You might also like
- Systems for Planning and Control in ManufacturingFrom EverandSystems for Planning and Control in ManufacturingRating: 3 out of 5 stars3/5 (1)
- Establishing A CGMP Laboratory Audit System: A Practical GuideFrom EverandEstablishing A CGMP Laboratory Audit System: A Practical GuideNo ratings yet
- Fast Response Process: Standardized Rapid Reaction To Quality IssuesDocument162 pagesFast Response Process: Standardized Rapid Reaction To Quality IssuesSudhagarNo ratings yet
- StandardizationDocument15 pagesStandardizationMulat TeshomeNo ratings yet
- World Class Manufacturing - Workplace Organization (151 Pages)Document151 pagesWorld Class Manufacturing - Workplace Organization (151 Pages)Gwladys BettoNo ratings yet
- 11 - Maintenance Oct2013Document72 pages11 - Maintenance Oct2013Mojtaba MousaviNo ratings yet
- Operate Plant Sub Process: Familiarization PackageDocument16 pagesOperate Plant Sub Process: Familiarization PackageQadir MohideenNo ratings yet
- Revisi 16 NovemberDocument23 pagesRevisi 16 NovemberIlham M TaufikNo ratings yet
- Qualifications For All Personnel - Plant 1 - DT 1st ShiftDocument6 pagesQualifications For All Personnel - Plant 1 - DT 1st ShiftToni Gonzalez.No ratings yet
- Concept of Jidoka: Your Company NameDocument21 pagesConcept of Jidoka: Your Company NameMohammed AwaneNo ratings yet
- A Strategy For Performance ExcellenceDocument73 pagesA Strategy For Performance ExcellenceHéctor Eduardo CazotNo ratings yet
- Quality MaintenanceDocument19 pagesQuality MaintenanceR.BALASUBRAMANINo ratings yet
- I. Production Flow: 5. Low Cost AutomationDocument15 pagesI. Production Flow: 5. Low Cost AutomationCREATION.DESIGN.JEANSNo ratings yet
- Turtle Diagram (Process Mapping) - ContohDocument3 pagesTurtle Diagram (Process Mapping) - Contohjefry sitorusNo ratings yet
- Agile Implementation at AT&T: AT&T Tel Aviv Center of Excellence Dotan NavehDocument14 pagesAgile Implementation at AT&T: AT&T Tel Aviv Center of Excellence Dotan NavehOsee LunamaNo ratings yet
- Mistake Proofing & Poka-Yoke: A Strategy For Performance ExcellenceDocument73 pagesMistake Proofing & Poka-Yoke: A Strategy For Performance Excellencekumarkk1969No ratings yet
- USA 2015 Clase 5 Modelos Lean CorporativosDocument23 pagesUSA 2015 Clase 5 Modelos Lean CorporativosNELSON CRUZNo ratings yet
- KK PillarDocument16 pagesKK Pillardhruvil patelNo ratings yet
- BPG - 5S-System (Fivess)Document28 pagesBPG - 5S-System (Fivess)Roland von KurnatowskiNo ratings yet
- 5S Imp Plan - Map ImplementationDocument2 pages5S Imp Plan - Map Implementationkapil KumarNo ratings yet
- Matrix Commisining MQC NR SMCXP Type JPDocument65 pagesMatrix Commisining MQC NR SMCXP Type JPvin ssNo ratings yet
- Norma Isa 95: Enterprise-Control System Integration Standard B2Mml Business To Manufacturing Markup LanguageDocument79 pagesNorma Isa 95: Enterprise-Control System Integration Standard B2Mml Business To Manufacturing Markup LanguageĐan VũNo ratings yet
- Week 4 Handout PDFDocument70 pagesWeek 4 Handout PDFParul ChaudharyNo ratings yet
- Zero Defect and Zero Effect: - Maturity ModelDocument8 pagesZero Defect and Zero Effect: - Maturity ModelYash BelaniNo ratings yet
- A Strategy For Performance ExcellenceDocument73 pagesA Strategy For Performance Excellenceravi.youNo ratings yet
- P4 Strategi Implementasi Poka YokeDocument7 pagesP4 Strategi Implementasi Poka Yokeabu yazid BusthomiNo ratings yet
- (One Step Setup) : A Strategy For Performance ExcellenceDocument31 pages(One Step Setup) : A Strategy For Performance Excellencesumit kumarNo ratings yet
- (One Step Setup) : A Strategy For Performance ExcellenceDocument31 pages(One Step Setup) : A Strategy For Performance ExcellenceBikash RautrayaNo ratings yet
- Continuous Process Improvement: Subject: Total Quality Management Instructor: Sumera KaziDocument10 pagesContinuous Process Improvement: Subject: Total Quality Management Instructor: Sumera Kazidua tanveerNo ratings yet
- Problem Solving: BesterfieldDocument17 pagesProblem Solving: BesterfieldPrince RajputNo ratings yet
- Vol 6Document47 pagesVol 6Brenda xel-ha Arenas BlancoNo ratings yet
- 02 Define An End To End SDLCDocument41 pages02 Define An End To End SDLCJean-Yves AtquetNo ratings yet
- Presentation 1Document16 pagesPresentation 1Sripal ShahNo ratings yet
- 63204b31518a9 WEB 3.0 CASE CHAIN ROUND 2Document14 pages63204b31518a9 WEB 3.0 CASE CHAIN ROUND 2Shinde Chaitanya Sharad C-DOT 5688No ratings yet
- S4H - 885 How To Approach Fit To Standard Analysis - S4HANA CloudDocument16 pagesS4H - 885 How To Approach Fit To Standard Analysis - S4HANA Cloudwai waiNo ratings yet
- System Analysis - Noddy GuideDocument2 pagesSystem Analysis - Noddy Guidegeorge moyoNo ratings yet
- Annual ReviewDocument16 pagesAnnual ReviewSanjay AnbarasanNo ratings yet
- Lean System Thinking - Overview-Awareness SessionDocument97 pagesLean System Thinking - Overview-Awareness SessionBayoumy ElyanNo ratings yet
- 5S Guidence PDFDocument28 pages5S Guidence PDFAnonymous llBSa7No ratings yet
- CV Billy Fernando Silangit ATSDocument2 pagesCV Billy Fernando Silangit ATSBilly Fernando SilangitNo ratings yet
- SOFTWARE TESTING - QA Life CycleDocument9 pagesSOFTWARE TESTING - QA Life CycleJaka tarunaNo ratings yet
- Module 15. Measure RoadmapDocument4 pagesModule 15. Measure Roadmaptaghavi1347No ratings yet
- Industrial Trainee Program - NajwaDocument1 pageIndustrial Trainee Program - NajwaDiniy YusofNo ratings yet
- 5S Implementation PlanDocument16 pages5S Implementation PlanSathyanarayanan GNo ratings yet
- Materi 10 COBIT 5 Process Reference GuideDocument57 pagesMateri 10 COBIT 5 Process Reference Guideerina firdausNo ratings yet
- Module 39. Improve RoadmapDocument4 pagesModule 39. Improve Roadmaptaghavi1347No ratings yet
- Day 1 PPDS OverviewDocument14 pagesDay 1 PPDS Overviewakshay Kumar100% (1)
- S4H - 074 How To Approach Fit To Standard Analysis - CloudDocument16 pagesS4H - 074 How To Approach Fit To Standard Analysis - CloudGasserNo ratings yet
- Reducing Setup Cost & Smed: Presented byDocument74 pagesReducing Setup Cost & Smed: Presented byfennyNo ratings yet
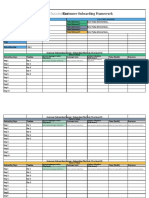
- Customer Onboarding FrameworkDocument3 pagesCustomer Onboarding FrameworkOaga GutierrezNo ratings yet
- Kai Zen: Kaizen SCO Work SessionDocument29 pagesKai Zen: Kaizen SCO Work SessionMtzCarlosNo ratings yet
- Iso RedifinedDocument32 pagesIso RedifinedNikesh KumarNo ratings yet
- Life Cycle Posters 11x17 - AGILEDocument1 pageLife Cycle Posters 11x17 - AGILEAhmedNo ratings yet
- Continuous Monitoring Continuous Auditing: Organizational Readiness What Needs To Be Done Making It HappenDocument12 pagesContinuous Monitoring Continuous Auditing: Organizational Readiness What Needs To Be Done Making It HappenncyuwptvNo ratings yet
- Work Breakdown StructureDocument1 pageWork Breakdown StructureKoa Steve RojoNo ratings yet
- 5s SMPL 1Document32 pages5s SMPL 1Chandru JattiNo ratings yet
- Improvment Schadule Control ChartDocument2 pagesImprovment Schadule Control ChartMohit BansalNo ratings yet
- The 7QB of Production: FAS Training PresentationDocument50 pagesThe 7QB of Production: FAS Training Presentationcong da100% (1)
- Adidas - Operator TrainingDocument16 pagesAdidas - Operator TrainingDiwakar KumarNo ratings yet
- Lean Manufacturing OverviewDocument11 pagesLean Manufacturing OverviewBishnu S. MukherjeeNo ratings yet
- Mixing L 6-7Document60 pagesMixing L 6-7hyde2520015754No ratings yet
- Evolution of Indian TolucaDocument28 pagesEvolution of Indian TolucaAlberto Duran IniestraNo ratings yet
- Gunny PasteDocument2 pagesGunny PastejpesNo ratings yet
- UD11T4107 English Maritime History Human FactorDocument4 pagesUD11T4107 English Maritime History Human FactorParminder singh parmarNo ratings yet
- Aerial MV Covered Networks: Worth A New Look?: 2. Medium Voltage Overhead Insulated/ Covered LinesDocument1 pageAerial MV Covered Networks: Worth A New Look?: 2. Medium Voltage Overhead Insulated/ Covered LinesAnonymous 1AAjd0No ratings yet
- 0900-9914 I1 201012 PDFDocument132 pages0900-9914 I1 201012 PDFIvan Arjona50% (2)
- Industrial TYROLITc 21Document611 pagesIndustrial TYROLITc 21kamilNo ratings yet
- FPS Module 1Document28 pagesFPS Module 1RickNo ratings yet
- Karunungang BayanDocument6 pagesKarunungang BayanGeronimo DiazNo ratings yet
- Poem Summary - Keeping QuietDocument3 pagesPoem Summary - Keeping QuietVignesh Mohan100% (2)
- Annual Report 2016Document171 pagesAnnual Report 2016Angel GrilliNo ratings yet
- Castlegar & Slocan Valley Pennywise Dec. 9, 2014Document49 pagesCastlegar & Slocan Valley Pennywise Dec. 9, 2014Pennywise PublishingNo ratings yet
- Spining Mill in IndiaDocument74 pagesSpining Mill in IndiaMahendra Shah100% (4)
- Saturated Salt Solutions and %RHDocument2 pagesSaturated Salt Solutions and %RHsamman149686100% (1)
- Lymphoid OrganDocument23 pagesLymphoid OrganSwetha RameshNo ratings yet
- 1mrk508015-Ben B en Auxiliary Signalling and Trippning Relays Rxma 1 Rxma 2 Rxms 1 RXSF 1 Rxme 1 Rxme 18 RXMH 2 RXMDocument20 pages1mrk508015-Ben B en Auxiliary Signalling and Trippning Relays Rxma 1 Rxma 2 Rxms 1 RXSF 1 Rxme 1 Rxme 18 RXMH 2 RXMalaa6474794No ratings yet
- REE0913ra LegazpiDocument6 pagesREE0913ra LegazpiScoopBoyNo ratings yet
- JNTU Old Question Papers 2007Document8 pagesJNTU Old Question Papers 2007Srinivasa Rao GNo ratings yet
- S.No. Components Makes: 1 Grab Cranes - Gantry TypeDocument4 pagesS.No. Components Makes: 1 Grab Cranes - Gantry TypeHarish KumarNo ratings yet
- Types of Welding Defects PDFDocument12 pagesTypes of Welding Defects PDFDhiab Mohamed AliNo ratings yet
- The Guardian Weekly 9-02-2024-2Document64 pagesThe Guardian Weekly 9-02-2024-2krris.galNo ratings yet
- Ovonic Unified Memory OR Phase Change MemoryDocument37 pagesOvonic Unified Memory OR Phase Change Memoryrockstar_69No ratings yet
- SAIC N 2023 PreQualTestApplicator&AppProcCastRefract EL Rev2Document3 pagesSAIC N 2023 PreQualTestApplicator&AppProcCastRefract EL Rev2Anonymous S9qBDVkyNo ratings yet
- Rebellion - Sagas of Iceland - The History of The Vikings Vol. 1Document28 pagesRebellion - Sagas of Iceland - The History of The Vikings Vol. 1Manuel Velasco100% (1)
- Shravana CharacterDocument5 pagesShravana CharacterSuresh SharmaNo ratings yet
- Unit 2 - CT2Document45 pagesUnit 2 - CT2Jagrit DusejaNo ratings yet
- P1 - Duct Design IntroductionDocument30 pagesP1 - Duct Design IntroductionAndryx MartinezNo ratings yet
- Use of Information Technology in The Flight Catering ServicesDocument32 pagesUse of Information Technology in The Flight Catering ServicesAbhiroop SenNo ratings yet
- Osawa Catalogue 2021Document708 pagesOsawa Catalogue 2021lorenzo.lima1706No ratings yet