You might also like
- Structural Support Design Guidelines 8-25-16 PDFDocument17 pagesStructural Support Design Guidelines 8-25-16 PDFsbalu12674No ratings yet
- Post Installed Shear Reinforcement HZA P Technical Information ASSET DOC LOC 2521845Document33 pagesPost Installed Shear Reinforcement HZA P Technical Information ASSET DOC LOC 2521845Constantin BulichiNo ratings yet
- Guía para Tapones de CementoDocument15 pagesGuía para Tapones de CementoJunnior López PintadoNo ratings yet
- Building A Solid Foundation For Your Mill: Author: Jeff BelkeDocument5 pagesBuilding A Solid Foundation For Your Mill: Author: Jeff BelkeandradeinsuaNo ratings yet
- Assembly and Tensioning of High Strength Bolts andDocument14 pagesAssembly and Tensioning of High Strength Bolts andKirtichandraKomarrajuNo ratings yet
- Method Statement Installation of Sheet PileDocument9 pagesMethod Statement Installation of Sheet PileRonnie Jungco SarmientoNo ratings yet
- Installation Guide for PVC PipesDocument24 pagesInstallation Guide for PVC Pipessgm6911No ratings yet
- Chapter 9 Bearings and Expansion Joints: WSDOT Bridge Design Manual M 23-50.06 Page 9-I July 2011Document34 pagesChapter 9 Bearings and Expansion Joints: WSDOT Bridge Design Manual M 23-50.06 Page 9-I July 2011Sravanthi MeharNo ratings yet
- Busway Installation & MaintenanceDocument18 pagesBusway Installation & Maintenanceminhtutran1983No ratings yet
- Chapter 9 Bearings & Expansion Joint PDFDocument34 pagesChapter 9 Bearings & Expansion Joint PDFRamesh P KoiralaNo ratings yet
- Geotech Monitoring Settlement Gages & RodsDocument30 pagesGeotech Monitoring Settlement Gages & RodsarslanpasaNo ratings yet
- Drilling Assembly Handbook SmithDocument198 pagesDrilling Assembly Handbook SmithAboZaidNo ratings yet
- Fitting Fixing Angles GuideDocument22 pagesFitting Fixing Angles GuideNgo ManNo ratings yet
- Niigata - Replacing Bottom Plates of Oil Storage TanksDocument7 pagesNiigata - Replacing Bottom Plates of Oil Storage TanksJohnson Olarewaju100% (2)
- 011-Repl of Kiln Shell Under TyreDocument32 pages011-Repl of Kiln Shell Under Tyremkpq100% (3)
- Roatary Actuators - Micromatic Repair Manual - 26-17-0116Document10 pagesRoatary Actuators - Micromatic Repair Manual - 26-17-0116tungNo ratings yet
- Stitching Concrete Pavement Cracks and JointsDocument0 pagesStitching Concrete Pavement Cracks and Jointsmariostructural2010No ratings yet
- Fatigue cracking and crankshaft failureDocument6 pagesFatigue cracking and crankshaft failureMohammad Tushar BhuyanNo ratings yet
- Slew Drive Installation and Maintenance ManualDocument11 pagesSlew Drive Installation and Maintenance ManualJoão Márcio de MirandaNo ratings yet
- 26 418Document6 pages26 418ari_prasNo ratings yet
- Section 2: ChassisDocument10 pagesSection 2: ChassisvinodpipeshdholpurNo ratings yet
- Breakage of The Tightening Stud of Cyl - CoverDocument5 pagesBreakage of The Tightening Stud of Cyl - Coverstergios meletisNo ratings yet
- Install Hollow Core Floor SlabsDocument24 pagesInstall Hollow Core Floor SlabsVishant ChandraNo ratings yet
- Case Study For Structural Beam FailureDocument7 pagesCase Study For Structural Beam FailureRakesh RanjanNo ratings yet
- Slabstress Freyssinet 713 PDFDocument16 pagesSlabstress Freyssinet 713 PDFkom1984No ratings yet
- Plug-Back CementingDocument14 pagesPlug-Back CementingAli AliievNo ratings yet
- Manual FOR Cooling Tower: Installation, Operation and MaintenanceDocument65 pagesManual FOR Cooling Tower: Installation, Operation and Maintenancesatfas100% (1)
- Construction Methodology For TG Pedestal Column - R2Document11 pagesConstruction Methodology For TG Pedestal Column - R2Hariom Gupta100% (1)
- Installation - Ring Gear Installation ManualDocument31 pagesInstallation - Ring Gear Installation ManualManuel Ortiz86% (7)
- Method StatementDocument15 pagesMethod StatementKrushna RamaNo ratings yet
- API-653 Tank Inspection Sample ReportDocument19 pagesAPI-653 Tank Inspection Sample Reportツ ツ93% (15)
- Liner Cementing Techniques and CalculationsDocument18 pagesLiner Cementing Techniques and CalculationsAli Aliiev100% (2)
- Pumput Ja Putkistot MitoitusohjeDocument12 pagesPumput Ja Putkistot Mitoitusohjevipul anandNo ratings yet
- Piling SpecsDocument6 pagesPiling SpecsElvis GrayNo ratings yet
- Pump Installation GuideDocument12 pagesPump Installation GuideJohnNo ratings yet
- 05-11 QCS 2014Document8 pages05-11 QCS 2014Raja Ahmed HassanNo ratings yet
- Assembly and Tensioning of High Strength Bolts and Nuts: Technical Note 62Document12 pagesAssembly and Tensioning of High Strength Bolts and Nuts: Technical Note 62rajuajiNo ratings yet
- Catalog Slope Indicator Full 2011Document98 pagesCatalog Slope Indicator Full 2011Jeanpierre MendozaNo ratings yet
- Elements of Pipe DesignDocument49 pagesElements of Pipe DesignAnonymous 4rMVkArNo ratings yet
- Conveyor PDFDocument27 pagesConveyor PDFsilswal1988No ratings yet
- Rockbreaker System General Installation PDFDocument70 pagesRockbreaker System General Installation PDFhidrastar123100% (3)
- PTA Guidance Note GN01 - Post-Formed Holes Through PT SlabsDocument2 pagesPTA Guidance Note GN01 - Post-Formed Holes Through PT Slabsalan_jalil9365No ratings yet
- Construction Techniques For Segmental Concrete BridgesDocument21 pagesConstruction Techniques For Segmental Concrete BridgesSam Ang KeoNo ratings yet
- Hilti - Post-Installed - Rebar - Design - Manual - 2019Document85 pagesHilti - Post-Installed - Rebar - Design - Manual - 2019patrickhoyer93No ratings yet
- MM01001 enDocument32 pagesMM01001 enmahmoud yarahmadiNo ratings yet
- Anchor BlockDocument26 pagesAnchor BlockSteven CurtisNo ratings yet
- Brittle Fracture in Steel StructuresFrom EverandBrittle Fracture in Steel StructuresG.M. BoydNo ratings yet
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- Sewage Disposal Works: Their Design and ConstructionFrom EverandSewage Disposal Works: Their Design and ConstructionNo ratings yet
- Steam Turbines A Book of Instruction for the Adjustment and Operation of the Principal Types of this Class of Prime MoversFrom EverandSteam Turbines A Book of Instruction for the Adjustment and Operation of the Principal Types of this Class of Prime MoversRating: 5 out of 5 stars5/5 (2)
- Automotive Machining: A Guide to Boring, Decking, Honing & MoreFrom EverandAutomotive Machining: A Guide to Boring, Decking, Honing & MoreRating: 4.5 out of 5 stars4.5/5 (11)
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!From EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Rating: 5 out of 5 stars5/5 (2)
- A Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesFrom EverandA Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesRating: 5 out of 5 stars5/5 (1)
- Damages on Pumps and Systems: The Handbook for the Operation of Centrifugal PumpsFrom EverandDamages on Pumps and Systems: The Handbook for the Operation of Centrifugal PumpsRating: 4.5 out of 5 stars4.5/5 (2)
- School of Education, Arts and Sciences General Education Area 1 SEMESTER S.Y 2021-2022Document4 pagesSchool of Education, Arts and Sciences General Education Area 1 SEMESTER S.Y 2021-2022JaylordPalattaoNo ratings yet
- The Manning EquationDocument10 pagesThe Manning EquationFederico LeonNo ratings yet
- Technology Class ResumeDocument4 pagesTechnology Class Resumeapi-259588430No ratings yet
- My Watch Runs WildDocument3 pagesMy Watch Runs WildLarissa SnozovaNo ratings yet
- Altered Ventilatory Function Assessment at Pamantasan ng CabuyaoDocument27 pagesAltered Ventilatory Function Assessment at Pamantasan ng Cabuyaomirai desuNo ratings yet
- Christos A. Ioannou & Dimitrios A. Ioannou, Greece: Victim of Excessive Austerity or of Severe "Dutch Disease"? June 2013Document26 pagesChristos A. Ioannou & Dimitrios A. Ioannou, Greece: Victim of Excessive Austerity or of Severe "Dutch Disease"? June 2013Christos A IoannouNo ratings yet
- Ginglen 2022 - Necrotizing Enterocolitis - StatPearlsDocument8 pagesGinglen 2022 - Necrotizing Enterocolitis - StatPearlsBee GuyNo ratings yet
- DSC analysis of hair denaturationDocument2 pagesDSC analysis of hair denaturationDiosel Rezia PrazaNo ratings yet
- Sem Iii Sybcom Finacc Mang AccDocument6 pagesSem Iii Sybcom Finacc Mang AccKishori KumariNo ratings yet
- 0520 Int OTG P4 MSDocument12 pages0520 Int OTG P4 MSTrévina JosephNo ratings yet
- Little ThingsDocument3 pagesLittle ThingszwartwerkerijNo ratings yet
- Bài Tập Phần Project ManagementDocument11 pagesBài Tập Phần Project ManagementhunfgNo ratings yet
- IT-02 Residential StatusDocument26 pagesIT-02 Residential StatusAkshat GoyalNo ratings yet
- DaburDocument3 pagesDaburchiru94No ratings yet
- 24.ratios, Rates and Proportions PDFDocument9 pages24.ratios, Rates and Proportions PDFMilsonNo ratings yet
- Climate Change Survivor GameDocument22 pagesClimate Change Survivor Game许凉发No ratings yet
- The Accidental AddictsDocument6 pagesThe Accidental AddictsnorthandsouthnzNo ratings yet
- 21st Century Literary GenresDocument2 pages21st Century Literary GenresGO2. Aldovino Princess G.No ratings yet
- SolidWorks2018 PDFDocument1 pageSolidWorks2018 PDFAwan D'almightyNo ratings yet
- Optical Fiber Communication Case Study on Material DispersionDocument5 pagesOptical Fiber Communication Case Study on Material DispersionAyush SharmaNo ratings yet
- AlternatorDocument3 pagesAlternatorVatsal PatelNo ratings yet
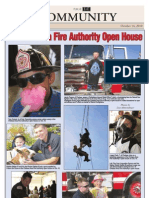
- CAFA Open House HighlightsDocument1 pageCAFA Open House HighlightsDaniel LaiNo ratings yet
- Cheat Codes SkyrimDocument13 pagesCheat Codes SkyrimDerry RahmaNo ratings yet
- The Beggar's Opera by Gay, John, 1685-1732Document50 pagesThe Beggar's Opera by Gay, John, 1685-1732Gutenberg.orgNo ratings yet
- Data DependDocument29 pagesData DependsheenaneesNo ratings yet
- Gen 001 Sas 4Document4 pagesGen 001 Sas 4Michael MarzonNo ratings yet
- MKTG 2126 - Assignment 3Document2 pagesMKTG 2126 - Assignment 3omar mcintoshNo ratings yet
- Frequently Asked Questions About Ailunce HD1: Where Can Find HD1 Software & Firmware?Document5 pagesFrequently Asked Questions About Ailunce HD1: Where Can Find HD1 Software & Firmware?Eric Contra Color0% (1)
- Financial ManagementDocument2 pagesFinancial ManagementSanna KazmiNo ratings yet
- Bai Tap Bo TroDocument6 pagesBai Tap Bo TroKhiết TrangNo ratings yet