You might also like
- Copia de Prueba - KS Tabla ProfesorDocument17 pagesCopia de Prueba - KS Tabla Profesorcesar augusto vidarte mendezNo ratings yet
- Unconfined Compression Test 33Document12 pagesUnconfined Compression Test 33Helio García50% (2)
- 20 Conversion TablesDocument12 pages20 Conversion TablesFNo ratings yet
- 1 Server PerformanceDocument17 pages1 Server PerformanceKarenNo ratings yet
- 2020 Dwyer Catalog - Rev.12 PDFDocument500 pages2020 Dwyer Catalog - Rev.12 PDFVu Duc ThuongNo ratings yet
- Prueba - KS-1Document17 pagesPrueba - KS-1Brayan TusoNo ratings yet
- Característica - 1 Servidor No Clientes Hllegada Tserv Tentrelleg Hinicioserv Tcola HfinservDocument17 pagesCaracterística - 1 Servidor No Clientes Hllegada Tserv Tentrelleg Hinicioserv Tcola HfinservYudythVargasNo ratings yet
- Pardon Supervision 2017Document1 pagePardon Supervision 2017Kakal D'GreatNo ratings yet
- 2021 Dwyer Catalog - Rev.8 PDFDocument500 pages2021 Dwyer Catalog - Rev.8 PDF12345laurNo ratings yet
- NSSC Process Optimization: Ii. Spent Liquors: AbstractDocument8 pagesNSSC Process Optimization: Ii. Spent Liquors: AbstractKarteek KandalaNo ratings yet
- Ch4 Aug20 2010Document102 pagesCh4 Aug20 2010April NgNo ratings yet
- Formate brine table for hole cleaningDocument10 pagesFormate brine table for hole cleaningMohamed AbozeimaNo ratings yet
- Multiple Regression data_students(Recuperado automáticamente)Document3 pagesMultiple Regression data_students(Recuperado automáticamente)miriamcamacho2002No ratings yet
- Ejemplo 2 PlantillaDocument29 pagesEjemplo 2 PlantillaJairo GarciaNo ratings yet
- Manufacturing program wall thickness EN 10216-2Document1 pageManufacturing program wall thickness EN 10216-2vdj85No ratings yet
- Manufacturing program wall thickness EN 10216-2Document1 pageManufacturing program wall thickness EN 10216-2FernandoNo ratings yet
- Assignment of Traffic Flow Theory DR Ashar LodhiDocument8 pagesAssignment of Traffic Flow Theory DR Ashar LodhiZAIN AHMEDNo ratings yet
- Dwyer Instruments, Inc. P.O. Box 373 Michigan City, IN 46361-9986 Return Service RequestedDocument20 pagesDwyer Instruments, Inc. P.O. Box 373 Michigan City, IN 46361-9986 Return Service RequestedAbdellah SaadNo ratings yet
- Distribusion y IdfDocument32 pagesDistribusion y IdfRonald CáritasNo ratings yet
- Rumus ' S ' Curve (Version 1)Document7 pagesRumus ' S ' Curve (Version 1)Najib MuhammadNo ratings yet
- Prueba - KS SIMULACION GERENCIALDocument17 pagesPrueba - KS SIMULACION GERENCIALDavid VásquezNo ratings yet
- Sifeq3 172264Document29 pagesSifeq3 172264Marcos SilvaNo ratings yet
- S9 Regresión Simple y Múltiple Al - ColaboratoryDocument14 pagesS9 Regresión Simple y Múltiple Al - ColaboratorySebastian CallesNo ratings yet
- Examen 1 - PS1-Uribe Garcia Jairo LeviDocument31 pagesExamen 1 - PS1-Uribe Garcia Jairo LeviJairo GarciaNo ratings yet
- Menentukan Jarak Fokus Lensa Cembung (Bikonvek) Dengan Metode Pergeseran Objek Atau Benda Sedangkan Lensa Cembung Tetap Lensa Cembung 200 MMDocument6 pagesMenentukan Jarak Fokus Lensa Cembung (Bikonvek) Dengan Metode Pergeseran Objek Atau Benda Sedangkan Lensa Cembung Tetap Lensa Cembung 200 MMAinul RahayuNo ratings yet
- Prueba - KSDocument17 pagesPrueba - KSTomas David Ricaurte SaenzNo ratings yet
- Formate Brine TableDocument12 pagesFormate Brine Tables v poyil100% (1)
- MWH S Water Treatment Principles and Design Third Edition - 2012 - Crittenden - Appendix C Physical Properties of WaterDocument2 pagesMWH S Water Treatment Principles and Design Third Edition - 2012 - Crittenden - Appendix C Physical Properties of WaterbastianpurwaNo ratings yet
- 1 Servidor CaracterísticaDocument17 pages1 Servidor CaracterísticaluchoNo ratings yet
- Electricity Data SetDocument1 pageElectricity Data Setr.warne-23No ratings yet
- Aashto ESAL TablesDocument19 pagesAashto ESAL TablesgarhgelhNo ratings yet
- Prueba - KS SIMULACION GERENCIALDocument17 pagesPrueba - KS SIMULACION GERENCIALDavid VásquezNo ratings yet
- Característica - 1 Servidor No Clientes Hllegada Tserv Tentrelleg Hinicioserv Tcola HfinservDocument17 pagesCaracterística - 1 Servidor No Clientes Hllegada Tserv Tentrelleg Hinicioserv Tcola HfinservMaryleen AcevedoNo ratings yet
- Pipe ScheduleDocument2 pagesPipe ScheduleVipin PeterNo ratings yet
- COOKES Engineering & General Purpose Ropes SpecificationsDocument2 pagesCOOKES Engineering & General Purpose Ropes Specificationshupwrn3No ratings yet
- sm17 130127132808 Phpapp01Document29 pagessm17 130127132808 Phpapp01Arturo Hernández MoralesNo ratings yet
- Physical Properties of WaterDocument1 pagePhysical Properties of WaterJampier32No ratings yet
- Copia de Prueba - KSDocument17 pagesCopia de Prueba - KSCorreal AdmonNo ratings yet
- Chart_for_Curved_Wedges_and_Long_Seam_Weld_Pipe_Inspection_v4Document1 pageChart_for_Curved_Wedges_and_Long_Seam_Weld_Pipe_Inspection_v4david montillaNo ratings yet
- 1.6 2017 ASHRAE Handbook-Fundamentals (SI) : Table 3 Thermodynamic Properties of Water at Saturation (Continued)Document1 page1.6 2017 ASHRAE Handbook-Fundamentals (SI) : Table 3 Thermodynamic Properties of Water at Saturation (Continued)metroroadNo ratings yet
- 2 Microwave System Design CalculationDocument9 pages2 Microwave System Design Calculationmonica mamitagNo ratings yet
- Light Lip ChannelDocument4 pagesLight Lip ChannelnoppadolNo ratings yet
- Multiple Regression Data - StudentsDocument3 pagesMultiple Regression Data - Studentsmiriamcamacho2002No ratings yet
- ChannelsDocument2 pagesChannelssaravoot_jNo ratings yet
- Formula GeomekanikaDocument9 pagesFormula GeomekanikaFsocietyNo ratings yet
- Gerco Export Industrial Supply Co, Inc. Excelente Proveedor de TuberíaDocument1 pageGerco Export Industrial Supply Co, Inc. Excelente Proveedor de TuberíaRoloNo ratings yet
- FDI-China AfricaDocument39 pagesFDI-China AfricaNadia BustosNo ratings yet
- Alex ProcessingDocument11 pagesAlex Processingsaniyag_1No ratings yet
- Celsius to Fahrenheit conversion tableDocument20 pagesCelsius to Fahrenheit conversion tablefaisal58650No ratings yet
- Class MeansDocument1 pageClass Meansblazemwangi59No ratings yet
- Xappx 9 - Talbots Culvert TableDocument1 pageXappx 9 - Talbots Culvert TableMichael Migwi NgigiNo ratings yet
- Rainfall and Streamflow Data AnalysisDocument3 pagesRainfall and Streamflow Data AnalysisPaul Paul Flores JayoNo ratings yet
- Table Content: Tittle: Running Speed StudyDocument9 pagesTable Content: Tittle: Running Speed StudygagdgsgsdgsdgNo ratings yet
- 300zx 1991 FSM SearchableDocument1,248 pages300zx 1991 FSM SearchableMilka Tesla100% (2)
- Lampiran IefsegsesgsrsDocument7 pagesLampiran IefsegsesgsrsLinggaNo ratings yet
- S.S. Sheets Weight GaugeDocument3 pagesS.S. Sheets Weight GaugeuaarNo ratings yet
- Nocal IDocument2 pagesNocal IIsabel España MNo ratings yet
- PVC WT Per Meter 2Document2 pagesPVC WT Per Meter 2webhareggebru06No ratings yet
- Concrete Registry - BOR PSDocument14 pagesConcrete Registry - BOR PSShaarim AJSNo ratings yet
- Government Publications: Key PapersFrom EverandGovernment Publications: Key PapersBernard M. FryNo ratings yet
- Chin Hin - Quarter Announcement Q4 2021 (Final)Document31 pagesChin Hin - Quarter Announcement Q4 2021 (Final)KentNo ratings yet
- Aia Philam Life Health InvestDocument6 pagesAia Philam Life Health InvestJG MespNo ratings yet
- Variant Perception Understanding-VolatilityDocument20 pagesVariant Perception Understanding-VolatilityLinda FreemanNo ratings yet
- Potensi Pengembangan Rute Bandara PaluDocument12 pagesPotensi Pengembangan Rute Bandara PaluErie TambnNo ratings yet
- IFRS and Indonesian GAAP (PSAK) : Similarities and DifferencesDocument28 pagesIFRS and Indonesian GAAP (PSAK) : Similarities and DifferencesSulist SulistNo ratings yet
- Essays On The Indian Economy Competitive Pressure PDFDocument111 pagesEssays On The Indian Economy Competitive Pressure PDFMerabi SabuluaNo ratings yet
- MandA UptickDocument3 pagesMandA UptickGordMillerNo ratings yet
- Kabupaten Semarang Dalam Angka 2023Document600 pagesKabupaten Semarang Dalam Angka 2023Anisa IkhtiarNo ratings yet
- Commercial banks minimum capital requirementsDocument7 pagesCommercial banks minimum capital requirementsMariel Crista Celda Maravillosa100% (1)
- Sample Tour ContractDocument1 pageSample Tour ContractAdrian Keys79% (19)
- John Keells Holdings PLC AR 2021 22 CSEDocument332 pagesJohn Keells Holdings PLC AR 2021 22 CSEDINESH INDURUWAGENo ratings yet
- 11th Commerce 3 Marks Study Material English MediumDocument21 pages11th Commerce 3 Marks Study Material English MediumGANAPATHY.SNo ratings yet
- Types of RiskDocument6 pagesTypes of RiskNayan kakiNo ratings yet
- SMB Grade 5 2018Document2 pagesSMB Grade 5 2018Miles SilabaNo ratings yet
- Impact of Small and Medium Enterprises On EconomicDocument6 pagesImpact of Small and Medium Enterprises On EconomicPeter EzeNo ratings yet
- CH 02Document60 pagesCH 02kevin echiverriNo ratings yet
- Request For Taxpayer Identification Number and CertificationDocument4 pagesRequest For Taxpayer Identification Number and CertificationZak CascaNo ratings yet
- Catalog Pricol MeterDocument44 pagesCatalog Pricol MeterTaher MotorwalaNo ratings yet
- Allen Onyema Criminal IndictmentDocument36 pagesAllen Onyema Criminal IndictmentDavid HundeyinNo ratings yet
- Vellikallu Culvert Revised Working EstimateDocument33 pagesVellikallu Culvert Revised Working EstimateRA1511001010329 229510No ratings yet
- Board Structures in Asia - One-Tier vs Two-Tier ModelsDocument34 pagesBoard Structures in Asia - One-Tier vs Two-Tier ModelsHoangNo ratings yet
- ALIF 2021-2022 Annual PDFDocument79 pagesALIF 2021-2022 Annual PDFCAL ResearchNo ratings yet
- International Economics 4th Edition Feenstra Test BankDocument102 pagesInternational Economics 4th Edition Feenstra Test BankMai NguyenNo ratings yet
- BOP Chapter 2Document31 pagesBOP Chapter 2Netflix 0001No ratings yet
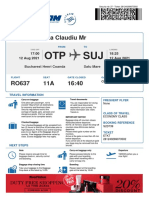
- Security nb: 27 - Ticket: 281240269073502Document1 pageSecurity nb: 27 - Ticket: 281240269073502ClauNo ratings yet
- SFM Theory With SolutionsDocument64 pagesSFM Theory With SolutionsNisen ShresthaNo ratings yet
- Capstone Proposal - Good Copy 1Document6 pagesCapstone Proposal - Good Copy 1api-656329572No ratings yet
- PM Surya Ghar Muft Bijli YojanaDocument5 pagesPM Surya Ghar Muft Bijli Yojanaminhaj.xploreNo ratings yet
- 1.2 Slides - Factors of ProductionDocument11 pages1.2 Slides - Factors of ProductionJIE MIN CHANNo ratings yet
- Скільки бізнесів планують залишитися в Україні - опитуванняDocument13 pagesСкільки бізнесів планують залишитися в Україні - опитуванняЮля ЗахарченкоNo ratings yet