You might also like
- 数学计算练习二答案Document2 pages数学计算练习二答案IceNo ratings yet
- 「来背单词」6行版@伊特奈缇Document109 pages「来背单词」6行版@伊特奈缇tkicorpNo ratings yet
- 运筹学 最短路问题Document13 pages运筹学 最短路问题yanxuecanNo ratings yet
- دليل حول كيفيات تقدير تمثيلية المنظمات النقابية ومضمون المؤشرات الإحصائية الخاصة بمنخرطيهاDocument21 pagesدليل حول كيفيات تقدير تمثيلية المنظمات النقابية ومضمون المؤشرات الإحصائية الخاصة بمنخرطيهاOmar OmarNo ratings yet
- دليل حول مهام الوسطاء في مجال تسوية النزاعات الجماعية للعمل، وكذا كيفيات تعيينهم وأتعابهمDocument21 pagesدليل حول مهام الوسطاء في مجال تسوية النزاعات الجماعية للعمل، وكذا كيفيات تعيينهم وأتعابهمOmar OmarNo ratings yet
- دليل حول كيفيات الانتداب لممارسة عهدة نقابية والاستفادة من رخص الغياب وعطلة التكوين النقابيDocument36 pagesدليل حول كيفيات الانتداب لممارسة عهدة نقابية والاستفادة من رخص الغياب وعطلة التكوين النقابيOmar OmarNo ratings yet
- 2022日历表PDFDocument1 page2022日历表PDFqiaozhi zhangNo ratings yet
- DP Calendar 2023 24 A1Document1 pageDP Calendar 2023 24 A1Johnnie ZhangNo ratings yet
- 22 阿拉伯风格绮想曲Document7 pages22 阿拉伯风格绮想曲lang chenNo ratings yet
- Mdiq Rabii2 1445Document1 pageMdiq Rabii2 1445abdelmenim4No ratings yet
- Ebbinghaus艾宾浩斯遗忘曲线复习计划表 20220615105628Document25 pagesEbbinghaus艾宾浩斯遗忘曲线复习计划表 20220615105628lau helenNo ratings yet
- Mate Matic ADocument1 pageMate Matic ABryan McFlexNo ratings yet
- 4.6分数的混合运算 (复制)Document7 pages4.6分数的混合运算 (复制)TING KE QUAN MoeNo ratings yet
- Agadir Doul9i3da 1444Document1 pageAgadir Doul9i3da 1444MansouriNo ratings yet
- Tanger Rabii1 1443Document1 pageTanger Rabii1 1443salma El messaoudiNo ratings yet
- Layout RP-1D - 102419Document2 pagesLayout RP-1D - 102419Hilario CruzNo ratings yet
- Asfi Ramadan 1443Document1 pageAsfi Ramadan 1443Yassine AzougaghNo ratings yet
- Ficha 1Document3 pagesFicha 1BEÑAT CASTAÑARES LOPEZNo ratings yet
- Kenitra Choual 1443Document1 pageKenitra Choual 1443محمد بلحاجNo ratings yet
- Casablanca Safar 1444Document1 pageCasablanca Safar 1444Mohamed El MountassirNo ratings yet
- Pembahasan Jawaban Soal Kalkulus Bab 1 Subbab1 Buku Karangan Edwin J Purcell Dan Dale VarbergDocument24 pagesPembahasan Jawaban Soal Kalkulus Bab 1 Subbab1 Buku Karangan Edwin J Purcell Dan Dale VarbergcecepNo ratings yet
- Tarea 10 Estadistica GeneralDocument5 pagesTarea 10 Estadistica GeneralRenzo Cuentas usuriagaNo ratings yet
- 4 6分数的混合运算Document14 pages4 6分数的混合运算TING KE QUAN MoeNo ratings yet
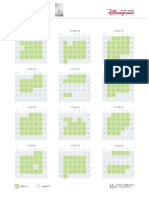
- HKDL Magic Access Silver Card Calendar 2022 09 TCDocument2 pagesHKDL Magic Access Silver Card Calendar 2022 09 TCtestingNo ratings yet
- HKDL MA Calender Gold TCDocument2 pagesHKDL MA Calender Gold TCGary LamNo ratings yet
- 2022年月历 微博:世玖猗啊Document13 pages2022年月历 微博:世玖猗啊Wan XuanNo ratings yet
- 螢幕截圖 2021-12-01 下午9.53.41Document30 pages螢幕截圖 2021-12-01 下午9.53.41Katrina ChowNo ratings yet
- HKDL Magic Access Gold Card Calendar 2022 09 TCDocument2 pagesHKDL Magic Access Gold Card Calendar 2022 09 TCtestingNo ratings yet
- MM RPT T2 Pindaan 2020Document2 pagesMM RPT T2 Pindaan 2020Ericia LimNo ratings yet
- Screenshot 2023-02-20 at 9.51.12 PMDocument3 pagesScreenshot 2023-02-20 at 9.51.12 PMمنيره المياحNo ratings yet
- Tanger Moharram 1443Document1 pageTanger Moharram 1443yassin900No ratings yet
- 九龍真光中學 聖誕崇拜 禮堂座位表 (2021 2022年度) 20211221 v2Document1 page九龍真光中學 聖誕崇拜 禮堂座位表 (2021 2022年度) 20211221 v2Wong CrystalNo ratings yet
- MateDocument2 pagesMateffffffNo ratings yet
- Rabat-Sale Doul9i3da 1443Document1 pageRabat-Sale Doul9i3da 1443Alirfan libNo ratings yet
- 6482Document2 pages6482Abdul WahidNo ratings yet
- 5 Merasionalkan Penyebut Pecahan Bentuk AkarDocument3 pages5 Merasionalkan Penyebut Pecahan Bentuk AkarAKUN NEWNo ratings yet
- Merasionalkan Penyebut Pecahan Bentuk AkarDocument3 pagesMerasionalkan Penyebut Pecahan Bentuk AkarikadekokasucandraNo ratings yet
- Fes Rajab 1445Document1 pageFes Rajab 1445colabkhalid1No ratings yet
- Rabat-Sale Ramadan 1444Document1 pageRabat-Sale Ramadan 1444w24d8xwg6mNo ratings yet
- دليل حول اليات دراسة وضعية العلاقات الإجتماعية والمهنية والظروف العامة للعملDocument22 pagesدليل حول اليات دراسة وضعية العلاقات الإجتماعية والمهنية والظروف العامة للعملOmar OmarNo ratings yet
- K2 Sep 数学 2022Document27 pagesK2 Sep 数学 2022Popeye LeeNo ratings yet
- Alamliat Fi Mjmoaa Alaadad Alhqiqia Tmarin Ghir Mhlola 1 - 2Document2 pagesAlamliat Fi Mjmoaa Alaadad Alhqiqia Tmarin Ghir Mhlola 1 - 2nihali mohamedNo ratings yet
- Aouserd Doulhijja 1444Document1 pageAouserd Doulhijja 1444abderrahimNo ratings yet
- Nazar Hussain Vs Shaheena Bi BiDocument2 pagesNazar Hussain Vs Shaheena Bi BiMuhammad NasirNo ratings yet
- Rachidia Safar 1444Document1 pageRachidia Safar 1444Nilse SmbNo ratings yet
- Tanger Choual 1443Document1 pageTanger Choual 1443Khadi TradingNo ratings yet
- 0416Document4 pages0416remo khan gldNo ratings yet
- Gestm11 Dom5 ResolDocument8 pagesGestm11 Dom5 ResolDavid Miguel Marques da CostaNo ratings yet
- 100天学习计划 艾宾浩斯遗忘曲线1Document2 pages100天学习计划 艾宾浩斯遗忘曲线1Jian ChenNo ratings yet
- 0416 Question PaperDocument4 pages0416 Question PaperbfssmandialategaNo ratings yet
- Puiss Q Part2Document9 pagesPuiss Q Part2Nesrine Ben AzizNo ratings yet
- Tanger Rajab 1444Document1 pageTanger Rajab 1444Khadi TradingNo ratings yet
- Tanger Chaaban 1444Document1 pageTanger Chaaban 1444Khadi TradingNo ratings yet
- P5 異分母分數連減法Document3 pagesP5 異分母分數連減法amiaowangNo ratings yet
- Melukote Form20 PDFDocument6 pagesMelukote Form20 PDFTejashn TejashnNo ratings yet
- Tanger Ramadan 1440Document1 pageTanger Ramadan 1440yassin900No ratings yet
- Midelt Joumada2 1443Document1 pageMidelt Joumada2 1443youssef elmoudniNo ratings yet
- Coding Stigma DepresiDocument5 pagesCoding Stigma DepresiHeni PuspitasariNo ratings yet