We Take A Closer Look
ea)
Applied Technical Services
METALLURGICAL FAILURE ANALYSIS OF SUPPORT
COLUMN C47
ATS JOB # 405953
PURCHASE ORDER # 23006964
Prepared for
STEVE JACKSON
CAROWINDS
14523 CAROWINDS BOULEVARD
CHARLOTTE, NC 28273
Digitally signed by
John Miller
Date: 2023.08.23
Prepared by. 10:20:57 -04'00"
John Miller, P.E., Senior Metallurgist 1
Digitally signed by Ronald J
IL. Partington
4 omensllor Date 20230823 103701
Reviewed by.
Ronald J. Parrington, P. = FAST, Group Manager
ftso 300]
Professional Engineors and Sevenists
Design + Consulting » Testing and Inspaction
bars in AAFS, ACS, ANS, ASM, ASME, ASNT, ASQ, ASTM, AWS, BONA, FSCT, IAAI. WCA, NACE, NCSL, NEPA, SAFS, TAPP
(GEORGIA SOCIETY OF PROFESSIONAL ENGINEERS, NATIONAL SOCIETY OF PROFESSIONA
Applied Technical Services| +1(888) 287-5227
Contact Steve Jackson Date ‘August 22, 2023
Customer Carowinds Purchase Order 23006964
14523 Carowinds Boulevard
Charlotte, NC 28273
Subject
Metallurgical Failure Analysis of Support Column C47
Material
AISI 1015 Carbon Steel
Objective and Background
A steel tube support column was submitted to Applied Technical Services (ATS) to determine the cause(s) of failure per
ATS Procedure MAT-P-931 Rev. 2. The support column was part of a rollercoaster located outside in the front gate area
of the park and experienced temperature ranges from 40-110 °F. The support column was located at turn in the roller
coaster and was placed in service In 2015 with an expected service life of 50+ years. The 58,000 Ib. roller coaster train
cycled once per minute.
Test Procedure and Results
Visual inspection
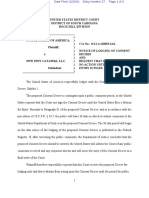
AA screenshot of the mated fracture surfaces provided by the customer is shown in Figure 1 indicating the labeling
scheme for the samples. Photographs of the as received samples are shown in Figures 2 and 3. The samples were
separated into the weld side and tube side sections. Photographs of both the weld side and tube side fracture surface
corresponding to the intrados of the track curve are shown in Figure 4 exhibiting ratchet marks. Ratchet marks are
‘macroscopically visible lines or shear ledges on a fatigue fracture surface that run parallel to the overall direction of
crack propagation and result from the intersection of fatigue cracks propagating from multiple origins. The fracture at
that location was adjacent to the weld joining the 45° support to the vertical support column. As the circumferential
‘weld became more vertical, the fracture began to propagate through the base metal of the vertical support column
(Figure 5). & crack branch following the weld which terminated after approximately one inch was observed. The fracture
surface as the fracture began to propagate through the base metal of the support column exhibited a chevron pattern
indicating the direction of propagation of the fracture. A chevron pattern isa fractographic pattern of radial marks that
resemble nested letters “V". Portions of the fracture surface from both sides of the fracture were sectioned and further
documented (Figure 7)
‘The fracture surface was examined using an optical microscope capable of magnification up to 100X. The ratchet marked
region exhibited beach marks on both the weld side and tube side of the fracture surface (Figure 8). Beach marks are
‘macroscopically visible semi-eliptical or elliptical lines on a fatigue fracture surface that mark successive positions of the
advancing crack front. They run perpendicular to the overall direction of crack propagation. Beach marks are created by
crack arrests resulting in surface oxide thickness differences on either side of the beach marks or by changes in stress
intensity resulting in surface texture differences on either side of the beach marks. Beach marks serve to identify the
failure mechanism as fatigue and the shape of beach marks serves to locate the fracture origin(s). The shape of the
beach marks as well as the location of the ratchet marks indicated the fracture originated at the outer diameter (OD) of
‘the support column at the toe of the weld. The weld is a notch-like feature that acted as a stress raiser and concentrated
local stresses. The fracture surface adjacent to the ratchet marked region exhibited arrest marks (Figure 9) indicating the
continued cyclic loading conditions outside of the original fatigue region.
‘ATS 004,07/2021 Page of 20, Ts 405953
Applied Technical Services| +1(888) 287-5227 | wwwratslab.com
‘Scanning Electron Micrascopy
The fracture surface was examined at higher magnifications using a scanning electron microscope (SEM). The fracture
surface exhibited mechanical damage and oxidation product which obscured any fine fractographic features (Figure 10}.
‘Attempts to clean the fracture surface did not significantly remove the corrosion product or reveal any fine fractographic
features.
Metallography
‘Alongitudinal section through fracture origin region in the ratchet marked area of the fracture surface was prepared per
[ASTM £3-14(2017], Standard Practice for Preparation of Metallographic Specimens. The fracture surface was
perpendicular to the axis of the support column indicating a brittle fracture mechanism (Figure 11). The fracture
originated at the toe of the weld in the hest affected zone (HAZ). Figure 12 shows a higher magnification of the fracture
origin atthe toe of the weld. Secandary cracks were observed adjacent to the fracture origin in the HAZ (Figure 13)
Secondary cracks are indications of multiple fatigue origins. The microstructure of the weld consisted of acicular ferrite
(Figure 14, top). The microstructure of the HAZ consisted of acicular ferrite and pearlite (Figure 14, bottom). The
‘microstructure of the support column base metal consisted of pearlte and ferrite (Figure 15). No microstructural
abnormalities were observed that would have contributed to the failure.
Mechanical Testing
The tensile strength of the tube adjacent to the fracture was tested per ASTM A370-22, Standard Test Methods and
Definitions for Mechanical Testing of Steel Products. The tensile results are shown in Table |
‘The impact strength of the tube was measured per ASTM A370-22 at -12'C. The results are shown in Table lI. The tube
met the minimum value of 27 J specified by the customer.
‘A microindentation hardness traverse was performed from the center of the weld into the base metal of the support
column per ASTM E92-23, Standard Test Method for Vickers Hardness and Knoop Hardness of Metallic Materials. The
results are shown in Table Ill. The weld and HAZ were slightly harder than the base metal. This is considered god practice
with a weld as it provides higher fatigue resistance at the weld area.
Chemical Analysis
The chemical composition of the tube was analyzed using ASTM £415-21, Standard Test Method for Analysis of Carbon
and Low-Alloy Steel by Spork Atomic Emission Spectrometry, as a guide. The tube was consistent with AIS! 1015 carbon
steel. Detailed results of the analysis are shown in Table IV.
‘ATS 084, 07/2023, Page 2of 20 ATS # 405953
Applied Technical Services| +1(888) 287-5227 | voww.atslab.com
Discussion and Conclusions
The presence of macro features such as ratchet marks and beach marks as well as secondary crack microfeatures
indicate the fracture in the support column was the result of unidirectional bending fatigue (Ie, fracture under cyclic
loading). The fracture originated at the toe of the weld and propagated around the circumference of the support column
Until the remaining cross-sectional area was no longer able to support the applied stresses leading to the final fracture
of the support column.
Fatigue occurs at loads typically below the yield strength of a material and can be accelerated by the presence of stress
concentrators, a geometric or mechanical notch that intensifies local stresses. The fracture occurred at the toe of the
weld which acted as a rapid change in radius of the support column. The rapid change in radius was a stress raiser that
accelerated the formation and propagation of the fatigue fracture.
The support column was consistent with AIS! 1015 carbon steel with a tensile and yield strength of 67,500 psi and
46,500 psi, respectively. The average impact strength of the support column was 174 J (128 ft.lb.) at -12°C. The hardness
of the weld was higher than the base metal. The microstructure of the weld consisted of acicular ferrite. The
microstructure of the HAZ consisted of acicular ferrite and pearlite. The microstructure of the base metal consisted of
pearlite and ferrite
ats 044, 07/2021, Page of 20 A738 405953
TS 08¢, 07/2021
Applied Technical Services| +2(888) 287-5227 | www.atslab.com
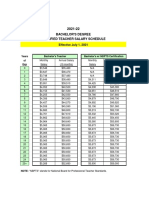
Table I: Tensile Results
Property Tube
Tensile Strength | 67,500 psi
Yield Strength | 46,500 psi
% Elongation | 36%
Table Il: Charpy Impact Results
Sample _| Impact Energy | Lateral Expansion (mil) | % Shear
1 [i743 (128 feb) 30 100%
2 [174 (128 fb) Bt 100%
3472) (227 feb) 82 1.00%
Average | 174 J (128 ft.lb.) 84 100%
Table Ill: Microindentation Hardness (HV)
Location | Distance from Weld Center | Hardness
Center 203
Weld 0.013" 203
0.023" 186
0.039" 176
0.052" 163
baie 0.065" 151
0.078" 164
0.091" 150
Base 0.1047 143
Metal 0.117" 147
0.130" 139
Page 4of 20
ATS # 405953
Applied Technical Services| +1(888) 287-5227 | wunw.atslab.com
Table IV: Chemical Composition (Wt. %)
Element c | mn | P s si | wi | cr | Mo} wf] a | v | fe
Requirements | 0.12 | 930 | 0040] ooso] _ | _ | _ | _
(a) 0.18 | 0.60 | max | max ee
ats#1 | 0.13 | 0.48 | 0.014 | 0.006 | 0.18 | 0.02 | <0.01 | 0.01 | <0.01 | 0.06 | <0.01 | Matrix
(a) ASM Metals Handbook, Vol. 1, 10th edition, 1015 Carbon Steel
ats044, 07/2021 Page of 20, Ts 405953
‘75 084, 07/2021
Applied Technical Services| +1(888) 287-5227 | wwwatslab.com
Intrados
of track
4
| turn
q
Figure 1: Screenshot of the mated fracture surfaces from the support column.
Page 6 of 20,
ATS # 405953
Applied Technical Services| +1(888) 287-5227 | www.atslab.com
Figure 2: Photographs of the weld side of the fractured support column. The arrows
indicate the location of the weld attaching the two columns at a 45° angle.
‘ats 0a4, 07/2021 Page 7 of20 ATS 405953
Applied Technical Services| #1(888) 287-5227 | w
Figure 3: Photographs of tube side of the fractured support column.
‘ATS 004, 07/2021 Page 8of 20 ATS #405953
Applied Technical Services| +1(888) 287-5227 | www.atslab.com
‘Watetals Testing | Engineering / NDT Calibrations
170.423.1400,
Figure 4: Photographs of the fracture surface at the intrados side of the support column
‘on the weld side (top) and corresponding fracture surface on the tube side (bottam).
Both fracture surfaces exhibit ratchet marks indicating multiple-origin fatigue.
ats 044, 07/2021 Page 9 of 20 ATS 405953
Applied Technical Services| +1(888) 287-5227 | www.atslab.com
mT
i Testing / Engineering | NOT /albretens
ree 70.423.1400
jaisiab.com
pep
Figure 5: Photograph of the weld side fracture where the fracture (black arrow} no
longer follows the weld (bracket). A crack branch (red arrow) does follow the weld
before terminating,
TS 04a, 07/2021 Page 100f 20 ATS 405953
Applied Technical Services| +1(888) 287-5227 |
Figure 6: Photograph of the tube side fracture surface away from the ratchet marked
region exhibiting chevrons (red arrows) indicating the direction of propagation (white
arrow).
{ATS 048, 07/2021 Page 11 of 20 ATS # 4059
Applied Technical Services| +1(888) 287-5227 | www.atslab.com
Figure 7: Photographs of the sectioned portions from the weld side (rop) and tube side
(bottom) fractures at the center of the ratchet marked region.
‘ATS 044, 07/2021, Page 120f 20 ATS #408953
Applied Technical Services| +1(888) 287-5227 | wwrw.atslab.com
Figure 8: Macrographs of the center of the ratchet marked region of the weld
side (top) and tube side (bottom) fracture surfaces exhibiting ratchet marks
(black arrows) and beach marks (dashed lines).
aTs048, 07/2021, Page 13 of 20 ATS 405953
Applied Technical Services| +1(888) 287-5227 | www.atslab.com
Figure 9: Macrograph of the fracture surface adjacent to the ratchet marked
region exhibiting subtle arrest marks or beach marks (arrows).
‘ATS 044, 07/2021 Page 14of 20 ‘ATS # 405953
Figure 10: SEM image of the ratchet marked region of the weld side fracture
surface exhibiting oxidation and mechanical damage obscuring any fine
fractographic features
aTs044, 07/2021, Page 15 0f 20 ATS #405953
Applied Technical Services| +1(888) 287-5227 | wwwaatslab.com
Tube
side
Fracture
Surface
Weld
side
Etchant: Nital
Figure 11: Micrograph of the longitudinal section through the fracture surface
showing the origin (white arrows) at the toe of the weld.
ATS 004, 07/2021 Page 16020 ATS # 405953
Applied Technical Services| +1(888) 287-5227 | www.atstab.com
racture
Surface
Etchant: Nital
Figure 12: Micrographs in the as polished (top) and etched (bottom) conditions
of the weld side fracture origin (arrows) showing the fracture origin at the weld
toe.
‘nts 044, 07/2021 Page 17 of 20 TS 4 405953
Applied Technical Services| +1(888) 287-5227 | www.atslab.com
etchant: Nital
Figure 13: Micrographs in the as polished (top) and etched conditions (bottom)
of the origin white arrows) on the tube side ofthe fracture surface exhibiting
secondary cracks (black arrows).
T5044, 07/2021 Page 18 of 20 ATS 405953
Applied Technical Services| +1(888) 287-5227 | www.atslab.com
Figure 14: Micrographs of the typical weld (tap) and HAZ (bottom)
microstructures.
The weld microstructure consists of acicular ferrite grains. The HAZ
microstructure consists of acicular ferrite (light) and pearlite (dark)
‘ATS.044, 07/2021, Page 19 of 20 ats 405983
wwww.atslab.com
Applied Technical Services| +1(888) 287-5227 |
ferrite (light) and pearlite (dark).
ATS #405953,
Page 200f 20
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5796)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Complaint Evagelia Eustathiou RedactedDocument2 pagesComplaint Evagelia Eustathiou RedactedHank LeeNo ratings yet
- Attorney Letter To Nate MorabitoDocument3 pagesAttorney Letter To Nate MorabitoHank Lee100% (1)
- Lincoln DPI Letter and Report 11-21Document10 pagesLincoln DPI Letter and Report 11-21Hank LeeNo ratings yet
- NCDPI Transportation Services Report Gaston County SchoolsDocument19 pagesNCDPI Transportation Services Report Gaston County SchoolsHank LeeNo ratings yet
- Stanly Letter 21-22Document5 pagesStanly Letter 21-22Hank LeeNo ratings yet
- Rowan-Salisbury Schools Bus Inspection ReportDocument5 pagesRowan-Salisbury Schools Bus Inspection ReportHank LeeNo ratings yet
- North Carolina Teacher Salary SchedulesDocument24 pagesNorth Carolina Teacher Salary SchedulesHank LeeNo ratings yet
- Charlotte-Mecklenburg Schools Bus Inspection LetterDocument4 pagesCharlotte-Mecklenburg Schools Bus Inspection LetterHank LeeNo ratings yet
- Union County Schoosl Bus Inspecton LetterDocument5 pagesUnion County Schoosl Bus Inspecton LetterHank LeeNo ratings yet
- Cabarrus County Letter BusDocument4 pagesCabarrus County Letter BusHank LeeNo ratings yet
- CRVA Talking Points For Executives and Board Members From CEO Tom MurrayDocument1 pageCRVA Talking Points For Executives and Board Members From CEO Tom MurrayHank LeeNo ratings yet
- Senior Administrator of Expanded Learning PartnershipsDocument2 pagesSenior Administrator of Expanded Learning PartnershipsHank LeeNo ratings yet
- New Indy Proposed SettlementDocument44 pagesNew Indy Proposed SettlementHank LeeNo ratings yet
- NC Price Verification Summary ReportDocument3 pagesNC Price Verification Summary ReportHank LeeNo ratings yet
- NCSA - Report On Law Enforcement Professionalism - Update Jan 2022Document32 pagesNCSA - Report On Law Enforcement Professionalism - Update Jan 2022Hank LeeNo ratings yet
- New Indy Containerboard Legal UpdateDocument2 pagesNew Indy Containerboard Legal UpdateHank LeeNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)