You might also like
- Jigs & Fixures-1Document36 pagesJigs & Fixures-1Jatin botNo ratings yet
- Planar Linkage Synthesis: A modern CAD based approachFrom EverandPlanar Linkage Synthesis: A modern CAD based approachNo ratings yet
- Jigs FixuresDocument36 pagesJigs FixuresThulasi RamNo ratings yet
- A Classification System to Describe Workpieces: DefinitionsFrom EverandA Classification System to Describe Workpieces: DefinitionsW. R. MacconnellNo ratings yet
- Jig and FixturesDocument38 pagesJig and FixturesrajatjainkkjNo ratings yet
- Bearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsFrom EverandBearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsRating: 4 out of 5 stars4/5 (1)
- Ch-23 Jig and FixturesDocument51 pagesCh-23 Jig and FixturesrajaNo ratings yet
- NX 9 for Beginners - Part 2 (Extrude and Revolve Features, Placed Features, and Patterned Geometry)From EverandNX 9 for Beginners - Part 2 (Extrude and Revolve Features, Placed Features, and Patterned Geometry)No ratings yet
- Jig and FixturesDocument47 pagesJig and FixturesSaumya SinhaNo ratings yet
- Jig and FixturesDocument25 pagesJig and FixturesFadhli LieNo ratings yet
- Automotive Machining: A Guide to Boring, Decking, Honing & MoreFrom EverandAutomotive Machining: A Guide to Boring, Decking, Honing & MoreRating: 4.5 out of 5 stars4.5/5 (11)
- Unit 6 Jigs and FixturesDocument53 pagesUnit 6 Jigs and FixturesNaresh kumar100% (2)
- NX 9 for Beginners - Part 3 (Additional Features and Multibody Parts, Modifying Parts)From EverandNX 9 for Beginners - Part 3 (Additional Features and Multibody Parts, Modifying Parts)No ratings yet
- Jigs and FixturesDocument112 pagesJigs and FixturesAakash Singh100% (4)
- CATIA V5-6R2015 Basics - Part II: Part ModelingFrom EverandCATIA V5-6R2015 Basics - Part II: Part ModelingRating: 4.5 out of 5 stars4.5/5 (3)
- Jig DesignDocument23 pagesJig DesignЦырен ЖалсаповNo ratings yet
- Chapter 2Document27 pagesChapter 2Fiq IFTNo ratings yet
- Jigs and FixturesDocument73 pagesJigs and Fixturesashish Raut100% (1)
- Unit 6 Jigs and FixturesDocument53 pagesUnit 6 Jigs and FixturesVratislav Němec ml.No ratings yet
- April May 2014 Design of Jigs and Fixtures Anwer KeyDocument17 pagesApril May 2014 Design of Jigs and Fixtures Anwer Keybalaguru78No ratings yet
- ME411-Workholding Device - 10.4.21Document71 pagesME411-Workholding Device - 10.4.21Albert VillarosaNo ratings yet
- Jigs and FixturesDocument20 pagesJigs and FixturesRenjith RajendraprasadNo ratings yet
- Jig and Fixtures LMDocument9 pagesJig and Fixtures LMJames AcquahNo ratings yet
- Fixtures 01Document60 pagesFixtures 01Bhuvanesh Bala0% (1)
- Drill JigsDocument195 pagesDrill JigsArun PeriyasamyNo ratings yet
- Jig ManufacturingDocument13 pagesJig ManufacturingAnurag JoshiNo ratings yet
- JigDocument13 pagesJigJunaid YNo ratings yet
- Presentation On Jigs and Fixtures by Group G - 2Document31 pagesPresentation On Jigs and Fixtures by Group G - 2Michael Castro AbuduNo ratings yet
- Biw Welding Fixture Unit: Locating PinDocument3 pagesBiw Welding Fixture Unit: Locating Pinphani301No ratings yet
- Fixture DesignDocument12 pagesFixture DesignSandeep DeshmukhNo ratings yet
- Leaf Project DocumentDocument52 pagesLeaf Project DocumentKarthi KeyanNo ratings yet
- Jigs&FixtureDocument14 pagesJigs&FixtureBikram MuduliNo ratings yet
- Jigs and FixturesDocument26 pagesJigs and Fixturesjineesha p jNo ratings yet
- Jigs and FixturesDocument26 pagesJigs and FixturesAumNo ratings yet
- Design of FixtureDocument4 pagesDesign of Fixtureapi-26046805No ratings yet
- Jig DesignDocument29 pagesJig DesignAbhimanyu PandeyNo ratings yet
- BIW Welding Fixture ProcessDocument31 pagesBIW Welding Fixture ProcessAnonymous 9q5GEfm8I50% (4)
- Locating Principle and LocatorsDocument35 pagesLocating Principle and LocatorsPes Mobile100% (1)
- DJFP-Important UT-1 CT-1 Q ADocument14 pagesDJFP-Important UT-1 CT-1 Q AGunasekaranNo ratings yet
- Workholding Devices For Machine ToolsDocument41 pagesWorkholding Devices For Machine Toolsdjsanju69100% (3)
- Manufacturing Chapter 2Document66 pagesManufacturing Chapter 2Jibril JundiNo ratings yet
- Unit 2 Jigs and FixturesDocument15 pagesUnit 2 Jigs and FixtureszishanNo ratings yet
- Jigs and FixturesDocument4 pagesJigs and FixturesjoshivishwanathNo ratings yet
- Broaching FixtureDocument6 pagesBroaching Fixturemahmoudelsayad01013No ratings yet
- Jig and Fixture Design AnnaDocument22 pagesJig and Fixture Design AnnaZemariyam BizuayehuNo ratings yet
- Fixture Lecture 3 1Document32 pagesFixture Lecture 3 1Shubham BhagwatNo ratings yet
- Common Terms and Definitions: Basic DimensionDocument9 pagesCommon Terms and Definitions: Basic Dimensionswap dNo ratings yet
- Design of FixturesDocument19 pagesDesign of FixturesSwaminathanNo ratings yet
- DJF AnswersDocument5 pagesDJF AnswersArunKumarNo ratings yet
- Jigs & FixturesDocument124 pagesJigs & Fixturespaul chandra100% (1)
- IME - Module 2 NotesDocument27 pagesIME - Module 2 Noteskdshakuntala40No ratings yet
- Angle Plate Jig:: Types of Work Pieces That Angle Plate AccommodatesDocument4 pagesAngle Plate Jig:: Types of Work Pieces That Angle Plate AccommodatesAli NoraizNo ratings yet
- ch02Document13 pagesch02Jonathan AnastacioNo ratings yet
- Location and Locating DevicesDocument79 pagesLocation and Locating DevicesRajyalakshmiNo ratings yet
- Locating and Clamping Principles: The Mechanics of LocatingDocument4 pagesLocating and Clamping Principles: The Mechanics of Locatingniloy_67No ratings yet
- Millingfixture 161119064557Document31 pagesMillingfixture 161119064557VJ SharmaNo ratings yet
- Brouchre FDPDocument32 pagesBrouchre FDPASIST MechNo ratings yet
- L3 FMHM LabDocument1 pageL3 FMHM LabASIST MechNo ratings yet
- L2 Mos &MMSDocument2 pagesL2 Mos &MMSASIST MechNo ratings yet
- 5 MPDocument3 pages5 MPASIST MechNo ratings yet
- BOS Minutes 8th Meeting 03 Jan-2023Document4 pagesBOS Minutes 8th Meeting 03 Jan-2023ASIST MechNo ratings yet
- 1 s2.0 S2214157X23011942 MainDocument15 pages1 s2.0 S2214157X23011942 MainASIST MechNo ratings yet
- Ansys ExperimentsDocument10 pagesAnsys ExperimentsASIST MechNo ratings yet
- Ansys ExperimentsDocument10 pagesAnsys ExperimentsASIST MechNo ratings yet
- Bending Moments DiagramDocument27 pagesBending Moments DiagramAlexander Appiah OkoreNo ratings yet
- Soc (Cad 1)Document34 pagesSoc (Cad 1)ASIST MechNo ratings yet
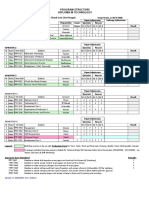
- Final Paper Submission Check List (3rd Stage) : Program Structure Diploma in TechnologyDocument2 pagesFinal Paper Submission Check List (3rd Stage) : Program Structure Diploma in TechnologyKamarul NizamNo ratings yet
- Iron Man (Pared)Document31 pagesIron Man (Pared)SHARON BRITNEY ALE CHACON100% (1)
- CK 60 PDFDocument3 pagesCK 60 PDFtaban89No ratings yet
- WORKSHOPDocument9 pagesWORKSHOPManjunatha EikilaNo ratings yet
- Circulating Fluidised Bed Combustion 1Document4 pagesCirculating Fluidised Bed Combustion 1Prasaanna MoniNo ratings yet
- 20MVA TransformerDocument12 pages20MVA TransformerMehul PatelNo ratings yet
- Riser DesignDocument33 pagesRiser DesignHassaan SajidNo ratings yet
- 1250 Kva DG DrawingDocument1 page1250 Kva DG DrawingSKM Electrical EngineersNo ratings yet
- Paint Industry - Lecture 3Document7 pagesPaint Industry - Lecture 3U SANKAR TEJONo ratings yet
- Six Classifications of Chromium Carbide PlateDocument2 pagesSix Classifications of Chromium Carbide PlateJuan Carlos EspinozaNo ratings yet
- Form N 2 Sample Welding Procedure SpecificationDocument1 pageForm N 2 Sample Welding Procedure SpecificationViswanath SreepadaNo ratings yet
- E Program Files An ConnectManager SSIS TDS PDF Interzone 954 Eng A4 20180313Document9 pagesE Program Files An ConnectManager SSIS TDS PDF Interzone 954 Eng A4 20180313José Roberto Moreno MoisantNo ratings yet
- Rotary Kiln - Refractory Lining InstallationDocument41 pagesRotary Kiln - Refractory Lining InstallationNael94% (16)
- Design and Analysis On Ajm NozzleDocument34 pagesDesign and Analysis On Ajm NozzleRahul KolukuluriNo ratings yet
- Welding Inspection Technology Module 4Document9 pagesWelding Inspection Technology Module 4Shaheed MohammedNo ratings yet
- Multi Spindle Drilling MachineDocument4 pagesMulti Spindle Drilling Machinejohn2292No ratings yet
- Template For Quoting Sheet Metal PartsDocument100 pagesTemplate For Quoting Sheet Metal PartsCarlos RetamozaNo ratings yet
- Workshop Practice Series 09 Soldering and BrazingDocument68 pagesWorkshop Practice Series 09 Soldering and BrazingSemnalmecNo ratings yet
- En FNadDocument4 pagesEn FNadalmedin_hecimov8494No ratings yet
- Brick MaterialsDocument29 pagesBrick MaterialsSyazwanatiyahNo ratings yet
- Timber Finish Wood SealerDocument3 pagesTimber Finish Wood SealerNippon Paint PakistanNo ratings yet
- CAIRN-TSG-M-SP-0026-B1-Specification For Basket FilterDocument10 pagesCAIRN-TSG-M-SP-0026-B1-Specification For Basket FilterMurli RamchandranNo ratings yet
- AMV Casting PVT LTDDocument7 pagesAMV Casting PVT LTDadith nairNo ratings yet
- Graphite Industry in Sri LankaDocument5 pagesGraphite Industry in Sri LankaJeewajothy JeewaNo ratings yet
- Paraloid Au 608xDocument7 pagesParaloid Au 608xCHIRE SARAYASI MANUELNo ratings yet
- Reaction Rates: Aa + BB PP + QQDocument6 pagesReaction Rates: Aa + BB PP + QQtantormeNo ratings yet
- Nptel: Design For Manufacture and Assembly (DFMA) For Industrial Design - Web CourseDocument3 pagesNptel: Design For Manufacture and Assembly (DFMA) For Industrial Design - Web CourseglobalhodmechNo ratings yet
- ForgingDocument58 pagesForgingSamir Bose100% (4)
- Knauf BS EN Partition Manual 4Document7 pagesKnauf BS EN Partition Manual 4abuyeheaNo ratings yet
- Dissimilar WeldDocument24 pagesDissimilar WeldBenjapon bt7No ratings yet