You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5806)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Unit2_2019Document41 pagesUnit2_2019MekineNo ratings yet
- Preview NACE+SP0192-2012Document4 pagesPreview NACE+SP0192-2012MekineNo ratings yet
- HDPE Pipe & Fittings For Water DistributionDocument5 pagesHDPE Pipe & Fittings For Water DistributionMekineNo ratings yet
- Anti-Corrosion Coating TechniquesDocument16 pagesAnti-Corrosion Coating TechniquesMekineNo ratings yet
- An Expert Guide To Accurate Cathodic Protection MeasurementsDocument32 pagesAn Expert Guide To Accurate Cathodic Protection MeasurementsMekineNo ratings yet
- Amiblu Installation Manual Buried PipesDocument60 pagesAmiblu Installation Manual Buried PipesMekineNo ratings yet
- BookChapter CorrosionmonitoringinaircraftDocument16 pagesBookChapter CorrosionmonitoringinaircraftMekineNo ratings yet
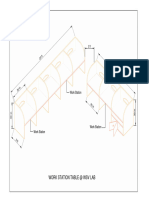
- Work Station ModelDocument1 pageWork Station ModelMekineNo ratings yet
- Pipe Wrapping & Coating SpecificationDocument14 pagesPipe Wrapping & Coating SpecificationMekineNo ratings yet
- MetalsDocument11 pagesMetalsMekineNo ratings yet
- 125382-Article Text-341697-1-10-20151109Document15 pages125382-Article Text-341697-1-10-20151109MekineNo ratings yet
- Progress and Prospects of Hydrogen Production - Opportunities and ChallengesDocument16 pagesProgress and Prospects of Hydrogen Production - Opportunities and ChallengesMekineNo ratings yet
- Corrosion Monitoring & Inhibition in Khuff Gas WellsDocument9 pagesCorrosion Monitoring & Inhibition in Khuff Gas WellsMekineNo ratings yet
- Prediction of Residual Life For Oil and Gas Pipe WDocument8 pagesPrediction of Residual Life For Oil and Gas Pipe WMekineNo ratings yet
- Microsoft Word - pn186Document4 pagesMicrosoft Word - pn186MekineNo ratings yet
- Fluke Metre Measurement of Soil ResistivityDocument4 pagesFluke Metre Measurement of Soil ResistivityMekineNo ratings yet
- Soil ResistivityDocument5 pagesSoil ResistivityMekineNo ratings yet
- Bble Verse - God's WillDocument13 pagesBble Verse - God's WillMekineNo ratings yet
- Prediction of The Residual Lifetime of Gas PipelinDocument5 pagesPrediction of The Residual Lifetime of Gas PipelinMekineNo ratings yet
- 3bble Verse - God's Will - 4Document4 pages3bble Verse - God's Will - 4MekineNo ratings yet
- Bble Verse - God's Will - 2Document20 pagesBble Verse - God's Will - 2MekineNo ratings yet
- Soil Resistivity..2Document3 pagesSoil Resistivity..2MekineNo ratings yet
- Calculate The Carbon Dioxide Equivalent Quantity of An F Gas - GOV - UKDocument5 pagesCalculate The Carbon Dioxide Equivalent Quantity of An F Gas - GOV - UKMekineNo ratings yet
- Greenhouse Gases Equivalencies Calculator - Calculations and References - US EPADocument37 pagesGreenhouse Gases Equivalencies Calculator - Calculations and References - US EPAMekineNo ratings yet
- Clean Energy Programs - US EPADocument6 pagesClean Energy Programs - US EPAMekineNo ratings yet
- 3bble Verse - God's Will - 3Document4 pages3bble Verse - God's Will - 3MekineNo ratings yet
- Coating Breakdown Factor - An Overview - ScienceDirect TopicsDocument8 pagesCoating Breakdown Factor - An Overview - ScienceDirect TopicsMekineNo ratings yet
- Chemical Composition of Lick Soils - Functions of Soil Ingestion by Four Ungulate SpeciesDocument21 pagesChemical Composition of Lick Soils - Functions of Soil Ingestion by Four Ungulate SpeciesMekineNo ratings yet
- Halt Soil Salinization, Boost Soil ProductivityDocument413 pagesHalt Soil Salinization, Boost Soil ProductivityMekineNo ratings yet
- Internships - OPEC Fund For International DevelopmentDocument3 pagesInternships - OPEC Fund For International DevelopmentMekineNo ratings yet