You might also like
- Technical Tables for Schools and Colleges: The Commonwealth and International Library Mathematics DivisionFrom EverandTechnical Tables for Schools and Colleges: The Commonwealth and International Library Mathematics DivisionNo ratings yet
- Mechanical Engineering Department Quality Control - J5124 Instruction: Answer All QuestionsDocument2 pagesMechanical Engineering Department Quality Control - J5124 Instruction: Answer All QuestionsNurunnadiya NNo ratings yet
- MutuDocument5 pagesMutudhitadhitNo ratings yet
- TALLER 6 ProbabilidadDocument16 pagesTALLER 6 ProbabilidadNoemy RomeroNo ratings yet
- Appendix 3 Data For The 69 Bus Radial Distribution Test SystemDocument4 pagesAppendix 3 Data For The 69 Bus Radial Distribution Test SystemPradip KhatriNo ratings yet
- Quality Control Process ChartsDocument8 pagesQuality Control Process ChartsLeidy DiazNo ratings yet
- Brandon B. Borromeo: Shopee - Get, Products,, and More at The Price of 9!Document4 pagesBrandon B. Borromeo: Shopee - Get, Products,, and More at The Price of 9!Brandon BorromeoNo ratings yet
- Assignment #6 - Quality Control PDFDocument2 pagesAssignment #6 - Quality Control PDFAhmedGhallabNo ratings yet
- 4769 10 LedDocument3 pages4769 10 LedAlejandro Paez DiazNo ratings yet
- Soal MultivariatDocument6 pagesSoal MultivariatHana Sekar Ayu EpNo ratings yet
- Industry China 60b RetaliationDocument689 pagesIndustry China 60b RetaliationAsher BashirNo ratings yet
- Competitive Bidding StrategyDocument38 pagesCompetitive Bidding StrategyKen WongNo ratings yet
- Chart For Steel Beams PDFDocument2 pagesChart For Steel Beams PDFDan Aragon RetotaNo ratings yet
- Big Five Factor Model of PersonalityDocument39 pagesBig Five Factor Model of Personalityjutt707No ratings yet
- Physics IADocument6 pagesPhysics IAAlessandro MNo ratings yet
- Title: Particle Size Analysis Via Mechanical Sieve: CEE 346L - Geotechnical Engineering I LabDocument6 pagesTitle: Particle Size Analysis Via Mechanical Sieve: CEE 346L - Geotechnical Engineering I LabAbhishek RayNo ratings yet
- Skor Hasil Lempar Cakram B. Data Terserak (Tunggal)Document8 pagesSkor Hasil Lempar Cakram B. Data Terserak (Tunggal)Aisyah RaihanNo ratings yet
- Tarea Sesion 3Document8 pagesTarea Sesion 3José Luis Lazo QuispeNo ratings yet
- 0rghorvelrorjlfrv Gdwrvhlqihuhqfld Uhodflrqdgrvdglqdplfd SreodflrqdoDocument19 pages0rghorvelrorjlfrv Gdwrvhlqihuhqfld Uhodflrqdgrvdglqdplfd SreodflrqdoAlejandro RamosNo ratings yet
- Quality Engineering - Tut. Sheet 3 2020Document3 pagesQuality Engineering - Tut. Sheet 3 2020Automax MNNITNo ratings yet
- Math 221 Statistics ToolboxDocument1,668 pagesMath 221 Statistics ToolboxBrady AlmeidaNo ratings yet
- Prof Vs Dias UuDocument7 pagesProf Vs Dias UuTatiana GarcíaNo ratings yet
- Uj 36883+SOURCE1+SOURCE1.1Document6 pagesUj 36883+SOURCE1+SOURCE1.1Yusuf MahdiNo ratings yet
- Jhsons Rule Work SheetDocument4 pagesJhsons Rule Work SheetNayanashree NNo ratings yet
- Anova Gage RRDocument3 pagesAnova Gage RRharish puNo ratings yet
- 12 Chapter7 PDFDocument25 pages12 Chapter7 PDFSubhash KNo ratings yet
- Probalidad Actividad !Document3 pagesProbalidad Actividad !ROBERTO CARLOS JARAMILLO MELENDREZNo ratings yet
- Q1 - Org and MGMT - Correct Response 2023Document23 pagesQ1 - Org and MGMT - Correct Response 2023Ma. Lourdes LazaroNo ratings yet
- Arg Filipino 1 6F Q2 Sy 2023 2024 School Consolidation ElementaryDocument158 pagesArg Filipino 1 6F Q2 Sy 2023 2024 School Consolidation ElementaryDina Antonio CasipitNo ratings yet
- Pedoman Penilaian: Soal Pilihan Ganda Butir Soal 30 Butir Soal 35 Butir Soal 40Document2 pagesPedoman Penilaian: Soal Pilihan Ganda Butir Soal 30 Butir Soal 35 Butir Soal 40Kurnia HayuniNo ratings yet
- MU-CBE-MM - Business Stat. Worksheet 2018: Based On The Above Data Solve The Problem SequentiallyDocument2 pagesMU-CBE-MM - Business Stat. Worksheet 2018: Based On The Above Data Solve The Problem SequentiallyAbebe Tilahun KNo ratings yet
- Estadísticas de La RegresiónDocument4 pagesEstadísticas de La RegresiónJean Carlos Lazo IngarocaNo ratings yet
- Anova v2Document182 pagesAnova v2Naga ChaitanyaNo ratings yet
- Ballmillfinish Mill Ball Charge CalculationDocument3 pagesBallmillfinish Mill Ball Charge Calculationfauzy2504No ratings yet
- Tabla Weld Neck and Blind Class 900 Serie B ANSI B16.47Document1 pageTabla Weld Neck and Blind Class 900 Serie B ANSI B16.47Vladimir SepulvedaNo ratings yet
- CrackingSAT 2019 Scoring TableDocument2 pagesCrackingSAT 2019 Scoring TableTommyNo ratings yet
- Chart Title: Experimentales Funcion - 1 Funcion - 2 Funcion - TotalDocument11 pagesChart Title: Experimentales Funcion - 1 Funcion - 2 Funcion - TotalHENRY RODRIGO CHUCO BAILONNo ratings yet
- Chart Title: Experimentales Funcion - 1 Funcion - 2 Funcion - TotalDocument11 pagesChart Title: Experimentales Funcion - 1 Funcion - 2 Funcion - TotalHENRY RODRIGO CHUCO BAILONNo ratings yet
- GAUSSDocument11 pagesGAUSSHENRY RODRIGO CHUCO BAILONNo ratings yet
- ANALYZEDocument44 pagesANALYZECherry Ann ParisNo ratings yet
- Skor Hasil Lempar Cakram B. Data Terserak (Tunggal)Document7 pagesSkor Hasil Lempar Cakram B. Data Terserak (Tunggal)Aisyah RaihanNo ratings yet
- Latihan Spss Blok26Document9 pagesLatihan Spss Blok26Joseph Utd ManNo ratings yet
- "Screening": Practice Report No. 2Document20 pages"Screening": Practice Report No. 2Paula ArzateNo ratings yet
- No TL (CM) TKG: Column1Document6 pagesNo TL (CM) TKG: Column1Saide RodrigoNo ratings yet
- Practica OrlistatDocument4 pagesPractica Orlistatangeljesusgarciafranco988No ratings yet
- Lampiran 1. Tabel 1. Nilai Kritis Untuk Distribusi Chi KuadratDocument4 pagesLampiran 1. Tabel 1. Nilai Kritis Untuk Distribusi Chi KuadratmuhammadkadafiNo ratings yet
- Effective Stiffness Values (From Table10-5 of ASCE-41-13) : C G C WDocument13 pagesEffective Stiffness Values (From Table10-5 of ASCE-41-13) : C G C WMayank AgrawalNo ratings yet
- CD - Variable HeadDocument14 pagesCD - Variable HeadHutami MahardimaNo ratings yet
- MEBX 14 - Statistics and Quality Control Assignment 3Document2 pagesMEBX 14 - Statistics and Quality Control Assignment 3rajee101No ratings yet
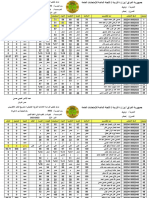
- 3002 - ثانوية دار العلوم الاولى الاهلية للبنينDocument8 pages3002 - ثانوية دار العلوم الاولى الاهلية للبنينdinyamostafa809No ratings yet
- MISHRADocument12 pagesMISHRA79-Rishi Sunil LalNo ratings yet
- Tutoral 1Document9 pagesTutoral 1cliffNo ratings yet
- ExcelDocument5 pagesExcelDiegoNo ratings yet
- Design of Armature Winding For 24,36,72 Stator Slots - A2zDocument1 pageDesign of Armature Winding For 24,36,72 Stator Slots - A2zAdvance CNC TechnologiesNo ratings yet
- Practice Problem Set On Control ChartsDocument3 pagesPractice Problem Set On Control ChartsArshdeep kaurNo ratings yet
- Date Sales (L) Cash Sale (SH) Opening Pump Reading Closing Pump Reading Purchaeseds Tock Purchases (L) Total Stock (L)Document28 pagesDate Sales (L) Cash Sale (SH) Opening Pump Reading Closing Pump Reading Purchaeseds Tock Purchases (L) Total Stock (L)WanNo ratings yet
- Date Sales (L) Cash Sale (SH) Opening Pump Reading Closing Pump Reading Purchaeseds Tock Purchases (L) Total Stock (L)Document41 pagesDate Sales (L) Cash Sale (SH) Opening Pump Reading Closing Pump Reading Purchaeseds Tock Purchases (L) Total Stock (L)WanNo ratings yet
- PSHADocument141 pagesPSHAKshitiz ShresthaNo ratings yet
- JF 05-3b Lever ApplicationsDocument5 pagesJF 05-3b Lever Applicationsmahmoudelsayad01013No ratings yet
- مختار 2Document4 pagesمختار 2mahmoudelsayad01013No ratings yet
- Mahmoud - Elsayad - MEMS GyroscopeDocument10 pagesMahmoud - Elsayad - MEMS Gyroscopemahmoudelsayad01013No ratings yet
- Mahmoud Elsayad DOUBLE BALL BAR TESTDocument8 pagesMahmoud Elsayad DOUBLE BALL BAR TESTmahmoudelsayad01013No ratings yet
- Mahmoud Elsayad Force DynamometerDocument7 pagesMahmoud Elsayad Force Dynamometermahmoudelsayad01013No ratings yet
- INTRODUCTIO2Document5 pagesINTRODUCTIO2mahmoudelsayad01013No ratings yet
- An Acceptable Definition Is That The Joint Is A Portion of Roughness andDocument5 pagesAn Acceptable Definition Is That The Joint Is A Portion of Roughness andmahmoudelsayad01013No ratings yet
- Applied Statistics 2018Document2 pagesApplied Statistics 2018mahmoudelsayad01013No ratings yet
- Last EditionDocument15 pagesLast Editionmahmoudelsayad01013No ratings yet
- Test2 21 22iiDocument15 pagesTest2 21 22iijocker's informationsNo ratings yet
- Method Statement For FO Cable PullingDocument3 pagesMethod Statement For FO Cable Pullingnice hossainNo ratings yet
- Piping Daily Fit Up Quality Control and Inspection Report FormDocument4 pagesPiping Daily Fit Up Quality Control and Inspection Report FormnguyenquanghiepNo ratings yet
- 0001-MKR-ROQ-ST-COMM-2020 - Asta Bumi Cipta. PT PDFDocument13 pages0001-MKR-ROQ-ST-COMM-2020 - Asta Bumi Cipta. PT PDFArie BahrudinNo ratings yet
- Hind Geared Motor PDFDocument20 pagesHind Geared Motor PDFjayesh gohilNo ratings yet
- Handbook - Piping Engineering GuideDocument117 pagesHandbook - Piping Engineering Guidemnt6176No ratings yet
- Control Valves PRESENTATIONDocument59 pagesControl Valves PRESENTATIONABVSAI100% (13)
- Gilian Gilibrator ManualDocument25 pagesGilian Gilibrator ManualEvaavivahNo ratings yet
- 028-Fuel Filter PDFDocument3 pages028-Fuel Filter PDFبهية عمرNo ratings yet
- Carimin Acacia Stability-ARRIVAL KK PORT 28.11.2023Document7 pagesCarimin Acacia Stability-ARRIVAL KK PORT 28.11.2023h2sbnj86b4No ratings yet
- Backhoe - Dipper and BucketDocument4 pagesBackhoe - Dipper and BucketNeftali FuentesNo ratings yet
- Danfoss SealsDocument8 pagesDanfoss SealsCarlosNo ratings yet
- Caterpillar Cat 302.5C Mini Hydraulic Excavator (Prefix GBB) Service Repair Manual (GBB00001 and Up)Document20 pagesCaterpillar Cat 302.5C Mini Hydraulic Excavator (Prefix GBB) Service Repair Manual (GBB00001 and Up)kfmuseddk100% (1)
- Roustabo UT: S.SivarajDocument4 pagesRoustabo UT: S.Sivarajjohn MNo ratings yet
- BS en 593 PDFDocument15 pagesBS en 593 PDFAnkit Xev SharmaNo ratings yet
- Clipper Installation DetailsDocument1 pageClipper Installation DetailsMahmoud Al HomranNo ratings yet
- 162gb 0Document41 pages162gb 0JdhdkdidbdjdubdnjfbebeirhrbNo ratings yet
- Mr. Sushant Babasaheb Kamble: Project Report ON "Wood Turning Machine"Document48 pagesMr. Sushant Babasaheb Kamble: Project Report ON "Wood Turning Machine"Om HaraleNo ratings yet
- XY-3 - Manual BookDocument27 pagesXY-3 - Manual BookP MishraNo ratings yet
- 50 MCQDocument10 pages50 MCQprabhaNo ratings yet
- Bass String Winding MachineDocument8 pagesBass String Winding MachinePaul Franklin Huanca AparicioNo ratings yet
- As Built SP No.1Document1 pageAs Built SP No.1ojiNo ratings yet
- Evanmar O. Pinoliad BSCE-5B July 13, 2020 Bridge Engineering - Assignment #3 Engr. Marvin O. Madera Design of Abutment On Spread FootingDocument10 pagesEvanmar O. Pinoliad BSCE-5B July 13, 2020 Bridge Engineering - Assignment #3 Engr. Marvin O. Madera Design of Abutment On Spread FootingBUGTOK TVNo ratings yet
- Precision Dial Gauges: Dial Gauge M 2 TDocument24 pagesPrecision Dial Gauges: Dial Gauge M 2 TDragana SkočajićNo ratings yet
- MD NIYAZUDDIN Mechanical (MEP) BIM ModelerDocument2 pagesMD NIYAZUDDIN Mechanical (MEP) BIM ModelerKhalid Bin BreikNo ratings yet
- UBBGDocument13 pagesUBBGheyydeko100% (2)
- ME ESE Obj 1 9789390564637Document19 pagesME ESE Obj 1 9789390564637Loveroop SinghNo ratings yet
- Hydraulic Bearing PullerDocument4 pagesHydraulic Bearing PullerRvenkatesan Venkatesan100% (1)
- Table 1 / Torque FT-LBS - ASTM A193 and ASTM A320 Grade B8, CL2 Stud Bolts Torque FT-LBSDocument16 pagesTable 1 / Torque FT-LBS - ASTM A193 and ASTM A320 Grade B8, CL2 Stud Bolts Torque FT-LBSEduardo Antonio Rojas ArayaNo ratings yet
- MD (BD) - Lst-Cep-In-1001 Control System Io List Rev0 PDFDocument17 pagesMD (BD) - Lst-Cep-In-1001 Control System Io List Rev0 PDFKook PengNo ratings yet