You might also like
- Encyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"From EverandEncyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"No ratings yet
- Unit-2 (Gasification) PDFDocument27 pagesUnit-2 (Gasification) PDFMalli ReddyNo ratings yet
- Unit 2Document10 pagesUnit 2Abbas AliNo ratings yet
- 1.2.1 - Different Types of Gasifiers and Their Integration With Gas TurbinesDocument11 pages1.2.1 - Different Types of Gasifiers and Their Integration With Gas TurbinesRene GonzalezNo ratings yet
- Hydrogen Production by Steam Reforming of HC by TopsoeDocument2 pagesHydrogen Production by Steam Reforming of HC by TopsoeMainak Sarkar100% (1)
- Lecture F13Document12 pagesLecture F13Shakeel AhmadNo ratings yet
- 2BP.2.2 - Bolhar - Operating Experiences of Large Scale Cfb-Gasification Plants For The Substitution of Fossil FuelsDocument8 pages2BP.2.2 - Bolhar - Operating Experiences of Large Scale Cfb-Gasification Plants For The Substitution of Fossil Fuelsshishko106No ratings yet
- Tar Content and Composition PDFDocument9 pagesTar Content and Composition PDFSyed Waheed Ul HasanNo ratings yet
- m4l27 PDFDocument9 pagesm4l27 PDFPappu SahNo ratings yet
- Boiler DesignJuly 2010Document44 pagesBoiler DesignJuly 2010dheerumgiNo ratings yet
- Gasification PPTDocument86 pagesGasification PPTBharat VaajNo ratings yet
- Hydrogen Gas Production by Partial OxidaDocument69 pagesHydrogen Gas Production by Partial OxidaChinwuba Samuel EbukaNo ratings yet
- The Gasification ProcessDocument4 pagesThe Gasification Processmohamed.mossad38No ratings yet
- Coal Gasification Using AspenDocument6 pagesCoal Gasification Using AspenTaniadi Suria100% (1)
- Combustion FundamentalsDocument40 pagesCombustion Fundamentalsbinu vaNo ratings yet
- Designing Steam Reformers For Hydrogen Production: Keep These Important Factors in Mind When Designing, Revamping or TroubleshootingDocument7 pagesDesigning Steam Reformers For Hydrogen Production: Keep These Important Factors in Mind When Designing, Revamping or TroubleshootingdjinxdNo ratings yet
- Emission in BFBCDocument6 pagesEmission in BFBCganesh kumar72No ratings yet
- HP4b - 2 - Vogels - Rev0604 - European Study For H2 Produ From Biomass PDFDocument7 pagesHP4b - 2 - Vogels - Rev0604 - European Study For H2 Produ From Biomass PDFJaydeep PatelNo ratings yet
- Chapter 1 2 RaisDocument9 pagesChapter 1 2 RaisirviirviNo ratings yet
- Module 3 Steam ReformingDocument33 pagesModule 3 Steam ReformingAfiq AsrafNo ratings yet
- The Foster Wheeler Gasification Technology For Biofuels: Refuse-Derived Fuel (RDF) Power GenerationDocument17 pagesThe Foster Wheeler Gasification Technology For Biofuels: Refuse-Derived Fuel (RDF) Power Generationib4uNo ratings yet
- Options For Economical Supply of Hydrogen: Special EquipmentDocument4 pagesOptions For Economical Supply of Hydrogen: Special EquipmentsaadashfaqNo ratings yet
- Tubular Reforming and Auto Thermal Reforming of NGDocument23 pagesTubular Reforming and Auto Thermal Reforming of NGJeremy Soh'100% (1)
- Integrated Low Pressure Methanol ProcessDocument20 pagesIntegrated Low Pressure Methanol ProcessKhalidMadaniNo ratings yet
- Fischer Tropsch ProcessDocument19 pagesFischer Tropsch ProcessKeenan Agape100% (1)
- BustionDocument27 pagesBustion2020828108No ratings yet
- Gasification AADocument15 pagesGasification AAأيوب شاهينNo ratings yet
- Theory of CombustionDocument19 pagesTheory of CombustionDevendra Singh DhakreyNo ratings yet
- Unit 3Document11 pagesUnit 3Shreyash UtekarNo ratings yet
- Cracking 151114162534 Lva1 App6891Document33 pagesCracking 151114162534 Lva1 App6891Truth SeekerNo ratings yet
- Technical Spec BoilerDocument13 pagesTechnical Spec Boilermochamad RasjidNo ratings yet
- Lecture9 - Hydrogen Generation Unit (HGU)Document3 pagesLecture9 - Hydrogen Generation Unit (HGU)Bipradeep GhoshNo ratings yet
- Class 11 - Bioenergy-Thermal Conversion: Green Technology - 12G6E02Document23 pagesClass 11 - Bioenergy-Thermal Conversion: Green Technology - 12G6E02sidguru chincholeNo ratings yet
- Modern Trends in Boilers and Efficiency Improvement ProgrammesDocument6 pagesModern Trends in Boilers and Efficiency Improvement ProgrammesPanneer SelvamNo ratings yet
- Waste CFB CombustionDocument15 pagesWaste CFB CombustionmihugirNo ratings yet
- 1.1 Salient Features of CFBC BoilerDocument17 pages1.1 Salient Features of CFBC BoilerJAY PARIKHNo ratings yet
- Steam Reforming or Steam Methane Reforming Is A Method For ProducingDocument4 pagesSteam Reforming or Steam Methane Reforming Is A Method For Producingtriatmi lusitaNo ratings yet
- Training Report: Rahul Gupta Ammonia PlantDocument25 pagesTraining Report: Rahul Gupta Ammonia PlantMohit MangalNo ratings yet
- Synthesis Gas Production 4Document34 pagesSynthesis Gas Production 4Aravind KumarNo ratings yet
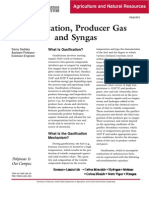
- Gasification-Producer Gas - and SyngasDocument8 pagesGasification-Producer Gas - and SyngasKVV100% (1)
- Submitted By:: Muhammad Qasim AfzalDocument13 pagesSubmitted By:: Muhammad Qasim AfzalNouman AfzalNo ratings yet
- Environmental Impacts: GasificationDocument14 pagesEnvironmental Impacts: GasificationSana RasheedNo ratings yet
- Steam ReformingDocument5 pagesSteam ReformingAshok S. PathakNo ratings yet
- Ombustion AND AFE Urnace Perations: C S F ODocument79 pagesOmbustion AND AFE Urnace Perations: C S F OTruth Seeker100% (1)
- Gasification: (Turnw2E™ Gasification Enhanced Gasification Performance)Document2 pagesGasification: (Turnw2E™ Gasification Enhanced Gasification Performance)Arini Rizal100% (1)
- In-Situ CombustionDocument11 pagesIn-Situ CombustionKunal NewalkarNo ratings yet
- Notes On Terminology and Technology in Thermal Conversion: DR Cordner Peacocke and DR Stephen JosephDocument5 pagesNotes On Terminology and Technology in Thermal Conversion: DR Cordner Peacocke and DR Stephen JosephArif Firman AjiNo ratings yet
- Fired Heater Optimization ISA ADDocument12 pagesFired Heater Optimization ISA ADNagaphani Kumar RavuriNo ratings yet
- Annular Shaft Kiln For Lime Burning With Kiln Gas Recirculation PDFDocument8 pagesAnnular Shaft Kiln For Lime Burning With Kiln Gas Recirculation PDFFerNo ratings yet
- Topsoe Steam Reforming CatDocument6 pagesTopsoe Steam Reforming CatKhairul HadiNo ratings yet
- Skripsi UI Fischer TropschDocument17 pagesSkripsi UI Fischer Tropschaisyahzafira26No ratings yet
- 08 Chapter 2Document37 pages08 Chapter 2RomanNo ratings yet
- Performance Analysis of An Engine Using Producer GasDocument53 pagesPerformance Analysis of An Engine Using Producer GasKIRAN CHERIYANNo ratings yet
- Process Heaters Furnaces and Fired Heaters PDFDocument12 pagesProcess Heaters Furnaces and Fired Heaters PDFHaris Nu'man Aulia100% (1)
- History: Coal Peat Town Gas Natural Gas Blast Furnaces Synthetic World Wars World War II Wood Gas Generators EuropeDocument3 pagesHistory: Coal Peat Town Gas Natural Gas Blast Furnaces Synthetic World Wars World War II Wood Gas Generators EuropeSumiNo ratings yet
- Reformer Convection Coils Explained PT 1 X 0Document7 pagesReformer Convection Coils Explained PT 1 X 0David PierreNo ratings yet
- Collodi Ref.9Document4 pagesCollodi Ref.9Josiph BukairNo ratings yet
- Mechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesFrom EverandMechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesNo ratings yet
- Gas Cutting - by KiranDocument40 pagesGas Cutting - by KiransridharchebroluNo ratings yet
- Journal Innovation Knowledge: Indicators Used To Measure Service Innovation and Manufacturing InnovationDocument16 pagesJournal Innovation Knowledge: Indicators Used To Measure Service Innovation and Manufacturing InnovationHj SuhaimiNo ratings yet
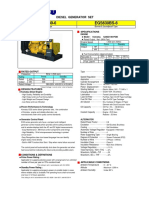
- Egs630-6 Komatsu GensetDocument2 pagesEgs630-6 Komatsu GensetimamfadiliNo ratings yet
- Aurelia Vallier SlidesDocument42 pagesAurelia Vallier SlidesSaddy KhanNo ratings yet
- Apex CheatsheetDocument4 pagesApex CheatsheetAmit GangwarNo ratings yet
- GBP Statement: Beatriz Manchado FloresDocument2 pagesGBP Statement: Beatriz Manchado Floresmr.laravelNo ratings yet
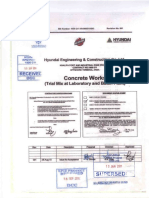
- 1000-211-V8-0000-01003 Concrete Works (Trial Mix)Document38 pages1000-211-V8-0000-01003 Concrete Works (Trial Mix)hodigojiggfjlgkdgiohghfdiohghjfNo ratings yet
- Remote Sensing GeologyDocument438 pagesRemote Sensing GeologyStalin Bryan100% (2)
- HL956FT16-WS3 Lista de RepuestosDocument75 pagesHL956FT16-WS3 Lista de RepuestosLuis SuarezNo ratings yet
- WESCAM MX-15-0503AA-SpecDocument2 pagesWESCAM MX-15-0503AA-SpecAIT FARIDNo ratings yet
- SB-165 - ASME BPVC 2021 Sección II Part BDocument6 pagesSB-165 - ASME BPVC 2021 Sección II Part BMohammad TaherNo ratings yet
- BiometricsDocument10 pagesBiometricsKrishna Murthy PNo ratings yet
- Performance Evaluation of TDL Channels For Downlink 5G MIMO SystemsDocument4 pagesPerformance Evaluation of TDL Channels For Downlink 5G MIMO SystemspruxmanNo ratings yet
- Microsoft Excel - Class 1Document12 pagesMicrosoft Excel - Class 1Carllouie De LaraNo ratings yet
- To FrameDocument5 pagesTo FrameMuhaimin RohizanNo ratings yet
- Thermal Contact Conductance - Wikipedia PDFDocument20 pagesThermal Contact Conductance - Wikipedia PDFErwin MaryNo ratings yet
- Phy12l E301Document5 pagesPhy12l E301Arvn Christian Santicruz FloresNo ratings yet
- Fire Warden Training: Richard Hagger - ConsultantDocument61 pagesFire Warden Training: Richard Hagger - ConsultantRichard Hagger100% (2)
- Cambridge O Level: Art and Design 6090/01 May/June 2020Document4 pagesCambridge O Level: Art and Design 6090/01 May/June 2020Jack KowmanNo ratings yet
- BAH Series 6000 Manguard - 113534-91Document40 pagesBAH Series 6000 Manguard - 113534-91AhmedNo ratings yet
- Political Discourse A Critical Discourse Discourse A Critical Discourse AnalysisDocument13 pagesPolitical Discourse A Critical Discourse Discourse A Critical Discourse AnalysisJennina MazoNo ratings yet
- Solidworks Inspection Data SheetDocument3 pagesSolidworks Inspection Data Sheetradule021No ratings yet
- Ex If Tool GuiDocument2 pagesEx If Tool Guipnb55No ratings yet
- Jasmi HashimDocument364 pagesJasmi HashimRudraraju ChaitanyaNo ratings yet
- Urban Bias in Community Development: Student: Tiongson Yvonne P. Instructor: Ar. Irene G. FlorendoDocument9 pagesUrban Bias in Community Development: Student: Tiongson Yvonne P. Instructor: Ar. Irene G. FlorendoYvonne TiongsonNo ratings yet
- 1020 Aseguramiento de Calidad GeneralDocument10 pages1020 Aseguramiento de Calidad GeneralJennifer Tatiana DíazNo ratings yet
- Revised Research Request Form Undergrad and Masteral Back FrontDocument4 pagesRevised Research Request Form Undergrad and Masteral Back Frontmichael tampusNo ratings yet
- Decimal To BinaryDocument3 pagesDecimal To BinaryAngel AntonioNo ratings yet
- Rating and OTB RatingDocument7 pagesRating and OTB RatingpontathesmithjapanNo ratings yet
- Manufacturing Process AssignmentDocument5 pagesManufacturing Process AssignmentPalani SuntharajanNo ratings yet