You might also like
- HERFDocument11 pagesHERFflyingz2810No ratings yet
- HERFDocument6 pagesHERFRupesh TiwariNo ratings yet
- Subtopic 6 High Velocity NotesDocument22 pagesSubtopic 6 High Velocity NotesKipkirui YegoNo ratings yet
- High Energy Rate Forming ProcessesDocument47 pagesHigh Energy Rate Forming ProcessesArun SrivastanNo ratings yet
- Unconventional FormingDocument16 pagesUnconventional FormingBrijesh VermaNo ratings yet
- HERFDocument16 pagesHERFYateesh GuptaNo ratings yet
- PC-ME701 Class2 15092021 EBMDocument23 pagesPC-ME701 Class2 15092021 EBMDeepak KumarNo ratings yet
- ADVANCED MATERIALS PROCESSING TECHNIQUES Unit-4Document74 pagesADVANCED MATERIALS PROCESSING TECHNIQUES Unit-4Ishaan ThakerNo ratings yet
- Module #0: Reading ListDocument27 pagesModule #0: Reading Listkamel touilebNo ratings yet
- 6 - Breakdown in Solid and Liquid DielectricDocument53 pages6 - Breakdown in Solid and Liquid Dielectricatik jawadNo ratings yet
- Module 3 Class 1Document9 pagesModule 3 Class 1Nikhil SekharanNo ratings yet
- Mri MidtermsDocument13 pagesMri MidtermsJerick JusayNo ratings yet
- AMP (MIN572) Lecture 3 FormingDocument46 pagesAMP (MIN572) Lecture 3 FormingNAMAN AGARWALLANo ratings yet
- CurrentDocument10 pagesCurrentSalikNo ratings yet
- Welding Problems and Defects - Causes and Remedies: Deformation Arc Blow SpatterDocument3 pagesWelding Problems and Defects - Causes and Remedies: Deformation Arc Blow Spatterdselvakuu50% (2)
- Damping System in BuildingsDocument17 pagesDamping System in BuildingsASHISH MAHERIYANo ratings yet
- FuseelcbDocument24 pagesFuseelcbMahbub KhanNo ratings yet
- UEEEL0025 LPP 1 TX TQGC v1Document165 pagesUEEEL0025 LPP 1 TX TQGC v1hx5kwznmhqNo ratings yet
- Electroslag Welding: Operating PrincipleDocument5 pagesElectroslag Welding: Operating Principlesomashutosh7671No ratings yet
- High EnergyDocument14 pagesHigh EnergyGautam KocherNo ratings yet
- J. T. Mahajan Polytechnic, Faizpur: Electric Discharge Machining (EDM)Document19 pagesJ. T. Mahajan Polytechnic, Faizpur: Electric Discharge Machining (EDM)ShubhamNo ratings yet
- Advanced Structural Dynamic: Subject of PresentationDocument27 pagesAdvanced Structural Dynamic: Subject of PresentationSaurabh PednekarNo ratings yet
- Transformer: Construction, Principle of Operation, EMF EquationDocument10 pagesTransformer: Construction, Principle of Operation, EMF EquationKrishnaNo ratings yet
- DC GeneratorsDocument6 pagesDC GeneratorsLord8 MatiraNo ratings yet
- Production of Magnetic FieldDocument7 pagesProduction of Magnetic FieldSeenipandian RaviNo ratings yet
- Plasma Arc Machining - Lect 2Document17 pagesPlasma Arc Machining - Lect 2sachhpNo ratings yet
- ECEG 4123 Electrical Machines: ConstructionDocument15 pagesECEG 4123 Electrical Machines: ConstructionmebrahtenNo ratings yet
- YoucanDocument31 pagesYoucanananda narayananNo ratings yet
- Understanding Lightning ProtectionDocument67 pagesUnderstanding Lightning Protectionsatish reddyNo ratings yet
- Mri Instrumentation: Roshinee R TripathiDocument35 pagesMri Instrumentation: Roshinee R TripathiTHE GR8 HUBNo ratings yet
- Module 5Document11 pagesModule 5Jan Renn ArleNo ratings yet
- Electrical Discharge Machining (EDM) : By: 1602-031 022 024 032 046 048 Submitted to:Dr.S.B.MISHRADocument35 pagesElectrical Discharge Machining (EDM) : By: 1602-031 022 024 032 046 048 Submitted to:Dr.S.B.MISHRAmanish kumarNo ratings yet
- Lecture 4Document18 pagesLecture 4Ap kowshikNo ratings yet
- MF F222 Joining ProcessesDocument104 pagesMF F222 Joining ProcessesKislay TiwaryNo ratings yet
- Blu-Ray Disc: Submitted by Vaibhav Tripathi SEM Mechanical Submitted To Mr. DharamDocument16 pagesBlu-Ray Disc: Submitted by Vaibhav Tripathi SEM Mechanical Submitted To Mr. Dharamvbhv_tripathi14No ratings yet
- Lecture 09 Impact and FractureDocument20 pagesLecture 09 Impact and Fractureantoine demeireNo ratings yet
- EET DC Machines 05sDocument8 pagesEET DC Machines 05sSachin RohillaNo ratings yet
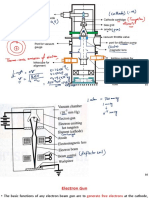
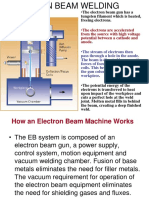
- Tungsten Filament Which Is Heated, Freeing Electrons.: - The Electron Beam Gun Has ADocument13 pagesTungsten Filament Which Is Heated, Freeing Electrons.: - The Electron Beam Gun Has APrashant PuriNo ratings yet
- Machine SetupDocument3 pagesMachine SetupBiswadeep Roy ChoudhuryNo ratings yet
- Electric Discharge Machining (Edm) BY: Dr. Manas Das Assistant ProfessorDocument40 pagesElectric Discharge Machining (Edm) BY: Dr. Manas Das Assistant ProfessorSrinivasanNo ratings yet
- Electron Beam Machining - Lect 5Document23 pagesElectron Beam Machining - Lect 5sachhpNo ratings yet
- Instrumentation: Roshinee R TripathiDocument33 pagesInstrumentation: Roshinee R TripathiTHE GR8 HUBNo ratings yet
- High Energy Rate Forming (HERF) : Muhammed LabeebDocument15 pagesHigh Energy Rate Forming (HERF) : Muhammed LabeebAmbarish MajiNo ratings yet
- Ultrasonic WeldingDocument4 pagesUltrasonic WeldingDarryl007No ratings yet
- Lead Extrusion DamperDocument1 pageLead Extrusion Damperoscargon19No ratings yet
- Advanced Machining Processes - Module 3 Part 1Document33 pagesAdvanced Machining Processes - Module 3 Part 1Kenneth C.LinojNo ratings yet
- Edm PDFDocument32 pagesEdm PDFPrashantJangidNo ratings yet
- Ignition System FinalDocument11 pagesIgnition System Finalmanesamarpit2No ratings yet
- Transformer IntenshipDocument26 pagesTransformer IntenshipVivek SinghNo ratings yet
- "Lightning Arrester": Seminar Report ONDocument14 pages"Lightning Arrester": Seminar Report ONDev KumarNo ratings yet
- EDMDocument60 pagesEDMHarjot SinghNo ratings yet
- Lecture 5Document29 pagesLecture 5FarwaNo ratings yet
- EBM - (Electron Beam Machining)Document11 pagesEBM - (Electron Beam Machining)prankur giriNo ratings yet
- Power System Protection and Switchgear: Fundamentals of Protective Relaying VDocument17 pagesPower System Protection and Switchgear: Fundamentals of Protective Relaying VSampath AnbuNo ratings yet
- Advanced Manufacturing Technology (PC-ME701)Document23 pagesAdvanced Manufacturing Technology (PC-ME701)Deepak KumarNo ratings yet
- Electron Beam Machining - Lect 4Document28 pagesElectron Beam Machining - Lect 4sachhpNo ratings yet
- Edm ReportDocument47 pagesEdm ReportMr PotatoNo ratings yet
- Capacitor Discharges - Magnetohydrodynamics - X-Rays - UltrasonicsFrom EverandCapacitor Discharges - Magnetohydrodynamics - X-Rays - UltrasonicsRating: 5 out of 5 stars5/5 (1)
- Insulation Co-ordination in High-voltage Electric Power SystemsFrom EverandInsulation Co-ordination in High-voltage Electric Power SystemsRating: 4.5 out of 5 stars4.5/5 (5)
- Thermal Power PlantDocument29 pagesThermal Power Plantshamna AbdullaNo ratings yet
- Activated Sludge - Kinetic ModelDocument19 pagesActivated Sludge - Kinetic ModelDevendra SharmaNo ratings yet
- Module - 3 and 4Document72 pagesModule - 3 and 4Karthik A KulalNo ratings yet
- Central Mine Planning and Design Institute LimitedDocument6 pagesCentral Mine Planning and Design Institute LimitedTriptiNo ratings yet
- Colorimeter NewDocument22 pagesColorimeter NewKarthik RajaNo ratings yet
- Tile Adhesive Standards and Their Relevance For Tile InstallationDocument6 pagesTile Adhesive Standards and Their Relevance For Tile InstallationAhmadAlsekaweNo ratings yet
- 93234700-4702 Monolec PDFDocument6 pages93234700-4702 Monolec PDFDeltalube TangerangNo ratings yet
- Formulae and Oxidation NumbersDocument14 pagesFormulae and Oxidation NumbersDoc_CrocNo ratings yet
- EPCSC02 Staff Wegnerj Current Classes Int. Chem-Phys ICP Labs-Activities 11.6 Buoyancy PhET Lab AnswersDocument2 pagesEPCSC02 Staff Wegnerj Current Classes Int. Chem-Phys ICP Labs-Activities 11.6 Buoyancy PhET Lab AnswersAsa Ka50% (2)
- 6th Semester Project PosterDocument1 page6th Semester Project PosterJoydeep NaskarNo ratings yet
- KSSM Science Form 4 Chapter 9 9.1Document47 pagesKSSM Science Form 4 Chapter 9 9.1TSE100% (1)
- Sds Caustic SodaDocument8 pagesSds Caustic Sodaabil khausarNo ratings yet
- Infrared Technologies For Defence Systems - DRDO DSJDocument2 pagesInfrared Technologies For Defence Systems - DRDO DSJmercy calloNo ratings yet
- RADIOIMMUNOASSAYDocument4 pagesRADIOIMMUNOASSAYJansen MunioNo ratings yet
- Acoustics 4Document24 pagesAcoustics 4That GuyNo ratings yet
- Heat FlowDocument22 pagesHeat FlowIshita MongaNo ratings yet
- Fluid I - Lec 3 and 4 - ProductionDocument34 pagesFluid I - Lec 3 and 4 - Productionamr mohamedNo ratings yet
- Formula SheetDocument10 pagesFormula SheetHuraiza AsifNo ratings yet
- BoQ-Beam Retrofitting Works LandTDocument2 pagesBoQ-Beam Retrofitting Works LandTAbhijit KarpeNo ratings yet
- The Charge of The ElectronDocument3 pagesThe Charge of The ElectronSaeed AlMheiriNo ratings yet
- B 6a Aircraft Materials and Corrosion SRDocument156 pagesB 6a Aircraft Materials and Corrosion SRSumit SamanyaNo ratings yet
- Interphase Mass TransferDocument55 pagesInterphase Mass TransferRishab SrivatsaNo ratings yet
- Thermodynamics 1: Volumetric Properties of Pure FluidsDocument24 pagesThermodynamics 1: Volumetric Properties of Pure FluidsHabib Faisal Yahya100% (1)
- Sample Exit EXAM Perpared by Abel MDocument6 pagesSample Exit EXAM Perpared by Abel MTadesse MegersaNo ratings yet
- Laminar Premixed FlamesDocument84 pagesLaminar Premixed FlamesKoharudin SyahNo ratings yet
- Right Hand RuleDocument14 pagesRight Hand RuleTyra Christine Victorio FloresNo ratings yet
- Tinogard Q TdsDocument4 pagesTinogard Q TdsMarlon2370100% (1)
- Physics 715 HW 3Document18 pagesPhysics 715 HW 3Juan Manuel Orozco HenaoNo ratings yet
- Seven Stars Solar 20181107Document23 pagesSeven Stars Solar 20181107msagaliwaNo ratings yet
- Cambridge IGCSE: Combined Science 0653/42Document20 pagesCambridge IGCSE: Combined Science 0653/42septinNo ratings yet