You might also like
- Cell and Molecular Biology Module (Lecture and Laboratory)Document200 pagesCell and Molecular Biology Module (Lecture and Laboratory)RM Montemayor100% (2)
- Sortcut ListDocument8 pagesSortcut Listapi-546434148No ratings yet
- Crane Proof Testing & LAG Revisions 2020 PDFDocument26 pagesCrane Proof Testing & LAG Revisions 2020 PDF朱峰No ratings yet
- Bal Guri 2020Document10 pagesBal Guri 2020Sawai PareshNo ratings yet
- Polymer Testing: Hafeezullah Memon, Yi Wei, Chengyan ZhuDocument20 pagesPolymer Testing: Hafeezullah Memon, Yi Wei, Chengyan ZhuMd. Abdur RashidNo ratings yet
- Thermal and Physico Mechanical Stability of Re - 2017 - Engineering Science andDocument9 pagesThermal and Physico Mechanical Stability of Re - 2017 - Engineering Science andYeamlak SisayNo ratings yet
- J of Applied Polymer Sci - 2022 - Azimpour ShishevanDocument19 pagesJ of Applied Polymer Sci - 2022 - Azimpour ShishevanshahrozaligondalNo ratings yet
- Carbon Nanotube PEEK Thermal PropoertiesDocument18 pagesCarbon Nanotube PEEK Thermal Propoerties高亚男No ratings yet
- Enhanced Interfacial Adhesion and Properties of Polypropylene/Carbon Fiber Composites by Fiber Surface Oxidation in Presence of A CompatibilizerDocument9 pagesEnhanced Interfacial Adhesion and Properties of Polypropylene/Carbon Fiber Composites by Fiber Surface Oxidation in Presence of A CompatibilizerDharun TNo ratings yet
- A Review Single Polyme CompositeDocument11 pagesA Review Single Polyme Compositeánh nguyễnNo ratings yet
- Attahu 2022 IOP Conf. Ser. Mater. Sci. Eng. 1225 012005Document13 pagesAttahu 2022 IOP Conf. Ser. Mater. Sci. Eng. 1225 012005İsmail KoçNo ratings yet
- Characterization On Thermal Properties of Glass Fi - 2020 - Journal of MaterialsDocument10 pagesCharacterization On Thermal Properties of Glass Fi - 2020 - Journal of MaterialsClaudia UngureanuNo ratings yet
- Polymer Testing: Hafeezullah Memon, Yi Wei, Chengyan ZhuDocument20 pagesPolymer Testing: Hafeezullah Memon, Yi Wei, Chengyan ZhuMd. Abdur RashidNo ratings yet
- Tribology International 2023 KarolinaDocument13 pagesTribology International 2023 KarolinaboikoNo ratings yet
- 1 s2.0 S1359835X22003785 MainDocument9 pages1 s2.0 S1359835X22003785 MainSANKET KUMARNo ratings yet
- Synchronously Strengthen and Toughen PolypropyleneDocument14 pagesSynchronously Strengthen and Toughen PolypropyleneMAHARANI SUGITO ROSANTI 2041201087No ratings yet
- Attahu 2022 IOP Conf. Ser. Mater. Sci. Eng. 1225 012005Document12 pagesAttahu 2022 IOP Conf. Ser. Mater. Sci. Eng. 1225 012005Ivan LingNo ratings yet
- 1 s2.0 S0266353820323253 MainDocument10 pages1 s2.0 S0266353820323253 MainArunNo ratings yet
- Feldmann 2016Document7 pagesFeldmann 2016MOSTAFA MOHSENNo ratings yet
- N2 MarkedDocument8 pagesN2 MarkedEkansh ChoudharyNo ratings yet
- 1 s2.0 S0921344921003141 MainDocument17 pages1 s2.0 S0921344921003141 MainannaNo ratings yet
- Synthesis, Characterization and Finite Element Analysis of Polypropylene Composite Reinforced by Jute and Carbon Fiber - 2023Document8 pagesSynthesis, Characterization and Finite Element Analysis of Polypropylene Composite Reinforced by Jute and Carbon Fiber - 2023bakhrul ilmiNo ratings yet
- Optimization of Molding Process Parameters For CFPDocument8 pagesOptimization of Molding Process Parameters For CFPFerry SetiawanNo ratings yet
- Physico-Mechanical Responses of Polypropylene-CaCODocument8 pagesPhysico-Mechanical Responses of Polypropylene-CaCORuth MeylindaNo ratings yet
- NCC 1Document10 pagesNCC 1Mega MustikaningrumNo ratings yet
- Flax.e-Glass - Epoxy Hybrid+grapheneDocument15 pagesFlax.e-Glass - Epoxy Hybrid+grapheneANSHIDA ROUNA A N IMS21031No ratings yet
- Mechanical and Thermal Characterization of Coir/ Hemp/polyester Hybrid Composite For Lightweight ApplicationsDocument12 pagesMechanical and Thermal Characterization of Coir/ Hemp/polyester Hybrid Composite For Lightweight Applicationsgp rajeshNo ratings yet
- Study On Mechanical Properties of Unidirectional Continuous Carbon Fiber Reinforced PEEK Composites Fabricated by The Wrapped Yarn MethodDocument15 pagesStudy On Mechanical Properties of Unidirectional Continuous Carbon Fiber Reinforced PEEK Composites Fabricated by The Wrapped Yarn Methodatef.selmi01No ratings yet
- Polymer TestingDocument12 pagesPolymer TestingsudhirNo ratings yet
- Resources, Conservation & Recycling: ReviewDocument25 pagesResources, Conservation & Recycling: ReviewElena RomeroNo ratings yet
- Study of The Ablative Properties of Phenolic/carbon Composites Modified With Mesoporous Silica ParticlesDocument12 pagesStudy of The Ablative Properties of Phenolic/carbon Composites Modified With Mesoporous Silica ParticlesFilip KateuszNo ratings yet
- Composite Structures: Mustapha Assarar, Wajdi Zouari, Hamid Sabhi, Rezak Ayad, Jean-Marie BerthelotDocument7 pagesComposite Structures: Mustapha Assarar, Wajdi Zouari, Hamid Sabhi, Rezak Ayad, Jean-Marie BerthelotTech DudeNo ratings yet
- Final ReportDocument13 pagesFinal ReportTejas ShindeNo ratings yet
- 1 s2.0 S0014305722002609 MainDocument12 pages1 s2.0 S0014305722002609 MainMircavid HeydəroğluNo ratings yet
- Development and Mechanical Characterization of Cenosphere Reinforced CFRP and Natural Rubber Core Sandwich CompositeDocument11 pagesDevelopment and Mechanical Characterization of Cenosphere Reinforced CFRP and Natural Rubber Core Sandwich CompositeVinyas MaheshNo ratings yet
- Improving Impact Resistance of Polymer Concrete Using CntsDocument15 pagesImproving Impact Resistance of Polymer Concrete Using CntspriyankaNo ratings yet
- Environmental Effects On Viscoelastic !!Document9 pagesEnvironmental Effects On Viscoelastic !!atef.selmi01No ratings yet
- A Review Paper On Properties of Carbon Fiber Reinforced PolymersDocument7 pagesA Review Paper On Properties of Carbon Fiber Reinforced PolymersSayan MahapatraNo ratings yet
- Li 2021Document12 pagesLi 2021OXY Composite TechNo ratings yet
- Materials 15 01596Document18 pagesMaterials 15 01596Javad AndiNo ratings yet
- 1 s2.0 S2214785323046692 MainDocument6 pages1 s2.0 S2214785323046692 MainN.prem kumarNo ratings yet
- Composites: Part A: Cheng-Ho Chen, Jian-Yuan Jian, Fu-Su YenDocument6 pagesComposites: Part A: Cheng-Ho Chen, Jian-Yuan Jian, Fu-Su Yensur22as.aswarNo ratings yet
- Ajassp 2017 878 885Document8 pagesAjassp 2017 878 885vijayNo ratings yet
- 1 s2.0 S2590123021000645 MainDocument12 pages1 s2.0 S2590123021000645 MainJasmine OlletaNo ratings yet
- A Short Review On Basalt Fiber Reinforced Polymer Composites - 2015 - Composites Part B EngineeringDocument16 pagesA Short Review On Basalt Fiber Reinforced Polymer Composites - 2015 - Composites Part B EngineeringmeterabNo ratings yet
- Compression After Impact of Flax PLA Biodegradable CompositesDocument9 pagesCompression After Impact of Flax PLA Biodegradable CompositesPatricio VillaNo ratings yet
- Electrical Thermal and Mechanical Properties of CNDocument20 pagesElectrical Thermal and Mechanical Properties of CNkhanhnd.hwNo ratings yet
- 2019 - Thermal Resistance of Carbon Fibrescarbon Fibre Reinforced Polymers Under Stationary Atmospheric Conditions and Varying Exposure Times PDFDocument6 pages2019 - Thermal Resistance of Carbon Fibrescarbon Fibre Reinforced Polymers Under Stationary Atmospheric Conditions and Varying Exposure Times PDFAlhilali ZiyadNo ratings yet
- Investigation of Polyetherimide Meltextruded Fibers Modified by Carbon NanoparticlesmaterialsDocument17 pagesInvestigation of Polyetherimide Meltextruded Fibers Modified by Carbon NanoparticlesmaterialsMacarena AraosNo ratings yet
- Comparative Study of The Crystallization Behavior and Morphologies of Carbon and Glass Fiber Reinforced Poly (Ether Ether Ketone) CompositesDocument11 pagesComparative Study of The Crystallization Behavior and Morphologies of Carbon and Glass Fiber Reinforced Poly (Ether Ether Ketone) Compositesenna hasnaNo ratings yet
- Use of Geopolymers For Composite External Reinfor - 2013 - Composites Part B enDocument10 pagesUse of Geopolymers For Composite External Reinfor - 2013 - Composites Part B enAliNo ratings yet
- Thermal Post-Processing of Bagasse Fiber Reinforced Polypropylene Composite - 2021Document7 pagesThermal Post-Processing of Bagasse Fiber Reinforced Polypropylene Composite - 2021bakhrul ilmiNo ratings yet
- Influence of Layering Pattern of Modified Kenaf Fiber On Thermomechanical Properties of Epoxy CompositesDocument16 pagesInfluence of Layering Pattern of Modified Kenaf Fiber On Thermomechanical Properties of Epoxy CompositesWalid YahiaouiNo ratings yet
- Chin 2019Document14 pagesChin 2019Mohaimenul IslamNo ratings yet
- A Review On Recycling and Reuse Methods For Carbon Fiber - Glass Fiber Composites Waste From Wind Turbine BladesDocument15 pagesA Review On Recycling and Reuse Methods For Carbon Fiber - Glass Fiber Composites Waste From Wind Turbine BladesJhon Leyder Rodriguez OrtizNo ratings yet
- Quasi-Static Compression Behaviour of Interlocking Core Structures Made of Ax Fibre Reinforced Polylactic Acid CompositeDocument7 pagesQuasi-Static Compression Behaviour of Interlocking Core Structures Made of Ax Fibre Reinforced Polylactic Acid Compositeismail ismaNo ratings yet
- Mechanical Characterization and Feasibility Analysis of Polymer Fiber Composite MaterialDocument8 pagesMechanical Characterization and Feasibility Analysis of Polymer Fiber Composite MaterialIJRASETPublicationsNo ratings yet
- CST Guo Li Hahn PDFDocument8 pagesCST Guo Li Hahn PDFPpa Gpat AmitNo ratings yet
- 1 s2.0 S092702562300023X MainDocument11 pages1 s2.0 S092702562300023X MainMuhammad FiqriNo ratings yet
- Effect of Ramie Fabric Chemical Treatments On The Physical Properties of Thermoset Polylactic Acid (PLA) CompositesDocument13 pagesEffect of Ramie Fabric Chemical Treatments On The Physical Properties of Thermoset Polylactic Acid (PLA) Compositesadnan alfarisiNo ratings yet
- 10 1016@j Matpr 2018 01 043Document6 pages10 1016@j Matpr 2018 01 043andiNo ratings yet
- Thermo-Mechanical Properties of Low-Cost "Green" Phenolic Resin Composites Reinforced With Surface Modified Coir FiberDocument14 pagesThermo-Mechanical Properties of Low-Cost "Green" Phenolic Resin Composites Reinforced With Surface Modified Coir FiberManonmani DNo ratings yet
- A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessFrom EverandA Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessNo ratings yet
- App.20240520 ReviewerDocument35 pagesApp.20240520 ReviewerMd Shafinur MuradNo ratings yet
- Discover Nano: High Efficiency Flexible Organic Solar Cells With A Polymer Incorporated Pseudo Planar HeterojunctionDocument10 pagesDiscover Nano: High Efficiency Flexible Organic Solar Cells With A Polymer Incorporated Pseudo Planar HeterojunctionMd Shafinur MuradNo ratings yet
- Compressive Strength of Beech and Birch at Different Moisture Contents and TemperaturesDocument15 pagesCompressive Strength of Beech and Birch at Different Moisture Contents and TemperaturesMd Shafinur MuradNo ratings yet
- Discover NanoDocument31 pagesDiscover NanoMd Shafinur MuradNo ratings yet
- Discover NanoDocument15 pagesDiscover NanoMd Shafinur MuradNo ratings yet
- Python PracticeDocument1 pagePython PracticeMd Shafinur MuradNo ratings yet
- Class Syllabus ME850 AFDocument8 pagesClass Syllabus ME850 AFMd Shafinur MuradNo ratings yet
- Form 2 Math Chapter 10Document4 pagesForm 2 Math Chapter 10velavanNo ratings yet
- New Radar Technology 8 500-10 500 MHZ BandDocument18 pagesNew Radar Technology 8 500-10 500 MHZ BandChinmaya_Mishr_4215No ratings yet
- Catálogo Dexco 2020Document108 pagesCatálogo Dexco 2020Adalberto Santana JuniorNo ratings yet
- Electrical Engineering SolutionsDocument14 pagesElectrical Engineering SolutionsJustine Kyla OlivarNo ratings yet
- A Review On Current Status and Challenges of Inorganic Phase Change Materials For Thermal Energy Storage SystemsDocument18 pagesA Review On Current Status and Challenges of Inorganic Phase Change Materials For Thermal Energy Storage SystemsAnagha GhoshNo ratings yet
- MN Doped With Ni-MOFDocument8 pagesMN Doped With Ni-MOFBilal KhalidNo ratings yet
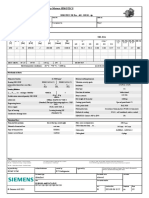
- Data Sheet For Three-Phase Squirrel-Cage-Motors SIMOTICS: Motor Type: 1CV3407B Simotics SD Pro - 400 - Im B3 - 4PDocument2 pagesData Sheet For Three-Phase Squirrel-Cage-Motors SIMOTICS: Motor Type: 1CV3407B Simotics SD Pro - 400 - Im B3 - 4Pnadia perezNo ratings yet
- How To Size Pneumatic ActuatorsDocument5 pagesHow To Size Pneumatic ActuatorsJose David De SousaNo ratings yet
- DTR 1500 Eng - 12.2019Document39 pagesDTR 1500 Eng - 12.2019diogo_airjNo ratings yet
- CMT Lec&lab Notes PrelimDocument18 pagesCMT Lec&lab Notes PrelimPrincess Ela Mae CatibogNo ratings yet
- 368/369/368 FC/369 FC: Calibration ManualDocument20 pages368/369/368 FC/369 FC: Calibration ManualRaul InzunzaNo ratings yet
- Time-of-Flight (Ultrasonic Displacement Sensor)Document23 pagesTime-of-Flight (Ultrasonic Displacement Sensor)igoy saputraNo ratings yet
- Overload Clutches For Index Drives (Type D-Sa, Adjustable) : Operating PrincipleDocument4 pagesOverload Clutches For Index Drives (Type D-Sa, Adjustable) : Operating PrincipleSuhas KODRENo ratings yet
- Gas Dynamics MCQsDocument6 pagesGas Dynamics MCQsprawinlNo ratings yet
- Learning+mtrl+6+gen Chem+2Document10 pagesLearning+mtrl+6+gen Chem+2cappuccino muffinNo ratings yet
- DPP-2 (Coulomb's Law and Principle of Superposition)Document6 pagesDPP-2 (Coulomb's Law and Principle of Superposition)Youtuber RSNo ratings yet
- Chapter 4-Behavior Evaluation of Vehicule Materials-Lecture 2Document44 pagesChapter 4-Behavior Evaluation of Vehicule Materials-Lecture 2roy barmoNo ratings yet
- Philosophy ReviewerDocument9 pagesPhilosophy ReviewerLeinard ManahanNo ratings yet
- Solved 2024 Specimen Paper ICSE Class 10 ChemistryDocument11 pagesSolved 2024 Specimen Paper ICSE Class 10 ChemistrymmroyalethegreatNo ratings yet
- NEW Atlanta Permaline 2019Document2 pagesNEW Atlanta Permaline 2019gregNo ratings yet
- Foundationxpart 1Document3 pagesFoundationxpart 1Haydeesheen SisonNo ratings yet
- Lighting Plan Guidelines 2020Document7 pagesLighting Plan Guidelines 2020Eddie TweNo ratings yet
- Assignment No. 4 - 2020-21 PDFDocument2 pagesAssignment No. 4 - 2020-21 PDFnikhil khanwaniNo ratings yet
- Cardinal Points and Types of NorthDocument18 pagesCardinal Points and Types of NorthKrishnanshu MishraNo ratings yet
- Dr. Fixit Prebond: Hdpe Pre Applied Fully Bonded MembraneDocument3 pagesDr. Fixit Prebond: Hdpe Pre Applied Fully Bonded Membranevelmurug_balaNo ratings yet
- User Manual DPS - ENDocument60 pagesUser Manual DPS - ENYiannis Steletaris100% (1)
- Kami Export - ALEXA CADENA - PhotosynthesisLabSE - Google Doc VersionDocument5 pagesKami Export - ALEXA CADENA - PhotosynthesisLabSE - Google Doc VersionALEXA CADENANo ratings yet
- Ross 2015Document11 pagesRoss 2015mohanpusNo ratings yet