You might also like
- Performance, Acoustical and Insulators, Interior Assemblies WSS-M99P32-E1 1. ScopeDocument6 pagesPerformance, Acoustical and Insulators, Interior Assemblies WSS-M99P32-E1 1. Scopeerik0007No ratings yet
- Engineering Material Specification: Controlled Document at Page 1 of 6Document6 pagesEngineering Material Specification: Controlled Document at Page 1 of 6erik0007No ratings yet
- Trim Assembly, Enclosed Luggage WSS-M15P32-D Compartment Covering 1. ScopeDocument11 pagesTrim Assembly, Enclosed Luggage WSS-M15P32-D Compartment Covering 1. Scopeerik0007No ratings yet
- WSS M4D924 B11.Document8 pagesWSS M4D924 B11.JOSENo ratings yet
- WSS M8P16 BDocument16 pagesWSS M8P16 Berik0007No ratings yet
- Engineering Material SpecificationDocument3 pagesEngineering Material SpecificationRicardo VitorianoNo ratings yet
- WSS M5G58 A2Document5 pagesWSS M5G58 A2Muthu GaneshNo ratings yet
- Powder Coat Performance Spec WSS M70J5 C1Document9 pagesPowder Coat Performance Spec WSS M70J5 C1Michal BílekNo ratings yet
- WSS M16J19 BDocument10 pagesWSS M16J19 BJuan Angel DechimaNo ratings yet
- Worldwide Engineering Standards: Procedures For High Humidity TestDocument3 pagesWorldwide Engineering Standards: Procedures For High Humidity TestAkmal NizametdinovNo ratings yet
- P Toyota-TSM0502G-C1-Rev10Document37 pagesP Toyota-TSM0502G-C1-Rev10Michael PengNo ratings yet
- GMW3232 PDFDocument15 pagesGMW3232 PDFIvan Dario Oyola RaveloNo ratings yet
- Ford WSS-M8P25-CDocument5 pagesFord WSS-M8P25-CPablo AnguianoNo ratings yet
- Textured HDPE Geomembrane Technical Data SheetDocument1 pageTextured HDPE Geomembrane Technical Data SheetAndrew Zapanta Jr.No ratings yet
- Ford - Wsk-m4d684-A2 Abs - PC ConsoleDocument5 pagesFord - Wsk-m4d684-A2 Abs - PC ConsoleCamila SanchesNo ratings yet
- Performance, Engine Compartment and Underbody WSS-M15P50-B Plastic Components 1. ScopeDocument9 pagesPerformance, Engine Compartment and Underbody WSS-M15P50-B Plastic Components 1. ScopeJaqueline PereiraNo ratings yet
- Fogging Characteristics of Trim Materials: Worldwide Engineering StandardsDocument11 pagesFogging Characteristics of Trim Materials: Worldwide Engineering StandardsJefferson CruzNo ratings yet
- Non Shrink Grout Material TestingDocument4 pagesNon Shrink Grout Material TestingMonirul Islam BadalNo ratings yet
- A143Document16 pagesA143Luis Jorge Nahle OrtizNo ratings yet
- ISSA Microsurfacing A143-2010Document16 pagesISSA Microsurfacing A143-2010Roger Molero PachecoNo ratings yet
- Ford M2C938-ADocument7 pagesFord M2C938-Acolive.ptNo ratings yet
- Scotchkote: Fusion-Bonded Epoxy Coating 206N LGDocument1 pageScotchkote: Fusion-Bonded Epoxy Coating 206N LGSohail TisekarNo ratings yet
- 98d033a3 PDFDocument3 pages98d033a3 PDFergun tutukNo ratings yet
- T 375R3Document3 pagesT 375R3조준장No ratings yet
- Cycom 823 RTM 031912Document6 pagesCycom 823 RTM 031912juanpalomo74No ratings yet
- C 509 - 94 R99 - Qzuwos1sruqDocument6 pagesC 509 - 94 R99 - Qzuwos1sruqGustavo Adolfo Vargas MorantesNo ratings yet
- Engineering Material SpecificationDocument9 pagesEngineering Material SpecificationVeysel Emre BozkurtNo ratings yet
- TMS6900Document14 pagesTMS6900Josue Garcia QuiniNo ratings yet
- WALLTITE ECO Technical Data SheetDocument6 pagesWALLTITE ECO Technical Data SheetHo Dac ThanhNo ratings yet
- Test Method For Determining The Flammability of Interior Trim MaterialsDocument18 pagesTest Method For Determining The Flammability of Interior Trim MaterialsJefferson CruzNo ratings yet
- Perfecto T Range: DescriptionDocument2 pagesPerfecto T Range: Descriptiondforsythe639No ratings yet
- Perform JaguarDocument8 pagesPerform JaguarSeda De DrasniaNo ratings yet
- T350R03Document5 pagesT350R03조준장No ratings yet
- 0850 02Document5 pages0850 02janiNo ratings yet
- Perfecto XPG 32: DescriptionDocument3 pagesPerfecto XPG 32: DescriptionArthur Sanda LayukNo ratings yet
- D 1970 - 00 Rde5nzatukveDocument7 pagesD 1970 - 00 Rde5nzatukvedaovandongpktNo ratings yet
- TDS 48342 Jotatemp 1000 Euk GBDocument5 pagesTDS 48342 Jotatemp 1000 Euk GBhenryNo ratings yet
- D 3332 - 99 - RdmzmziDocument8 pagesD 3332 - 99 - RdmzmziStuartNo ratings yet
- Whitechem Polyurea Pa 1005-EnDocument4 pagesWhitechem Polyurea Pa 1005-EnBien PangilinanNo ratings yet
- Ducom Macro Pin On Disc - Technical InformationDocument4 pagesDucom Macro Pin On Disc - Technical Informationteshome derejeNo ratings yet
- CFSEN04018 Technical Requirements for Cab PartsDocument6 pagesCFSEN04018 Technical Requirements for Cab PartsCEMRE YAŞLINo ratings yet
- PR308 - 2+00+en - Invecchiamento BMWDocument10 pagesPR308 - 2+00+en - Invecchiamento BMWAnonymous 8Z2HZ5JP7100% (1)
- Castrol Perfecto XPG 46 - Data SheetDocument3 pagesCastrol Perfecto XPG 46 - Data Sheetanibal_rios_rivasNo ratings yet
- GMW 14670 - May 2007 - Organic Coat For Finish WheelsDocument4 pagesGMW 14670 - May 2007 - Organic Coat For Finish WheelsatulmkaushalNo ratings yet
- PC Abs Spec SheetDocument2 pagesPC Abs Spec SheetAli YudiNo ratings yet
- Impact Copolymer: For Injection Moulded ProductsDocument1 pageImpact Copolymer: For Injection Moulded ProductsarthymanicNo ratings yet
- Jotafloor TC EDocument6 pagesJotafloor TC ERidwanSalminNo ratings yet
- Marathon 1000 GF Technical Data SheetDocument5 pagesMarathon 1000 GF Technical Data SheetGurdeep Sungh AroraNo ratings yet
- Organic Coat GMW 14670 PDFDocument4 pagesOrganic Coat GMW 14670 PDFYosua Dimas Agus SriyantoNo ratings yet
- Self Adhering Sheet Waterproofing Bituthene 3000 and Bituthene Low Temperature GSWP 003A v2Document5 pagesSelf Adhering Sheet Waterproofing Bituthene 3000 and Bituthene Low Temperature GSWP 003A v2200365530No ratings yet
- D 3903 - 00 - Rdm5mdmtukveDocument5 pagesD 3903 - 00 - Rdm5mdmtukvePrakash MakadiaNo ratings yet
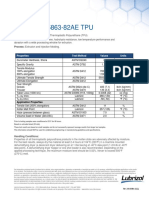
- Pellethane 5863-82AE TPU: Technical Data SheetDocument2 pagesPellethane 5863-82AE TPU: Technical Data SheetaNo ratings yet
- Worldwide Engineering Standards: Tape Adhesion Test For Paint FinishesDocument9 pagesWorldwide Engineering Standards: Tape Adhesion Test For Paint FinishesAkmal NizametdinovNo ratings yet
- Ficha Tecnica Castrol Perfecto X RangeDocument3 pagesFicha Tecnica Castrol Perfecto X Rangeel pro jajaja GonzalezNo ratings yet
- Toyota Engineering StandardDocument10 pagesToyota Engineering StandardAkash Kumar100% (2)
- Mobil DTE 10 Excel SeriesDocument3 pagesMobil DTE 10 Excel SeriesSuprastowo Bin SarinoNo ratings yet
- Industrial Applications of Infrared Thermography: How Infrared Analysis Can be Used to Improve Equipment InspectionFrom EverandIndustrial Applications of Infrared Thermography: How Infrared Analysis Can be Used to Improve Equipment InspectionRating: 4.5 out of 5 stars4.5/5 (3)
- Process Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationFrom EverandProcess Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationNo ratings yet
- Iso 6452 2007Document20 pagesIso 6452 2007jose luisNo ratings yet
- WSS M99P1111 ADocument3 pagesWSS M99P1111 Ajose luisNo ratings yet
- TL 52608 enDocument6 pagesTL 52608 enerik00070% (1)
- Copia de 463CB100Document2 pagesCopia de 463CB100jose luisNo ratings yet
- Engineering Material Specification: Controlled Document at Page 1 ofDocument8 pagesEngineering Material Specification: Controlled Document at Page 1 ofjose luisNo ratings yet
- Copia de ASTM D 816Document6 pagesCopia de ASTM D 816jose luisNo ratings yet
- 2015 12 09 WSS-M15P20-B1Document6 pages2015 12 09 WSS-M15P20-B1jose luisNo ratings yet
- Lab Week 10 Ecw341 (Jar Test) - Ec1105m - Group3Document8 pagesLab Week 10 Ecw341 (Jar Test) - Ec1105m - Group3Muhammad IrfanNo ratings yet
- Away Fire - Resistant - Gypsum - Board-FR-2019 PDFDocument3 pagesAway Fire - Resistant - Gypsum - Board-FR-2019 PDFMatijaNo ratings yet
- Economy of Salt in Chloral Kali ManufactureDocument10 pagesEconomy of Salt in Chloral Kali ManufactureIbrahim ahmedNo ratings yet
- W Abrasives Steel Shot & Grit SpecificationsDocument7 pagesW Abrasives Steel Shot & Grit SpecificationsSama UmateNo ratings yet
- Total Immersion Corrosion Test For Aircraft Maintenance ChemicalsDocument4 pagesTotal Immersion Corrosion Test For Aircraft Maintenance ChemicalsJuanNo ratings yet
- Water Absorption and AbrasionDocument6 pagesWater Absorption and AbrasionMarielle Jane B. TapangNo ratings yet
- Bio - 3 - (Novel Biotechnological Applications For Waste To Value Conversion) Dan Bahadur Pal, Pardeep Singh - Utilization of Waste Biomass in Energy, Environment and Catalysis-CRC Press (2022)Document357 pagesBio - 3 - (Novel Biotechnological Applications For Waste To Value Conversion) Dan Bahadur Pal, Pardeep Singh - Utilization of Waste Biomass in Energy, Environment and Catalysis-CRC Press (2022)kkNo ratings yet
- GCSE Biology - Enzymes - How They Work - Worksheet 11Document2 pagesGCSE Biology - Enzymes - How They Work - Worksheet 11Risali KarunarathnaNo ratings yet
- Physical Science The AtomDocument26 pagesPhysical Science The AtomTanaka ChirawuNo ratings yet
- Hydro Marine Standard ItemsDocument9 pagesHydro Marine Standard ItemsmaaathanNo ratings yet
- TilesDocument84 pagesTilesgagan raoNo ratings yet
- Lime Provides An Economical Way of Soil StabilizationDocument1 pageLime Provides An Economical Way of Soil StabilizationCalynn Tiffany YapNo ratings yet
- Corrosion of Reinforcing Bars in Concrete PaperDocument33 pagesCorrosion of Reinforcing Bars in Concrete PaperMamta BaxlaNo ratings yet
- What Is Ozone LayerDocument4 pagesWhat Is Ozone LayerJoseph Gratil100% (1)
- Astm B152 B152MDocument6 pagesAstm B152 B152MdesignNo ratings yet
- Riesgos Por Desprendimiento de Recubrimientos de TuberíaDocument16 pagesRiesgos Por Desprendimiento de Recubrimientos de TuberíaDon plexNo ratings yet
- 103 DR Fixit Repellin WRDocument3 pages103 DR Fixit Repellin WRMohiuddin MuhinNo ratings yet
- NuFlo EZ-In User Manual - PEDDocument32 pagesNuFlo EZ-In User Manual - PEDsarkaft100% (1)
- Safety Relief Valves Flanged Type: Makali Valves and Engineering ServiceDocument6 pagesSafety Relief Valves Flanged Type: Makali Valves and Engineering ServiceHetal Patel100% (1)
- First Quiz Epp Vi: Maburac Elementary SchoolDocument2 pagesFirst Quiz Epp Vi: Maburac Elementary SchoolRyan BajoNo ratings yet
- CHM3201 Lab Report S2 2019-2020Document42 pagesCHM3201 Lab Report S2 2019-2020Halimatun MustafaNo ratings yet
- JACKS 3-2-1 Feed Chart: (Per Gallon)Document1 pageJACKS 3-2-1 Feed Chart: (Per Gallon)Augusto TorresNo ratings yet
- Pa0001en 52900315 Pac2021 LRDocument216 pagesPa0001en 52900315 Pac2021 LRErvita DianNo ratings yet
- A GUIDE TO PHYTOCHEMICAL ANALYSIS Ijariie9430Document10 pagesA GUIDE TO PHYTOCHEMICAL ANALYSIS Ijariie9430Franca OkechukwuNo ratings yet
- Active IngredientsDocument7 pagesActive IngredientsJESRYL PAULITENo ratings yet
- 10 4 Archimedes Principle PDFDocument2 pages10 4 Archimedes Principle PDFBalo BaloisNo ratings yet
- Narayana IIT Academy Phase Test Physics, Chemistry, MathDocument12 pagesNarayana IIT Academy Phase Test Physics, Chemistry, MathAbhinav CringeartistNo ratings yet
- 2009-06-15 AB-3P Technical Reference Manual R6Document73 pages2009-06-15 AB-3P Technical Reference Manual R6Faiz SabianNo ratings yet
- Basic Chemical Calculations-MergedDocument184 pagesBasic Chemical Calculations-MergedVishwajeet DhanwadeNo ratings yet
- C779-C779M - 12 Standard Test Method For Abrasion of Horizontal Concrete SurfacesDocument7 pagesC779-C779M - 12 Standard Test Method For Abrasion of Horizontal Concrete SurfacesFahad RedaNo ratings yet