You might also like
- EDMDocument36 pagesEDMshifas 558No ratings yet
- Electric Discharge Machining (EDM)Document65 pagesElectric Discharge Machining (EDM)Abhishek Kumar50% (2)
- EdmDocument31 pagesEdmSuvin PsNo ratings yet
- Electrical Discharge MachiningDocument6 pagesElectrical Discharge MachiningMohak Patel100% (1)
- Plasma Arc MachiningDocument24 pagesPlasma Arc MachiningArnav SharmaNo ratings yet
- Electro Chemical MachiningDocument3 pagesElectro Chemical MachiningRishi RajNo ratings yet
- Chemical MachiningDocument23 pagesChemical MachiningAbhishek Chadaga100% (6)
- Ultrasonic Machining of Brittle MaterialsDocument73 pagesUltrasonic Machining of Brittle MaterialsraghurockramNo ratings yet
- UNIT II Turret LatheDocument29 pagesUNIT II Turret LathePalak NaikNo ratings yet
- Unit-4 Advanced Machining ProcessesDocument61 pagesUnit-4 Advanced Machining ProcessesHarshalPatilNo ratings yet
- Non Traditional MachiningDocument77 pagesNon Traditional MachiningAnirudhNo ratings yet
- Abrasive Flow MachiningDocument12 pagesAbrasive Flow MachiningfhjNo ratings yet
- Ultrasonic Machinig: Click To Edit Master Title StyleDocument16 pagesUltrasonic Machinig: Click To Edit Master Title Stylebunty231No ratings yet
- ECDMDocument9 pagesECDMRobert NayakNo ratings yet
- Plasma Arc MachiningDocument18 pagesPlasma Arc MachiningStephen WeiNo ratings yet
- Chapter 1 - Introduction To Hybrid Machining ProcessesDocument31 pagesChapter 1 - Introduction To Hybrid Machining ProcessesGAURAV KUMAR100% (1)
- ECG Electrochemical Grinding Process ExplainedDocument15 pagesECG Electrochemical Grinding Process Explainedsreejith2786No ratings yet
- Plasma Arc MachiningDocument12 pagesPlasma Arc MachiningAfsarShaikhNo ratings yet
- Hybrid Machining: Made By:-Hiragar Yashkumar Dalpatbhai Guidede By:-Alok SirDocument28 pagesHybrid Machining: Made By:-Hiragar Yashkumar Dalpatbhai Guidede By:-Alok SirYash Hiragar100% (1)
- Ucmp NotesDocument46 pagesUcmp NotesAnonymous fowICTKNo ratings yet
- Workshop Practise: An IntroductionDocument21 pagesWorkshop Practise: An IntroductionjgkonnullyNo ratings yet
- Explosive WeldingDocument18 pagesExplosive WeldingShivam SharmaNo ratings yet
- Plasma Arc Machining (PAM)Document27 pagesPlasma Arc Machining (PAM)nikunjlimbachiyaNo ratings yet
- Non Traditional Machining Techniques - NotesDocument63 pagesNon Traditional Machining Techniques - Notesjayabalaji_7759100% (1)
- Abrasive Flow MachiningDocument21 pagesAbrasive Flow MachiningnidhidarklordNo ratings yet
- High Energy Rate Forming ProcessDocument8 pagesHigh Energy Rate Forming Processjasonmani90No ratings yet
- Electrical Discharge MachiningDocument16 pagesElectrical Discharge MachiningRizwan MrnNo ratings yet
- Nontraditional Machining and Thermal Cutting Processes - Chapter 26Document67 pagesNontraditional Machining and Thermal Cutting Processes - Chapter 26xharpreetxNo ratings yet
- Abrasive Flow Machining (AFM)Document21 pagesAbrasive Flow Machining (AFM)Abhishek KumarNo ratings yet
- DIe Sinker and Wire EDMDocument69 pagesDIe Sinker and Wire EDMHarjot SinghNo ratings yet
- Unit II - Turning MachinesDocument137 pagesUnit II - Turning MachinesKanda SamyNo ratings yet
- Principle Angle Single Point Cutting ToolsDocument16 pagesPrinciple Angle Single Point Cutting ToolsSoumik DasNo ratings yet
- JOining ProcessDocument16 pagesJOining Processarun t nNo ratings yet
- Abrasive Jet Machining (AJM) Process OverviewDocument31 pagesAbrasive Jet Machining (AJM) Process OverviewAbhishek KumarNo ratings yet
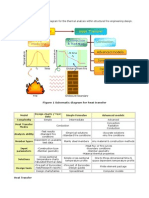
- Thermal Analysis: Figure 1 Schematic Diagram For Heat TransferDocument8 pagesThermal Analysis: Figure 1 Schematic Diagram For Heat TransferBogdan BotofanNo ratings yet
- Grinding Process OverviewDocument8 pagesGrinding Process OverviewhainerajaramanNo ratings yet
- Ultrasonic Machining (USM)Document19 pagesUltrasonic Machining (USM)RakeshSaini100% (2)
- Manufacturing Technology (MEC - 205) : Unit - 1 Introduction To Manufacturing and Metal CastingDocument74 pagesManufacturing Technology (MEC - 205) : Unit - 1 Introduction To Manufacturing and Metal CastingShridhar SavatNo ratings yet
- Mechanical Problems in Surface MicromachiningDocument24 pagesMechanical Problems in Surface MicromachiningShankarAthava100% (1)
- Unit - 6Document22 pagesUnit - 6N Dhanunjaya Rao BorraNo ratings yet
- Ion Beam MachiningDocument58 pagesIon Beam MachiningGovind Rajput50% (6)
- Abrasive Jet MachiningDocument12 pagesAbrasive Jet MachiningTejas SuratiNo ratings yet
- Me2204 Fluid Mechanics and Machinery SyllabusDocument1 pageMe2204 Fluid Mechanics and Machinery SyllabusrajapratyNo ratings yet
- BOILERSDocument34 pagesBOILERSanuranjanshardaNo ratings yet
- EXL Meso FinalDocument13 pagesEXL Meso FinalNisargaNo ratings yet
- IC FabricationDocument76 pagesIC FabricationRoshdy AbdelRassoulNo ratings yet
- Laser Beam MachiningDocument30 pagesLaser Beam MachiningcpamechaNo ratings yet
- UCMP Unit 1Document16 pagesUCMP Unit 1Sreedhar ReddyNo ratings yet
- Student Copy-Manufacturing Process SelectionDocument49 pagesStudent Copy-Manufacturing Process SelectionAnishMendisNo ratings yet
- Chapter 3 - Principles of Arc WeldingDocument32 pagesChapter 3 - Principles of Arc Weldingsipi maseleNo ratings yet
- Advanced Fine Finishing Processes on MetalsDocument10 pagesAdvanced Fine Finishing Processes on MetalsVenkatesh VenkyNo ratings yet
- Micro MillingDocument38 pagesMicro MillingBhushan ChhatreNo ratings yet
- 15ME202 Manufacturing Technology: Unit - 5 Machine ToolsDocument68 pages15ME202 Manufacturing Technology: Unit - 5 Machine ToolsMouriya0% (1)
- Electric Discharge Machining (Edm) BY: Dr. Manas Das Assistant ProfessorDocument40 pagesElectric Discharge Machining (Edm) BY: Dr. Manas Das Assistant ProfessorSrinivasanNo ratings yet
- Advanced Machining Processes Module 3: EDM and WEDM TheoryDocument33 pagesAdvanced Machining Processes Module 3: EDM and WEDM TheoryKenneth C.LinojNo ratings yet
- Non-Traditional Machining: Thermal Metal Removal Processes: Electric Discharge MachiningDocument24 pagesNon-Traditional Machining: Thermal Metal Removal Processes: Electric Discharge MachiningSatish SatiNo ratings yet
- UMP Unit IIDocument152 pagesUMP Unit IISadhasivam CNo ratings yet
- Ele Ctric Dis Cha Rge Ma ChiningDocument48 pagesEle Ctric Dis Cha Rge Ma ChiningfarizanNo ratings yet
- Electrical Discharge MachiningDocument4 pagesElectrical Discharge MachiningBijoy BalakrishnanNo ratings yet
- Jotrun TDSDocument4 pagesJotrun TDSBiju_PottayilNo ratings yet
- 20ME901 Automobile Engineering Unit 3Document74 pages20ME901 Automobile Engineering Unit 36044 sriramNo ratings yet
- EST I - Literacy Test I (Language)Document20 pagesEST I - Literacy Test I (Language)Mohammed Abdallah100% (1)
- 266 009-336Document327 pages266 009-336AlinaE.BarbuNo ratings yet
- Abbreviation Meaning Notes: Cibo ("With Food")Document4 pagesAbbreviation Meaning Notes: Cibo ("With Food")TantriNo ratings yet
- One - Pager - SOGEVAC SV 320 BDocument2 pagesOne - Pager - SOGEVAC SV 320 BEOLOS COMPRESSORS LTDNo ratings yet
- Steel Glossary RBC Capital GoodDocument10 pagesSteel Glossary RBC Capital Goodrajesh pal100% (1)
- Eole Press KitDocument15 pagesEole Press KitBob AndrepontNo ratings yet
- Design ThinkingDocument16 pagesDesign ThinkingbhattanitanNo ratings yet
- Internal Peripherals of Avr McusDocument2 pagesInternal Peripherals of Avr McusKuldeep JashanNo ratings yet
- Telecommunications TechnicianDocument4 pagesTelecommunications Technicianapi-78381064No ratings yet
- The Mars ForceDocument249 pagesThe Mars Forceridikitty100% (2)
- Rotational Equilibrium SimulationDocument3 pagesRotational Equilibrium SimulationCamille ManlongatNo ratings yet
- More Than Moore: by M. Mitchell WaldropDocument4 pagesMore Than Moore: by M. Mitchell WaldropJuanjo ThepresisNo ratings yet
- Pharma TestDocument2 pagesPharma TestMuhammad AdilNo ratings yet
- 4 TheEulerianFunctions - 000 PDFDocument16 pages4 TheEulerianFunctions - 000 PDFShorouk Al- IssaNo ratings yet
- Design & Construction of Substation 16P Painting System ComplianceDocument103 pagesDesign & Construction of Substation 16P Painting System ComplianceRamil LazNo ratings yet
- Airs-Lms - Math-10 - q3 - Week 3-4 Module 3 Rhonavi MasangkayDocument19 pagesAirs-Lms - Math-10 - q3 - Week 3-4 Module 3 Rhonavi MasangkayRamil J. Merculio100% (1)
- PedigreesDocument5 pagesPedigreestpn72hjg88No ratings yet
- GKInvest Market ReviewDocument66 pagesGKInvest Market ReviewjhonxracNo ratings yet
- PAPERBOARD QUALITYDocument8 pagesPAPERBOARD QUALITYaurelia carinaNo ratings yet
- Olympic Ayres Magic LyricsDocument1 pageOlympic Ayres Magic Lyricsjackliddy96No ratings yet
- District Wise List of Colleges Under The Juridiction of MRSPTU BathindaDocument13 pagesDistrict Wise List of Colleges Under The Juridiction of MRSPTU BathindaGurpreet SandhuNo ratings yet
- Load Frequency Control of Hydro and Nuclear Power System by PI & GA ControllerDocument6 pagesLoad Frequency Control of Hydro and Nuclear Power System by PI & GA Controllerijsret100% (1)
- Telephone Triggered SwitchesDocument22 pagesTelephone Triggered SwitchesSuresh Shah100% (1)
- Drug Study TramadolDocument7 pagesDrug Study TramadolZyrilleNo ratings yet
- Lesson Plan 2 Revised - Morgan LegrandDocument19 pagesLesson Plan 2 Revised - Morgan Legrandapi-540805523No ratings yet
- Plastic Welding: We Know HowDocument125 pagesPlastic Welding: We Know Howprabal rayNo ratings yet
- 13Document47 pages13Rohan TirmakheNo ratings yet
- Time Table Semester II 2019-2020Document18 pagesTime Table Semester II 2019-2020Shiv Kumar MeenaNo ratings yet