnergy Production and Compost Generation From A Segregated Municipal Waste Stream Using Bi-Phasic Anaerobic DigestionmonkeyjackcnNo ratings yet
- CBM Water White Paper 49109Document87 pagesCBM Water White Paper 49109Parimal RajNo ratings yet
- Energy Production and Compost Generation From A Segregated Municipal Waste Stream Using Bi-Phasic Anaerobic DigestionDocument23 pagesEnergy Production and Compost Generation From A Segregated Municipal Waste Stream Using Bi-Phasic Anaerobic DigestionmonkeyjackcnNo ratings yet
- Application of Nanofiltration and Reverse Osmosis Membranes For Produced Water TreatmentDocument18 pagesApplication of Nanofiltration and Reverse Osmosis Membranes For Produced Water TreatmentmonkeyjackcnNo ratings yet
- A Guide To Pipes, Drains and SewersDocument12 pagesA Guide To Pipes, Drains and SewersYasas LiyanageNo ratings yet
- Water 11 00444Document21 pagesWater 11 00444AFIYA NARZISNo ratings yet
- Sequencing Batch Reactor Technology For Biological Wastewater Treatment: A ReviewDocument9 pagesSequencing Batch Reactor Technology For Biological Wastewater Treatment: A ReviewDiliptiwariNo ratings yet
- Agri 15 Bsa Water MNG'T and IrrigationDocument27 pagesAgri 15 Bsa Water MNG'T and IrrigationJoann JacobNo ratings yet
- Bend Scour TemplateDocument23 pagesBend Scour Templaterohinabawer1990No ratings yet
- 4 Waste Stabilization PondsDocument44 pages4 Waste Stabilization PondsEgana Isaac100% (1)
- CIGB B164 Erosion InterneDocument163 pagesCIGB B164 Erosion InterneJonathan ColeNo ratings yet
- Test Konsolidasi: Modul Praktikum Mekanika TanahDocument5 pagesTest Konsolidasi: Modul Praktikum Mekanika TanahDinar AliNo ratings yet
- Rainwater HarvestingDocument2 pagesRainwater HarvestingDivyang JoshiNo ratings yet
- PHE Micro-Project Roll No 43 Om Shinde 1Document16 pagesPHE Micro-Project Roll No 43 Om Shinde 1CE30 Sanket BadadeNo ratings yet
- Water PDFDocument12 pagesWater PDFONE DNo ratings yet
- Hydrology Module 5.BASIC SUBSURFACE FLOWDocument12 pagesHydrology Module 5.BASIC SUBSURFACE FLOWJona OraaNo ratings yet
- Quiz 1 - SoltnDocument4 pagesQuiz 1 - Soltnmeenuaggarwal58No ratings yet
- Reviewing The Advantages and Disadvantages of Reusing The GreywaterDocument6 pagesReviewing The Advantages and Disadvantages of Reusing The GreywaterMashaelNo ratings yet
- Certified Mail 7018 1830 0001 8036 5232 Return Receipt RequestedDocument5 pagesCertified Mail 7018 1830 0001 8036 5232 Return Receipt RequestedBen SchachtmanNo ratings yet
- Thesis On Water Quality ParametersDocument5 pagesThesis On Water Quality Parametersbsdy1xsd100% (3)
- Zambales Eswm0909Document2 pagesZambales Eswm0909sorbisorbiNo ratings yet
- Stated NRW Rates in Urban Networks - Swan Research-August 2011Document4 pagesStated NRW Rates in Urban Networks - Swan Research-August 2011TomásNo ratings yet
- WaterBOR Ethiopia042022 Ver6 CorrDocument23 pagesWaterBOR Ethiopia042022 Ver6 CorrOLIYADNo ratings yet
- Water &sanitation PresentationDocument20 pagesWater &sanitation PresentationTanusree RayNo ratings yet
- 4 (Nse"r.: MaterialDocument78 pages4 (Nse"r.: MaterialAvishek GuptaNo ratings yet
- Rmk153-Project 2 by Group 9Document21 pagesRmk153-Project 2 by Group 9Maryam HaniniNo ratings yet
- TRIAL 2 EnvironmentalDocument5 pagesTRIAL 2 EnvironmentalParba B. RichlieNo ratings yet
- Sustainable Green PlumbingDocument2 pagesSustainable Green PlumbingJosh Vincent RanqueNo ratings yet
- IJCRT2006637Document4 pagesIJCRT2006637Ajay Kumar GantiNo ratings yet
- Abad CE412 Quiz#1Document3 pagesAbad CE412 Quiz#1Jake Nathaniel AbadNo ratings yet
- Framework For Local Government To Implement Integrated Water Resource Management Linked To Water Service DeliveryDocument12 pagesFramework For Local Government To Implement Integrated Water Resource Management Linked To Water Service DeliveryChanel el hifnawyNo ratings yet
- P2-Isometric-Sewer and Drainage Layout-ModelDocument1 pageP2-Isometric-Sewer and Drainage Layout-ModelAubrey ManelleNo ratings yet