You might also like
- Metals 12 01913 v2Document16 pagesMetals 12 01913 v2Aníbal DI LUCHNo ratings yet
- RESID. STRESS - Experiments and Numerical Simulations of The Annealing Temperature Influence in S700MCDocument26 pagesRESID. STRESS - Experiments and Numerical Simulations of The Annealing Temperature Influence in S700MCGabriel PaesNo ratings yet
- Wire-Feed Additive Manufacturing of Metal Components: Technologies, Developments and Future InterestsDocument17 pagesWire-Feed Additive Manufacturing of Metal Components: Technologies, Developments and Future Interestsgino andradeNo ratings yet
- Metal 3D Printing As A Disruptive Technology For SuperalloysDocument4 pagesMetal 3D Printing As A Disruptive Technology For Superalloys13sandipNo ratings yet
- Metal 3D Printing As A Disruptive Technology For SuperalloysDocument4 pagesMetal 3D Printing As A Disruptive Technology For SuperalloysUtkarsh AnandNo ratings yet
- WAAMDocument6 pagesWAAMAníbal DI LUCHNo ratings yet
- Effect of Welding Parameters On Microstructure and Mechanical Properties of Mild Steel Components Produced by WAAMDocument16 pagesEffect of Welding Parameters On Microstructure and Mechanical Properties of Mild Steel Components Produced by WAAMNicollasNo ratings yet
- High Deposition Wire Arc Additive Manufacturing of Mild Steel - Strategies and Heat Input Effect On Microstructure and Mechanical PropertiesDocument12 pagesHigh Deposition Wire Arc Additive Manufacturing of Mild Steel - Strategies and Heat Input Effect On Microstructure and Mechanical PropertiesNabeelNo ratings yet
- Additive MFG Paper Final Version PDFDocument71 pagesAdditive MFG Paper Final Version PDFLuis SantacruzNo ratings yet
- Microstructural and Mechanical Properties of Novel Co-Free Maraging Steel M789 Prepared by Additive ManufacturingDocument16 pagesMicrostructural and Mechanical Properties of Novel Co-Free Maraging Steel M789 Prepared by Additive Manufacturingzbigniew3brytanNo ratings yet
- 2024-AMBench-718 Phase Evolution PDFDocument16 pages2024-AMBench-718 Phase Evolution PDFLuis SantacruzNo ratings yet
- 2001 - Problems of Accuracy Control in Cold FormingDocument6 pages2001 - Problems of Accuracy Control in Cold FormingNguyen Hoang DungNo ratings yet
- Theoretical and Applied Fracture Mechanics: D.G. Karalis, V.J. Papazoglou, D.I. PantelisDocument8 pagesTheoretical and Applied Fracture Mechanics: D.G. Karalis, V.J. Papazoglou, D.I. PantelismonikeshNo ratings yet
- Finite Element Modeling of Multi-Pass Welding and Shaped Metal Deposition ProcessesDocument17 pagesFinite Element Modeling of Multi-Pass Welding and Shaped Metal Deposition ProcessesDuarte NetoNo ratings yet
- At Source Management in Wire-Arc Additive Manufacturing Process For Al MG and Al-Si AlloysDocument13 pagesAt Source Management in Wire-Arc Additive Manufacturing Process For Al MG and Al-Si AlloysЛео ЖабревNo ratings yet
- Ding 2015Document17 pagesDing 2015agilan89No ratings yet
- 1 s2.0 S2214860422004390 MainDocument12 pages1 s2.0 S2214860422004390 Mainlethao2011No ratings yet
- Preliminary Study On Rapid Prototyping TechnologyDocument11 pagesPreliminary Study On Rapid Prototyping Technology开始关心你No ratings yet
- Important PaperDocument11 pagesImportant PaperrahulNo ratings yet
- Metals 11 00555Document12 pagesMetals 11 00555Faysal KhanNo ratings yet
- 1 s2.0 S0143974X22004941 MainDocument14 pages1 s2.0 S0143974X22004941 MainJosé RiquelmeNo ratings yet
- 18 06 Msec MetalDocument6 pages18 06 Msec MetalBenjamin JenettNo ratings yet
- Cold Metal Transfer Based Wire Arc Additive Manufacturing: Bunty Tomar S. ShivaDocument20 pagesCold Metal Transfer Based Wire Arc Additive Manufacturing: Bunty Tomar S. ShivaTEJENDRA SINGH SINGHALNo ratings yet
- Process Variable Optimization in The Cold Metal Transfer Weld Repair of Aerospace ZE41A-T5 Alloy Using Central Composite DesignDocument9 pagesProcess Variable Optimization in The Cold Metal Transfer Weld Repair of Aerospace ZE41A-T5 Alloy Using Central Composite DesignSREEJITH S NAIRNo ratings yet
- Integrating Thermal Management Networks in Structures by Friction Stir ChannellingDocument4 pagesIntegrating Thermal Management Networks in Structures by Friction Stir ChannellingRabindra Prasad Research Scholar, Mechanical Engg., IIT (BHU)No ratings yet
- 1 s2.0 S2214785321061964 MainDocument8 pages1 s2.0 S2214785321061964 MainDr.K.Dilip kumarNo ratings yet
- Effects of WAAM Process Parameters On Metallurgical and Mechanical Properties of Ti-6Al-4V DepositsDocument10 pagesEffects of WAAM Process Parameters On Metallurgical and Mechanical Properties of Ti-6Al-4V DepositsGiustNo ratings yet
- Chiong 2019 IOP Conf. Ser. Mater. Sci. Eng. 495 012093Document10 pagesChiong 2019 IOP Conf. Ser. Mater. Sci. Eng. 495 012093Plentys KWNo ratings yet
- AcceptedManuscript LCA WAAM BekkerVerlindenDocument19 pagesAcceptedManuscript LCA WAAM BekkerVerlindenvenkatsrNo ratings yet
- IEI Journal PaperDocument7 pagesIEI Journal PaperPearl IPNo ratings yet
- Multiphysics Modeling of Induction Hardening of Ring Gears For The Aerospace IndustryDocument4 pagesMultiphysics Modeling of Induction Hardening of Ring Gears For The Aerospace IndustryAswathi S MenonNo ratings yet
- 3d Printing of Column Structures For Architectural ApplicationsDocument10 pages3d Printing of Column Structures For Architectural Applicationslethao2011No ratings yet
- Control and Design of The Steel Continuous Casting Process Based On Advanced Numerical ModelsDocument16 pagesControl and Design of The Steel Continuous Casting Process Based On Advanced Numerical ModelsMostafaNo ratings yet
- Electrochemical Machining - Special Equipment and Applications in Aircraft IndustryDocument8 pagesElectrochemical Machining - Special Equipment and Applications in Aircraft Industryvs.krishnakanthNo ratings yet
- Characterization of Contact Tensions During Incremental Forming of Metal CompositesDocument4 pagesCharacterization of Contact Tensions During Incremental Forming of Metal CompositesAndreasBesterNo ratings yet
- Applsci 12 06308Document15 pagesApplsci 12 06308Matheus CastroNo ratings yet
- 1 s2.0 S0254058422004503 MainDocument24 pages1 s2.0 S0254058422004503 MainQui Lam NguyenNo ratings yet
- 1 s2.0 S1526612521000311 MainDocument10 pages1 s2.0 S1526612521000311 MaindvktrichyNo ratings yet
- Analysis of Spring-Back During Forming of The Element Made of Ams 5604 Steel PDFDocument8 pagesAnalysis of Spring-Back During Forming of The Element Made of Ams 5604 Steel PDFSteven WijayNo ratings yet
- Ali 2019Document8 pagesAli 2019Bilel LetaiefNo ratings yet
- Ipc2012 90242Document8 pagesIpc2012 90242Marcelo Varejão CasarinNo ratings yet
- Bouquerel 2015Document14 pagesBouquerel 2015Marco A. R. JimenesNo ratings yet
- Journal of Constructional Steel Research: Karlo Sele Š, Mato Peri Ć, Zdenko Tonkovi ĆDocument9 pagesJournal of Constructional Steel Research: Karlo Sele Š, Mato Peri Ć, Zdenko Tonkovi ĆasdfNo ratings yet
- Wire and Arc Additive Manufacturing (WAAM) - A New Advance in ManufacturingDocument7 pagesWire and Arc Additive Manufacturing (WAAM) - A New Advance in ManufacturingMuhammad LuqmanNo ratings yet
- Maj Et Al-2018-International Journal of Material FormingDocument10 pagesMaj Et Al-2018-International Journal of Material FormingPiotr MajNo ratings yet
- Lázaro Plata 2020 J. Phys. Conf. Ser. 1587 012034Document8 pagesLázaro Plata 2020 J. Phys. Conf. Ser. 1587 012034fernandoNo ratings yet
- Mechanical Characteristics and Microstructural Investigation of CMT Deposited Bimetallic Ss316Lsi In625 Thin Wall For WaamDocument14 pagesMechanical Characteristics and Microstructural Investigation of CMT Deposited Bimetallic Ss316Lsi In625 Thin Wall For WaamdvktrichyNo ratings yet
- Potential of Thermography For The Monitoring of DED-Arc ProcessesDocument9 pagesPotential of Thermography For The Monitoring of DED-Arc ProcessesengineeringNo ratings yet
- Effect of In-Process Active Cooling On Forming Quality and Efficiency11Document8 pagesEffect of In-Process Active Cooling On Forming Quality and Efficiency11fereidoon marefatNo ratings yet
- Metals 11 00560Document3 pagesMetals 11 00560bhushanrNo ratings yet
- 1 s2.0 S1526612518310739 MainDocument13 pages1 s2.0 S1526612518310739 MainGuilherme SampaioNo ratings yet
- Paper 18Document44 pagesPaper 18FelipeArroyo21No ratings yet
- Metals 13 01138Document23 pagesMetals 13 01138ชลธิชา โยชาลีNo ratings yet
- 2nd PaperDocument11 pages2nd PaperGaurav PandeyNo ratings yet
- Effect of Crack Orientation On Fracture Behaviour of Wire + ArcDocument9 pagesEffect of Crack Orientation On Fracture Behaviour of Wire + ArcviverefeliceNo ratings yet
- Prediction of The Interpass Temperature of A Wire Arc Additive Manufactured Wall - FEM Simulations and Artificial Neural NetworkDocument14 pagesPrediction of The Interpass Temperature of A Wire Arc Additive Manufactured Wall - FEM Simulations and Artificial Neural NetworkdanielrelvaNo ratings yet
- Verification of Johnson-Cook Material Model Constants of Aa2024-T3 For Use in Finite Element Simulation of Friction Stir Welding and Its Utilization in Severe Plastic DeformationDocument5 pagesVerification of Johnson-Cook Material Model Constants of Aa2024-T3 For Use in Finite Element Simulation of Friction Stir Welding and Its Utilization in Severe Plastic DeformationInternational Journal of Research in Engineering and TechnologyNo ratings yet
- Advances in Engineering Software: Marek Hebda, Radosław SadyDocument5 pagesAdvances in Engineering Software: Marek Hebda, Radosław SadySudeep Kumar SinghNo ratings yet
- Heat Transfer Modeling of Metal Deposition Employing Welding Heat SourceDocument9 pagesHeat Transfer Modeling of Metal Deposition Employing Welding Heat SourcefelavinNo ratings yet
- Deformation and Residual Stress of T-Shaped Joints Fabricated by Laser-Arc Hybrid Welding For Steel Bridge MembersDocument15 pagesDeformation and Residual Stress of T-Shaped Joints Fabricated by Laser-Arc Hybrid Welding For Steel Bridge MembersafabNo ratings yet
- Enhancing Joint Performance in Friction Stir Welding Through Tailored Double-Butt-Lap GeometryDocument13 pagesEnhancing Joint Performance in Friction Stir Welding Through Tailored Double-Butt-Lap GeometryafabNo ratings yet
- Local Mechanical Properties of Dissimilar Metal TIG Welded Joints of CoCrFeMnNi High Entropy Alloy and AISI 304 Austenitic SteelDocument11 pagesLocal Mechanical Properties of Dissimilar Metal TIG Welded Joints of CoCrFeMnNi High Entropy Alloy and AISI 304 Austenitic SteelafabNo ratings yet
- Investigations On Hydrogen-Assisted Cold Cracking of Laser Welded AHSSDocument15 pagesInvestigations On Hydrogen-Assisted Cold Cracking of Laser Welded AHSSafabNo ratings yet
- Research Proposal Sample OutlineDocument17 pagesResearch Proposal Sample OutlineGuidance and Counseling OfficeNo ratings yet
- ErtlDocument64 pagesErtlManpreet SinghNo ratings yet
- Al Rafay ProfileDocument8 pagesAl Rafay ProfileRana UsmanNo ratings yet
- Answer Set 5 - Fall 2009Document38 pagesAnswer Set 5 - Fall 2009zachNo ratings yet
- Platos Apology SummaryDocument3 pagesPlatos Apology SummaryFMSANo ratings yet
- Tabulation Sheet (LABO)Document9 pagesTabulation Sheet (LABO)KetIanCotalesNo ratings yet
- Arch Plan-Agner Boco (For Blue Print) - p1Document1 pageArch Plan-Agner Boco (For Blue Print) - p1Jay CeeNo ratings yet
- A320 Abnormal Notes: Last UpdatedDocument13 pagesA320 Abnormal Notes: Last UpdatedDevdatt SondeNo ratings yet
- Musical InstrumentsDocument23 pagesMusical Instrumentssirius scottNo ratings yet
- Busch, Buchmüller, LeyendeckerDocument29 pagesBusch, Buchmüller, LeyendeckerAkis PanNo ratings yet
- Heat Cured ElastomersDocument40 pagesHeat Cured ElastomerslberrierNo ratings yet
- Agriculture: PAPER 3 Practical TestDocument8 pagesAgriculture: PAPER 3 Practical Testmstudy123456No ratings yet
- D904 - D906 - D914 - D916 - D924 - D926 - 8718458 - 04092008 - v02 - enDocument218 pagesD904 - D906 - D914 - D916 - D924 - D926 - 8718458 - 04092008 - v02 - enАлексей89% (18)
- Somanabolic+Muscle+Maximizer+PDF+ +eBook+Free+Download+Kyle+LeonDocument34 pagesSomanabolic+Muscle+Maximizer+PDF+ +eBook+Free+Download+Kyle+LeonAaron BarclayNo ratings yet
- Another Look at Pistis ChristouDocument17 pagesAnother Look at Pistis Christouakimel100% (1)
- Pyrethroids April 11Document15 pagesPyrethroids April 11MadhumithaNo ratings yet
- Assessment 3 Comparative Analysis Primary Vs Secondary SourcesDocument5 pagesAssessment 3 Comparative Analysis Primary Vs Secondary SourcesMATOZA, YLJOE V.No ratings yet
- Purchase Spec. For Bar (SB425)Document4 pagesPurchase Spec. For Bar (SB425)Daison PaulNo ratings yet
- CIVIL 3811 - Lecture Slides - Week 7Document58 pagesCIVIL 3811 - Lecture Slides - Week 7hadaNo ratings yet
- Sekonic L 758Document68 pagesSekonic L 758mariosapereiraNo ratings yet
- Brochure Delegation Training For LeadersDocument6 pagesBrochure Delegation Training For LeadersSupport ALProgramsNo ratings yet
- A Seventh-Day Adventist Philosophy of MusicDocument5 pagesA Seventh-Day Adventist Philosophy of MusicEddy IsworoNo ratings yet
- NCS V5 1.0 Layer Name FormatDocument4 pagesNCS V5 1.0 Layer Name FormatGouhar NayabNo ratings yet
- Gynaecology Thesis TopicsDocument7 pagesGynaecology Thesis TopicsDawn Cook100% (2)
- GundamDocument25 pagesGundamBattlecruiser ScharnhorstNo ratings yet
- Installation Manual of FirmwareDocument6 pagesInstallation Manual of FirmwareOmar Stalin Lucio RonNo ratings yet
- Facility Layout Case StudyDocument8 pagesFacility Layout Case StudyHitesh SinglaNo ratings yet
- A Review of The Mental Workload LiteratureDocument36 pagesA Review of The Mental Workload LiteratureArlene LaguaNo ratings yet
- Scan 03-Jan-2020 PDFDocument2 pagesScan 03-Jan-2020 PDFPavanSharmaNo ratings yet
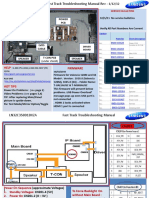
- Samsung LN55C610N1FXZA Fast Track Guide (SM)Document4 pagesSamsung LN55C610N1FXZA Fast Track Guide (SM)Carlos OdilonNo ratings yet