You might also like
- Adv 21495Document8 pagesAdv 21495Eliton Medeiros Candido de MacêdoNo ratings yet
- 2014 Effect of Solvent On The Physical and Morphological Properties of Poly (Lactic Acid) Nanofibers Obtained by SBSPDFPDFDocument9 pages2014 Effect of Solvent On The Physical and Morphological Properties of Poly (Lactic Acid) Nanofibers Obtained by SBSPDFPDFEliton Medeiros Candido de MacêdoNo ratings yet
- Electrospun Poly Lactic Acid (PLA) Fibreseffect of Different Solvent Systems On Fibre Morphology and DiameterDocument10 pagesElectrospun Poly Lactic Acid (PLA) Fibreseffect of Different Solvent Systems On Fibre Morphology and DiameterMuhammad Mushtaq AliNo ratings yet
- Adv 21947Document13 pagesAdv 21947IVANNo ratings yet
- Surfactants - Recent Advances and Their ApplicationsDocument43 pagesSurfactants - Recent Advances and Their ApplicationsMartin MaguNo ratings yet
- Advanced Materials - 2019 - Lee - Water Processable Stretchable Self Healable Thermally Stable and Transparent IonicDocument11 pagesAdvanced Materials - 2019 - Lee - Water Processable Stretchable Self Healable Thermally Stable and Transparent IonicZhuoheng WeiNo ratings yet
- 1 s2.0 S0376738818327364 MainDocument8 pages1 s2.0 S0376738818327364 MainrafelNo ratings yet
- Research Article: Synthesis and Properties of Adhesive Polymer-Methylmethacrylate MaterialsDocument10 pagesResearch Article: Synthesis and Properties of Adhesive Polymer-Methylmethacrylate MaterialsMuradNo ratings yet
- Asnacios 2000Document9 pagesAsnacios 2000brouuorbNo ratings yet
- Chemically Modified Natural Rubber Latex - Poly (Vinyl Alcohol) Blend Membranes For Organic Dye ReleaseDocument11 pagesChemically Modified Natural Rubber Latex - Poly (Vinyl Alcohol) Blend Membranes For Organic Dye ReleaseJair Fajrdo LopezNo ratings yet
- Reverse Osmosis and Pervaporation of Organic Liquids Using Organosilica Membranes: Performance Analysis and PredictionsDocument13 pagesReverse Osmosis and Pervaporation of Organic Liquids Using Organosilica Membranes: Performance Analysis and PredictionsnadaNo ratings yet
- 38 - Artigo Ldpe Prioridade3 RegressãoDocument8 pages38 - Artigo Ldpe Prioridade3 RegressãoCamila Dias OliveiraNo ratings yet
- Fabrication and Optimization of PES PVP Hollow Fiber Membranes Using Box-Behnken Model and CART AlgorithmDocument21 pagesFabrication and Optimization of PES PVP Hollow Fiber Membranes Using Box-Behnken Model and CART Algorithmadil gujriNo ratings yet
- Rheological Behavior of Graphene/Epoxy NanodispersionsDocument9 pagesRheological Behavior of Graphene/Epoxy NanodispersionsvaducNo ratings yet
- App 29079Document10 pagesApp 29079Eric Fernando Hernández MolinaNo ratings yet
- Superhydrophobic Fluorinated POSS-PVDF-HFP Nanocomposite Coating On Glass by ElectrospinningDocument7 pagesSuperhydrophobic Fluorinated POSS-PVDF-HFP Nanocomposite Coating On Glass by ElectrospinningTristan TanNo ratings yet
- Inaccessible Pore VolumeDocument15 pagesInaccessible Pore VolumeAprilya RamadantiNo ratings yet
- Author's Accepted Manuscript: Journal of Membrane ScienceDocument33 pagesAuthor's Accepted Manuscript: Journal of Membrane ScienceMuhammed AfnazNo ratings yet
- Journal of Membrane Science: Boor Singh Lalia, Elena Guillen-Burrieza, Hassan A. Arafat, Raed HashaikehDocument12 pagesJournal of Membrane Science: Boor Singh Lalia, Elena Guillen-Burrieza, Hassan A. Arafat, Raed HashaikehLiew charmingNo ratings yet
- Journal of Membrane Science: SciencedirectDocument23 pagesJournal of Membrane Science: SciencedirectKunal SharmaNo ratings yet
- Electrospinning of Nylon-6,6 Solutions Into Nanofibers: Rheology and Morphology RelationshipsDocument12 pagesElectrospinning of Nylon-6,6 Solutions Into Nanofibers: Rheology and Morphology Relationshipsmister curiosityNo ratings yet
- 1 s2.0 S0014305720315962 MainDocument8 pages1 s2.0 S0014305720315962 MainArunNo ratings yet
- 10 1016@j Memsci 2019 117575Document32 pages10 1016@j Memsci 2019 117575nabeelkhaliq323No ratings yet
- Chemical Engineering Journal: Nagaraj S. Naik, Mahesh Padaki, Arun M. Isloor, K.K. Nagaraja, K.A. VishnumurthyDocument14 pagesChemical Engineering Journal: Nagaraj S. Naik, Mahesh Padaki, Arun M. Isloor, K.K. Nagaraja, K.A. VishnumurthynagarajakkNo ratings yet
- Polymer Coated Nanoparticles For EnhanceDocument13 pagesPolymer Coated Nanoparticles For EnhanceIrvan Ahmad FirmansyahNo ratings yet
- SCF PolyDocument7 pagesSCF PolyAde AnjaniNo ratings yet
- Novel Polymer Nanocomposite Hydrogel With Natural Clay NanotubesDocument13 pagesNovel Polymer Nanocomposite Hydrogel With Natural Clay NanotubesGumi NenzouNo ratings yet
- Effect of Compatibilizer On The Dispersion of Untreated Silica in A PolypropyleneDocument8 pagesEffect of Compatibilizer On The Dispersion of Untreated Silica in A PolypropyleneZirve PolimerNo ratings yet
- Polymer-Surfactant Interactions: Journal of Thermal Analysis and Calorimetry October 2001Document11 pagesPolymer-Surfactant Interactions: Journal of Thermal Analysis and Calorimetry October 2001WilsonNo ratings yet
- A General Approach To High-Ef Ficiency Perovskite Solar Cells by Any AntisolventDocument11 pagesA General Approach To High-Ef Ficiency Perovskite Solar Cells by Any AntisolventBhabaniNo ratings yet
- Surface Plasmon Resonance-Based Fiber Optic Sensor For The Detection of Ascorbic Acid Utilizing Molecularly Imprinted Polyaniline FilmDocument9 pagesSurface Plasmon Resonance-Based Fiber Optic Sensor For The Detection of Ascorbic Acid Utilizing Molecularly Imprinted Polyaniline FilmGaurav SinghNo ratings yet
- Nanoparticles Effect On FRP Filament-Winded Composites PerformanceDocument13 pagesNanoparticles Effect On FRP Filament-Winded Composites PerformanceUday MavooriNo ratings yet
- Kumar 2016Document12 pagesKumar 2016fadhillah ivanNo ratings yet
- Journal of Molecular Liquids Volume 196 Issue 2014Document9 pagesJournal of Molecular Liquids Volume 196 Issue 2014sky 99No ratings yet
- The Diffusion Coefficients of Different Types of Liquid Environments Into Binary Polymer BlendDocument11 pagesThe Diffusion Coefficients of Different Types of Liquid Environments Into Binary Polymer BlendabdussalamNo ratings yet
- Abstract Ana PinheiroDocument1 pageAbstract Ana PinheiroOrlando BernalNo ratings yet
- Structural Deformation of PVDF Nanoweb Due To Electrospinning Behavior Affected by Solvent RatioDocument7 pagesStructural Deformation of PVDF Nanoweb Due To Electrospinning Behavior Affected by Solvent RatioRana Sabouni TabariNo ratings yet
- 2013 - Nano Silica Reinforced Polymer CompositesDocument9 pages2013 - Nano Silica Reinforced Polymer CompositesSubramani Pichandi100% (1)
- Benimam July 2019Document19 pagesBenimam July 2019Cherif SI MOUSSANo ratings yet
- UltrafiltrationDocument5 pagesUltrafiltrationYash PatelNo ratings yet
- Probing The Degree of Crosslinking of A Cellulose Based Superabsorbing Hydrogel Through Traditional and NMR TechniquesDocument12 pagesProbing The Degree of Crosslinking of A Cellulose Based Superabsorbing Hydrogel Through Traditional and NMR Techniquesdeni.sttnNo ratings yet
- Journal of Colloid and Interface ScienceDocument9 pagesJournal of Colloid and Interface SciencenimzaiNo ratings yet
- Electro SprayDocument9 pagesElectro Spraytripti060586No ratings yet
- 2002 Guizard - Potentiality of Organic Solvents Filtration With Ceramic MembranesDocument6 pages2002 Guizard - Potentiality of Organic Solvents Filtration With Ceramic MembranesericconchamunozNo ratings yet
- Kodali 2020 Mater. Res. Express 7 125402Document10 pagesKodali 2020 Mater. Res. Express 7 125402Arturo CervantesNo ratings yet
- Schlick 1996Document15 pagesSchlick 1996julius vincentNo ratings yet
- A Highly Versatile Polymer Network Based On Liquid Crystalline DendrimersDocument18 pagesA Highly Versatile Polymer Network Based On Liquid Crystalline Dendrimerspopescu vasilicaNo ratings yet
- POLYPROPYLENE I Thesis (Final)Document8 pagesPOLYPROPYLENE I Thesis (Final)falmubaddelNo ratings yet
- The Rheology of Dilute Solutions of Flexible PolymersDocument71 pagesThe Rheology of Dilute Solutions of Flexible PolymersGiorgos PapadopoulosNo ratings yet
- Separation and Puri Fication Technology: SciencedirectDocument11 pagesSeparation and Puri Fication Technology: SciencedirectMaite Roque CastroNo ratings yet
- J of Applied Polymer Sci - 2021 - Mazhar - Degradation Kinetics and Thermomechanical Properties of in Situ PolymerizedDocument11 pagesJ of Applied Polymer Sci - 2021 - Mazhar - Degradation Kinetics and Thermomechanical Properties of in Situ PolymerizedDrHassam MazharNo ratings yet
- 8tonanoj PDFDocument10 pages8tonanoj PDFPeeyush RathorNo ratings yet
- Cure Kinetics of Epoxy-Based Nanocomposites Analyzed by Avrami Theory of Phase ChangeDocument9 pagesCure Kinetics of Epoxy-Based Nanocomposites Analyzed by Avrami Theory of Phase ChangetutuwhyNo ratings yet
- Materials: Synthesis and Process Optimization of Electrospun PEEK-Sulfonated Nanofibers by Response Surface MethodologyDocument22 pagesMaterials: Synthesis and Process Optimization of Electrospun PEEK-Sulfonated Nanofibers by Response Surface MethodologyArif PrasetyoNo ratings yet
- Carfagna 2004Document14 pagesCarfagna 2004Yor X1053No ratings yet
- Optimization of Preparation Conditions For Polydimethylsiloxane (PDMS) /ceramic Composite Pervaporation Membranes Using Response Surface MethodologyDocument11 pagesOptimization of Preparation Conditions For Polydimethylsiloxane (PDMS) /ceramic Composite Pervaporation Membranes Using Response Surface MethodologyJOSE TRILLOSNo ratings yet
- Electrospun Nanofiber Affinity Membranes For Water Treatment REVIEW 2022Document22 pagesElectrospun Nanofiber Affinity Membranes For Water Treatment REVIEW 2022Manu SharmaNo ratings yet
- 0424 Ecsmge 2019 - VerstDocument9 pages0424 Ecsmge 2019 - VerstVetriselvan ArumugamNo ratings yet
- Polymers 13 02232Document12 pagesPolymers 13 02232Takaki Khánh - NQKNo ratings yet
- Uniform Distribution and Densification of Jets in Needleless Electrospinning Using Annular Tip NozzleDocument13 pagesUniform Distribution and Densification of Jets in Needleless Electrospinning Using Annular Tip NozzleMuhammad Shafiz DanialNo ratings yet
- The Role of Electrospinning in The Emerging Field of NanomedicineDocument33 pagesThe Role of Electrospinning in The Emerging Field of NanomedicineMuhammad Shafiz DanialNo ratings yet
- A Brief Review On Piezoelectric PVDF Nanofibers Prepared by ElectrospinningDocument13 pagesA Brief Review On Piezoelectric PVDF Nanofibers Prepared by ElectrospinningMuhammad Shafiz DanialNo ratings yet
- Effect of Concentration and Nozzle-Collector Distance On The Morphology of NanofibersDocument5 pagesEffect of Concentration and Nozzle-Collector Distance On The Morphology of NanofibersMuhammad Shafiz DanialNo ratings yet
- A Comprehensive Review Summarizing The Effect of Electrospinning Parameters and Potential Applications of Nanofibers in Biomedical and BiotechnologyDocument24 pagesA Comprehensive Review Summarizing The Effect of Electrospinning Parameters and Potential Applications of Nanofibers in Biomedical and Biotechnologytop brandsNo ratings yet
- A Novel Electrospun Polyurethane Nanofibre Membrane - Production Parameters and Suitability For WasteDocument6 pagesA Novel Electrospun Polyurethane Nanofibre Membrane - Production Parameters and Suitability For WasteMuhammad Shafiz DanialNo ratings yet
- Tank Settlement Report As Per API 653Document2 pagesTank Settlement Report As Per API 653AMALENDU PAUL100% (8)
- Space Robotics: PreviewDocument21 pagesSpace Robotics: PreviewAnvit TiwariNo ratings yet
- Material Price ListDocument6 pagesMaterial Price ListPMED NORTH NCRBGNo ratings yet
- Breckwell Pellet Stove PartsDocument1 pageBreckwell Pellet Stove PartsHelicon1No ratings yet
- 1999 NISSAN QUEST Service Repair Manual PDFDocument53 pages1999 NISSAN QUEST Service Repair Manual PDFjhjfnsnefNo ratings yet
- 1662 SMC Ds tcm228-701431635Document12 pages1662 SMC Ds tcm228-701431635cersanedNo ratings yet
- Wooden PanelingDocument47 pagesWooden PanelingRashim SharmaNo ratings yet
- Kodak Electra XD Thermal Plate: Media Technical NoteDocument12 pagesKodak Electra XD Thermal Plate: Media Technical NoteWilmer Eduardo Tasayco OrtizNo ratings yet
- Oracle Exadata Storage and The HP Oracle Database Machine - Competitive Seller PodcastDocument9 pagesOracle Exadata Storage and The HP Oracle Database Machine - Competitive Seller Podcastkinan_kazuki104No ratings yet
- Abb Contactor A45!40!00 24 Vac 60 HZDocument4 pagesAbb Contactor A45!40!00 24 Vac 60 HZRodriguez JohannNo ratings yet
- Chapter-I Part TwoDocument6 pagesChapter-I Part TwoTigst Tigst YzachewNo ratings yet
- Electrical Bill of Quantities: Items Description Unit Quantitierate AmouttotalDocument2 pagesElectrical Bill of Quantities: Items Description Unit Quantitierate AmouttotalOCHITI JOHN REXNo ratings yet
- Hydraulic ExcavatorDocument20 pagesHydraulic ExcavatorArvind HarryNo ratings yet
- Manual BTC4300Document142 pagesManual BTC4300Adrian VintilaNo ratings yet
- Despiece SUSP. DEL 930EDocument2 pagesDespiece SUSP. DEL 930EAndersson Campos VásquezNo ratings yet
- 2014 07 22 Ronnie Flaugh Tips 3DQuickPressDocument37 pages2014 07 22 Ronnie Flaugh Tips 3DQuickPressHarisAvdagićNo ratings yet
- Architectural Visual CommunicationDocument17 pagesArchitectural Visual CommunicationSanderNo ratings yet
- Best ML Packages in RDocument9 pagesBest ML Packages in Rkunalc-1No ratings yet
- 7 1988Document62 pages7 1988Broomie Ajem100% (1)
- Assignment TMDocument3 pagesAssignment TMBeesam Ramesh KumarNo ratings yet
- Chapter 6 Quiz 1Document3 pagesChapter 6 Quiz 1mdawg467No ratings yet
- ME 428 Nuclear Reactor Engineering Term Project Mechanical Engineering Department MetuDocument11 pagesME 428 Nuclear Reactor Engineering Term Project Mechanical Engineering Department Metuqyilmazoglu100% (1)
- DW21 27Document4 pagesDW21 27Mehwish MansoorNo ratings yet
- JBPM TutorialDocument56 pagesJBPM Tutorialc_prateeshNo ratings yet
- Laminated Composite Stiffened Panels Application and BehaviourDocument46 pagesLaminated Composite Stiffened Panels Application and BehaviourHemendra Jain100% (1)
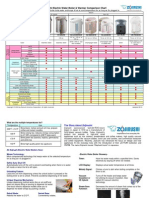
- Zojirushi Electric Water Boiler ChartDocument2 pagesZojirushi Electric Water Boiler ChartthomasdqtNo ratings yet
- Chemical EngineeringDocument3 pagesChemical EngineeringWendell Kim LlanetaNo ratings yet
- Abus Jib CranesDocument13 pagesAbus Jib CranesWibowo ArieNo ratings yet
- 5 KW OFF GRID & Grid Tie Quotation 31-03-2021Document3 pages5 KW OFF GRID & Grid Tie Quotation 31-03-2021ImranFazalNo ratings yet
- HTTP Freecircuitdiagram - Com 2009-05-18 Wailing-Alarm-sirenDocument4 pagesHTTP Freecircuitdiagram - Com 2009-05-18 Wailing-Alarm-sirenmahmud ibrahimNo ratings yet