You might also like
- Yale j813gp-glp-gdp110vx Lift Truck Service Repair ManualDocument57 pagesYale j813gp-glp-gdp110vx Lift Truck Service Repair Manualdeena.karan5281No ratings yet
- 1.07 TIG Welding Part-2Document79 pages1.07 TIG Welding Part-2rohit mathanker100% (1)
- Mutants & Masterminds 3e - Power Profile - Darkness PowersDocument6 pagesMutants & Masterminds 3e - Power Profile - Darkness PowersMichael Morgan100% (1)
- EquilibriumDocument33 pagesEquilibriumGideon CavidaNo ratings yet
- Earthing MisconceptionsDocument2 pagesEarthing MisconceptionsAnkush SinghNo ratings yet
- Topaz Master 85t Ahtsv Vessel Spec Feb2018lrDocument6 pagesTopaz Master 85t Ahtsv Vessel Spec Feb2018lrJym GensonNo ratings yet
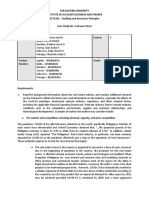
- Case Study 2 - Planning An Audit of FSDocument7 pagesCase Study 2 - Planning An Audit of FSKristine Lirose Bordeos100% (3)
- Chemical Equilibrium Updated WorksheetDocument22 pagesChemical Equilibrium Updated Worksheetmehwish razaNo ratings yet
- 08 Multiple ReactionsDocument17 pages08 Multiple ReactionsFikrie MuhdNo ratings yet
- PHY 303K Test 2 SolutionsDocument11 pagesPHY 303K Test 2 SolutionsbrunosipodNo ratings yet
- Tut 8a Multiple RxnsDocument21 pagesTut 8a Multiple RxnsMark Antony LevineNo ratings yet
- Unit Operations Past-Papers PDFDocument50 pagesUnit Operations Past-Papers PDFAnonymous vrKMTsa5q0% (1)
- Instruction Manual Air CompresorDocument20 pagesInstruction Manual Air CompresorZenaido SoldevillaNo ratings yet
- Environment Management System:a Case Study of Toyota MotorsDocument36 pagesEnvironment Management System:a Case Study of Toyota MotorsChinmay Shankar67% (3)
- DLP Day 4 Impact of Climatic PhenomenonDocument9 pagesDLP Day 4 Impact of Climatic PhenomenonMaureen Torres CastelNo ratings yet
- Multiple Reactions FinalDocument32 pagesMultiple Reactions FinalPRATEEK KUMAR DAS100% (2)
- 02 Multiple Reaction-2Document49 pages02 Multiple Reaction-2黃湘庭No ratings yet
- Lecture 7 - Optimation - 2019-20Document57 pagesLecture 7 - Optimation - 2019-20Mireia MezquitaNo ratings yet
- CHEE 321: Chemical Reaction Engineering: Module 5: Multiple ReactionsDocument31 pagesCHEE 321: Chemical Reaction Engineering: Module 5: Multiple ReactionsFati TiimochaNo ratings yet
- W4 Multiple Reaction v2Document36 pagesW4 Multiple Reaction v2NI PUTU AGNES SUARINo ratings yet
- Multiple Reactions: C A B ADocument9 pagesMultiple Reactions: C A B ApalesaNo ratings yet
- Studies The Rates and Mechanisms of Chemical Reactions and The Design of The Reactors in Which They Take PlaceDocument38 pagesStudies The Rates and Mechanisms of Chemical Reactions and The Design of The Reactors in Which They Take PlaceSrewaBenshebilNo ratings yet
- Multiple ReactionsDocument48 pagesMultiple ReactionsKiran PatilNo ratings yet
- Reaction Engineering EP 319/EP 327: Chapter 4 (Part Ii) Multiple ReactionsDocument25 pagesReaction Engineering EP 319/EP 327: Chapter 4 (Part Ii) Multiple ReactionsWoMeiYouNo ratings yet
- RXN Ch..4Document52 pagesRXN Ch..4Mathewos SadaNo ratings yet
- Chbi502 Chapter 6Document16 pagesChbi502 Chapter 6Farras HanifNo ratings yet
- Chapter Five RXNDocument96 pagesChapter Five RXNMãä Sëìfìtà Afework ßëxNo ratings yet
- CL 208 Chemical Reaction Engineering-IDocument27 pagesCL 208 Chemical Reaction Engineering-ISatkar JainNo ratings yet
- Semibatch UniDocument22 pagesSemibatch UniMelgi159100% (1)
- CEB2043 - Reaction Engineering I - Ch00 Introduction PDFDocument27 pagesCEB2043 - Reaction Engineering I - Ch00 Introduction PDFScorpion RoyalNo ratings yet
- Chemical Engineering Calculations 1 - Week 8-1Document16 pagesChemical Engineering Calculations 1 - Week 8-1Albert TayabasNo ratings yet
- Chemical Reaction Engineering: "CHEN 321"Document136 pagesChemical Reaction Engineering: "CHEN 321"Abdulrhaman AhmedNo ratings yet
- Lecture 3 - Chemical Equlibrium, Yield SelectivityDocument16 pagesLecture 3 - Chemical Equlibrium, Yield SelectivityPride PuleNo ratings yet
- Genchm280 KineticsDocument28 pagesGenchm280 KineticsDelia BratzchNo ratings yet
- Mass Balance & Reactor TheoryDocument28 pagesMass Balance & Reactor TheoryAgnes Fenesia PakpahanNo ratings yet
- Ester If Ication Off FaDocument29 pagesEster If Ication Off FaHelmi BaharNo ratings yet
- Chemical EquilibriumDocument36 pagesChemical EquilibriumTasawar Hussain DayoNo ratings yet
- Multiple ReactionDocument19 pagesMultiple ReactionHridyaAshokanNo ratings yet
- ReactorsDocument24 pagesReactorsyeeNo ratings yet
- CHP 482-Reactor Engineering II New SyllabusDocument20 pagesCHP 482-Reactor Engineering II New Syllabusgeofrey oburuNo ratings yet
- The Chemical Reaction Equation and Stoichiometry: ObjectivesDocument16 pagesThe Chemical Reaction Equation and Stoichiometry: ObjectivesMae Ann De CastroNo ratings yet
- Gr.11, Unit 3, Mod 15, L1, Reaction RatesDocument35 pagesGr.11, Unit 3, Mod 15, L1, Reaction Ratesaminbigman15No ratings yet
- CHE205 SP22 Wk8 Class TutorialDocument54 pagesCHE205 SP22 Wk8 Class TutorialKW GAMERNo ratings yet
- Chapter 4 PDFDocument62 pagesChapter 4 PDFMaisarah BalqisNo ratings yet
- Intermediate Microeconomics: Vivekananda Mukherjee Department of Economics, Jadavpur UniversityDocument15 pagesIntermediate Microeconomics: Vivekananda Mukherjee Department of Economics, Jadavpur UniversityYuraNo ratings yet
- Chemical Equilibrium in 1 Shot Me PDFDocument71 pagesChemical Equilibrium in 1 Shot Me PDFShivansh UppalNo ratings yet
- Unit 5Document51 pagesUnit 5leetianyi34No ratings yet
- Lecture # 24& 25 - Week # 15Document20 pagesLecture # 24& 25 - Week # 15Sufyan KhanNo ratings yet
- Rate Rate: Unit 5: Chemical EquilibriumDocument8 pagesRate Rate: Unit 5: Chemical EquilibriumREIGNE KRISTY CA�ADANo ratings yet
- Chapter #3F#Document30 pagesChapter #3F#fikadubiruk87No ratings yet
- Chapter 3 Chemical EquilibriumDocument35 pagesChapter 3 Chemical EquilibriumSuraj BhattaraiNo ratings yet
- ws14 1Document6 pagesws14 1Evilasio CostaNo ratings yet
- ws14 1Document6 pagesws14 1Evilasio CostaNo ratings yet
- ws14 1Document6 pagesws14 1Diana Jean Alo-adNo ratings yet
- MCC - TRB - Eee - 2021 - Answer KeyDocument39 pagesMCC - TRB - Eee - 2021 - Answer KeysabilashNo ratings yet
- Chemical Reactor Technology Lecture Notes: Module - 5Document6 pagesChemical Reactor Technology Lecture Notes: Module - 5Anonymous 6oIKmXPivNo ratings yet
- Chapter #3#Document30 pagesChapter #3#wallelgn temaNo ratings yet
- Optimization L15 16Document28 pagesOptimization L15 16Sahil chowdhryNo ratings yet
- Chemical EquilibriumDocument22 pagesChemical EquilibriumAhsan IqbalNo ratings yet
- Chemical Reaction EngineeringDocument30 pagesChemical Reaction EngineeringXheikhKaleemNo ratings yet
- Lecture 12 For Paper SavingDocument13 pagesLecture 12 For Paper Savingعبد المهيمن احمد قصيNo ratings yet
- Lec12 AnimatedDocument33 pagesLec12 Animatedharshraj.ecellNo ratings yet
- 03 Multiple ReactionsDocument49 pages03 Multiple ReactionsLê MinhNo ratings yet
- Kin Mg5 - Complex ReactionsDocument32 pagesKin Mg5 - Complex ReactionsParlaunganNo ratings yet
- UCH 1201 Principles of Chemical Engineering: StoichiometryDocument26 pagesUCH 1201 Principles of Chemical Engineering: StoichiometryMarques PhoenixNo ratings yet
- Unit 1Document31 pagesUnit 1leetianyi34No ratings yet
- 3 Units (2020/2021 Session) : CHE326: Chemical Reaction EngineeringDocument42 pages3 Units (2020/2021 Session) : CHE326: Chemical Reaction EngineeringChuka OmeneNo ratings yet
- Student AnswerDocument10 pagesStudent Answerkyle harold berkenkotterNo ratings yet
- Lecture 4Document31 pagesLecture 4nik farisNo ratings yet
- Chapter 2 Process Modelling Fundamental Relations (Self Revision) Preheater Mass BalanceDocument1 pageChapter 2 Process Modelling Fundamental Relations (Self Revision) Preheater Mass Balancenik farisNo ratings yet
- Chapter 2 Process Modelling Fundamental RelationsDocument28 pagesChapter 2 Process Modelling Fundamental Relationsnik farisNo ratings yet
- Chapter 3 Constitutive Relations (Self Revision) SolutionsDocument4 pagesChapter 3 Constitutive Relations (Self Revision) Solutionsnik farisNo ratings yet
- Egg Osmosis LabDocument4 pagesEgg Osmosis Labnik farisNo ratings yet
- SBS Smoke Density Monitor: Opacity Meter & Emission ControlDocument4 pagesSBS Smoke Density Monitor: Opacity Meter & Emission ControlJoey Leonard Felipe CaragayNo ratings yet
- Tower-Crane (1) - Đã M KhóaDocument19 pagesTower-Crane (1) - Đã M KhóaQuảng Cáo Lê Dương0% (1)
- Chlorine Industry Review 2008-2009Document44 pagesChlorine Industry Review 2008-2009Kimberly ConleyNo ratings yet
- Spentwash ManagementDocument30 pagesSpentwash ManagementAbhinav Farshi100% (1)
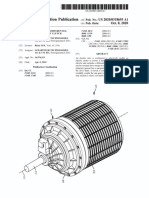
- US20200318693A1 Electric Axle With Differential Sun Gear Disconnect Clutch - SCHAEFFLER 2020Document12 pagesUS20200318693A1 Electric Axle With Differential Sun Gear Disconnect Clutch - SCHAEFFLER 2020enggtrainee2No ratings yet
- Ali Hamza Rizwan FNLDocument72 pagesAli Hamza Rizwan FNLHaris ChaudhryNo ratings yet
- Summer Training Report PP TDocument53 pagesSummer Training Report PP TPrashant JainNo ratings yet
- Citec Genesis Air Conditioner CatalogueDocument4 pagesCitec Genesis Air Conditioner CatalogueSri WidodoNo ratings yet
- HWY18FH011 PreliminaryDocument4 pagesHWY18FH011 PreliminaryFred Lamert100% (1)
- Arduino Controlled Solar-Wind Hybrid Power Generation SystemDocument32 pagesArduino Controlled Solar-Wind Hybrid Power Generation Systemsameed raheelNo ratings yet
- An IGDT-Based Day-Ahead Co-Optimization of Energy and Reserve in A VPP Considering Multiple UncertaintiesDocument13 pagesAn IGDT-Based Day-Ahead Co-Optimization of Energy and Reserve in A VPP Considering Multiple UncertaintiesVemalaiah KasiNo ratings yet
- Lasco MartelosDocument22 pagesLasco MartelosMu'minNo ratings yet
- Benzopinacol PhotochemistryDocument3 pagesBenzopinacol PhotochemistryJulius Victorius Aragon SaluriaNo ratings yet
- La RinconadaDocument17 pagesLa RinconadaSimon LenskensNo ratings yet
- Paper 2 June 2007 PhysicsDocument16 pagesPaper 2 June 2007 PhysicssolarixeNo ratings yet
- Diesel Generator E-PermitDocument7 pagesDiesel Generator E-PermitNoman AliNo ratings yet
- 3M Double Coated Tape 9731Document7 pages3M Double Coated Tape 9731Lucas HenriqueNo ratings yet
- Question No.1 Define Vibratory Motion and Give Conditions of A Vibratory Motion?Document5 pagesQuestion No.1 Define Vibratory Motion and Give Conditions of A Vibratory Motion?M.ASIM IQBAL KIANINo ratings yet
- P200h2-P220he2 (1) 001Document4 pagesP200h2-P220he2 (1) 001Carlos José Barrios InfanteNo ratings yet
- Jis B 0100 - 2013Document94 pagesJis B 0100 - 2013igormetaldata100% (1)