You might also like
- Fasteners Guide - Threaded, Non-Threaded Types and Design for Fatigue StrengthDocument41 pagesFasteners Guide - Threaded, Non-Threaded Types and Design for Fatigue StrengthGcwalisile DlaminiNo ratings yet
- Depth I Ys: Will Volve ElowDocument26 pagesDepth I Ys: Will Volve ElowPaulNo ratings yet
- Z (N) Z (N) + (D - 82.5) X 0.27d: Cont2Document1 pageZ (N) Z (N) + (D - 82.5) X 0.27d: Cont2strijelavremenaNo ratings yet
- Analysis of Bolt Torquing and Stress CalculationsDocument7 pagesAnalysis of Bolt Torquing and Stress CalculationsEleonor MaderazoNo ratings yet
- Article - Structural BoltsDocument6 pagesArticle - Structural Boltsing_weroNo ratings yet
- Machine Design I 2014Document8 pagesMachine Design I 201455511223344No ratings yet
- Flange Hex Locknuts vs. Hex Locknuts - Benefits of The FlangeDocument6 pagesFlange Hex Locknuts vs. Hex Locknuts - Benefits of The FlangeJereRAESNo ratings yet
- Nasa TM-106943Document29 pagesNasa TM-106943LizardladNo ratings yet
- 1-Bolt Geometry, Symbol of Bolts in Proj (19 Files Merged) PDFDocument28 pages1-Bolt Geometry, Symbol of Bolts in Proj (19 Files Merged) PDFSimi NagyNo ratings yet
- Me331-Design of Machine Elements Unit Iii Design of Fasteners and JointsDocument21 pagesMe331-Design of Machine Elements Unit Iii Design of Fasteners and JointsMuthuvel MNo ratings yet
- Truncation of Post-Tensioned Tendons - H KirrageDocument45 pagesTruncation of Post-Tensioned Tendons - H KirrageAnonymous 8pw0Il0DsyNo ratings yet
- Riveted Joints ASME IDocument7 pagesRiveted Joints ASME ICastoriadisNo ratings yet
- Penstocks - Seepage RingDocument2 pagesPenstocks - Seepage RingDiegoNo ratings yet
- CIE 815 CONNECTIONS AND PLATED STRUCTURESDocument5 pagesCIE 815 CONNECTIONS AND PLATED STRUCTURESHenry DiyokeNo ratings yet
- Design of Machine Elements (Me)Document3 pagesDesign of Machine Elements (Me)Mathews JosephNo ratings yet
- Anchor Bolt DesignDocument26 pagesAnchor Bolt Designdwicahyo_as100% (1)
- A325 and A490 BoltsDocument9 pagesA325 and A490 BoltsCHECcorp100% (1)
- IS 6938 (2005) - Design of Rope Drum and Chain Hoists For Hydraulic Gates - Code of PracticeDocument16 pagesIS 6938 (2005) - Design of Rope Drum and Chain Hoists For Hydraulic Gates - Code of PracticeSuleman KhanNo ratings yet
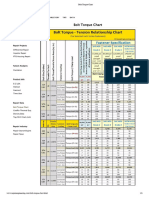
- Bolt Torque ChartDocument6 pagesBolt Torque Chart5221asri_maabNo ratings yet
- Bolt Torque and Tap Check: Understanding ASTM A325, A490 Bolts and Derrick ConstructionDocument20 pagesBolt Torque and Tap Check: Understanding ASTM A325, A490 Bolts and Derrick Constructionbudymood100% (3)
- Diseño Mecánico II: Bandas y CadenasDocument50 pagesDiseño Mecánico II: Bandas y CadenasLuis TaramuelNo ratings yet
- IS 4000 For BOLT TIGHTENINGDocument15 pagesIS 4000 For BOLT TIGHTENINGinfiniteNo ratings yet
- Belt and Chain DrivesDocument10 pagesBelt and Chain DrivesJagdip ShethNo ratings yet
- Methodology For Stressing of PSC Girders (C)Document2 pagesMethodology For Stressing of PSC Girders (C)VB665No ratings yet
- Methodology For Stressing of PSC Girders (C)Document2 pagesMethodology For Stressing of PSC Girders (C)HegdeVenugopalNo ratings yet
- Fatigue Testing Machine Simulates Rope DamageDocument11 pagesFatigue Testing Machine Simulates Rope Damageshah nauman100% (1)
- Tension Members DesignDocument42 pagesTension Members DesignVermuch CasioNo ratings yet
- HSFG Bolt PDFDocument6 pagesHSFG Bolt PDFSatish PawarNo ratings yet
- Bolted JointDocument9 pagesBolted JointkhanhtruongNo ratings yet
- Reinforced Concrete Torsion DesignDocument47 pagesReinforced Concrete Torsion DesignalaaNo ratings yet
- Couplings Online 2Document9 pagesCouplings Online 2Abdul Rasheed GhaziNo ratings yet
- Is 4000 1992 PDFDocument18 pagesIs 4000 1992 PDFDarshit VejaniNo ratings yet
- Code of Practice for AS5100 Part 5Document2 pagesCode of Practice for AS5100 Part 5Milind TrivediNo ratings yet
- Marine Standards IACSDocument8 pagesMarine Standards IACSAbhinav OjhaNo ratings yet
- Design of Pile Cap - Strut and Tie MethodDocument7 pagesDesign of Pile Cap - Strut and Tie MethodHong VeasnaNo ratings yet
- Macine Element I Worksheet for Final ExamDocument4 pagesMacine Element I Worksheet for Final Examdagimawgchew777No ratings yet
- Methodology For Stressing of PSC GirdersDocument8 pagesMethodology For Stressing of PSC GirdersHegdeVenugopal100% (1)
- Cylindrical Compression Helix Springs For Suspension SystemsFrom EverandCylindrical Compression Helix Springs For Suspension SystemsNo ratings yet
- Influence of System Parameters Using Fuse Protection of Regenerative DC DrivesFrom EverandInfluence of System Parameters Using Fuse Protection of Regenerative DC DrivesNo ratings yet
- Study of a reluctance magnetic gearbox for energy storage system applicationFrom EverandStudy of a reluctance magnetic gearbox for energy storage system applicationRating: 1 out of 5 stars1/5 (1)
- The Fatigue Strength of Transverse Fillet Welded Joints: A Study of the Influence of Joint GeometryFrom EverandThe Fatigue Strength of Transverse Fillet Welded Joints: A Study of the Influence of Joint GeometryNo ratings yet
- Advanced Opensees Algorithms, Volume 1: Probability Analysis Of High Pier Cable-Stayed Bridge Under Multiple-Support Excitations, And LiquefactionFrom EverandAdvanced Opensees Algorithms, Volume 1: Probability Analysis Of High Pier Cable-Stayed Bridge Under Multiple-Support Excitations, And LiquefactionNo ratings yet
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsFrom Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsRating: 4 out of 5 stars4/5 (1)
- Steam Turbines A Book of Instruction for the Adjustment and Operation of the Principal Types of this Class of Prime MoversFrom EverandSteam Turbines A Book of Instruction for the Adjustment and Operation of the Principal Types of this Class of Prime MoversRating: 5 out of 5 stars5/5 (2)
- A Design For Circular Concrete Tank Pca Design MethodDocument15 pagesA Design For Circular Concrete Tank Pca Design MethodajebNo ratings yet
- Modeling of Storage Tank Settlement Based On The United States StandardsDocument7 pagesModeling of Storage Tank Settlement Based On The United States StandardsRktBatamNo ratings yet
- Bubbledeck Voided Flat Slab Solutions: June 2008Document91 pagesBubbledeck Voided Flat Slab Solutions: June 2008kitilina_bubureni9698No ratings yet
- Design of liquid-storage tank: software vs Eurocode calculationsDocument13 pagesDesign of liquid-storage tank: software vs Eurocode calculationsSandeep BhatiaNo ratings yet
- Bubbledeck Voided Flat Slab Solutions: June 2008Document91 pagesBubbledeck Voided Flat Slab Solutions: June 2008kitilina_bubureni9698No ratings yet
- STR-M - Transverse (Confinement) ReinforcementDocument3 pagesSTR-M - Transverse (Confinement) ReinforcementFWICIPNo ratings yet
- New Trends in Reinforcing SteelDocument5 pagesNew Trends in Reinforcing SteelHyunkyoun JinNo ratings yet
- STR-M - Recommendations For Structural GroutingDocument3 pagesSTR-M - Recommendations For Structural GroutingFWICIPNo ratings yet
- STR-M - Variable Modulus of Subgrade Reaction Part 1 FundamentalsDocument3 pagesSTR-M - Variable Modulus of Subgrade Reaction Part 1 FundamentalsFWICIPNo ratings yet
- C StructuralDesign Morgan Sept18Document3 pagesC StructuralDesign Morgan Sept18gtroad1No ratings yet
- STR-M - So, You Need To Design A Masonry InfillDocument3 pagesSTR-M - So, You Need To Design A Masonry InfillFWICIPNo ratings yet
- STR-M - Structural Masonry General NotesDocument3 pagesSTR-M - Structural Masonry General NotesFWICIPNo ratings yet
- Load-Carrying Capacity of S-O-G, Shentu MethodDocument0 pagesLoad-Carrying Capacity of S-O-G, Shentu MethodArifsalimNo ratings yet
- 272003-C-StructuralComponents-structural Capasity of PileDocument5 pages272003-C-StructuralComponents-structural Capasity of PileVirendra Kumar PareekNo ratings yet
- STR-M - Horizontal End Wall Hooks Construct Detail For 8-Inch CMU Special Shear WallsDocument1 pageSTR-M - Horizontal End Wall Hooks Construct Detail For 8-Inch CMU Special Shear WallsFWICIPNo ratings yet
- STR-M - Beyond Bond Strength of Adhesive AnchorsDocument4 pagesSTR-M - Beyond Bond Strength of Adhesive AnchorsFWICIPNo ratings yet
- STR-M - Joist Girder Moment Connections SJIDocument4 pagesSTR-M - Joist Girder Moment Connections SJIFWICIPNo ratings yet
- Footing Design PDFDocument7 pagesFooting Design PDFskanska07070No ratings yet
- Impact of The New ACI 318-14 Confinement Requirements For Special Moment Frame ColumnsDocument2 pagesImpact of The New ACI 318-14 Confinement Requirements For Special Moment Frame ColumnsFWICIPNo ratings yet
- STR-Post-Installed Adhesive Anchor SystemsDocument2 pagesSTR-Post-Installed Adhesive Anchor SystemsFWICIPNo ratings yet
- STR-M - ASCE 7-16 Provisions For Lateral Drift DeterminationDocument4 pagesSTR-M - ASCE 7-16 Provisions For Lateral Drift DeterminationFWICIP0% (1)
- Thermo-Chemo-Mechanical Cracking AssesmentDocument6 pagesThermo-Chemo-Mechanical Cracking AssesmentFWICIPNo ratings yet
- Load-Carrying Capacity of S-O-G, Shentu MethodDocument0 pagesLoad-Carrying Capacity of S-O-G, Shentu MethodArifsalimNo ratings yet
- Essential Technical Data On Steel ReinforcementDocument65 pagesEssential Technical Data On Steel ReinforcementFWICIPNo ratings yet
- May2020 PDFDocument68 pagesMay2020 PDFPradeep ManiNo ratings yet
- May2020 PDFDocument68 pagesMay2020 PDFPradeep ManiNo ratings yet
- BRC Product Catalogue PDFDocument80 pagesBRC Product Catalogue PDFzewilkNo ratings yet
- Foundations and Earthworks For Cylindrical Steel Storage Tanks (1976)Document6 pagesFoundations and Earthworks For Cylindrical Steel Storage Tanks (1976)FWICIPNo ratings yet
- Steel Onesteel HandbookDocument34 pagesSteel Onesteel HandbookjlolhnpNo ratings yet
- ONE Steel - 300 PLUS Steel Grade PDFDocument2 pagesONE Steel - 300 PLUS Steel Grade PDFFWICIPNo ratings yet
- Modelling and Simulation of Armature ControlledDocument7 pagesModelling and Simulation of Armature ControlledPrathap VuyyuruNo ratings yet
- Momentum Learning GuideDocument14 pagesMomentum Learning GuideRana MukherjeeNo ratings yet
- Technical Data Sheet for Exhaust Gas Bypass StackDocument3 pagesTechnical Data Sheet for Exhaust Gas Bypass StackZaki nouiNo ratings yet
- Laminar Forced Convection Slip - Ow in A Micro-Annulus Between Two Concentric CylindersDocument8 pagesLaminar Forced Convection Slip - Ow in A Micro-Annulus Between Two Concentric CylindersKaraburma73No ratings yet
- Course: Metrology Code: MT-212 2nd Year, Mechanical TechnologyDocument10 pagesCourse: Metrology Code: MT-212 2nd Year, Mechanical TechnologyAbban SiddiquiNo ratings yet
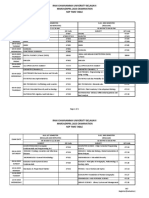
- NEP Time Table BSC FINALDocument2 pagesNEP Time Table BSC FINALKumar S pNo ratings yet
- Magnetism and Matter Class DiscussionDocument6 pagesMagnetism and Matter Class DiscussionNajilaNo ratings yet
- Linear Inequalities in Two VariablesDocument8 pagesLinear Inequalities in Two Variableskiahjessie67% (3)
- Mechansims of FiltrationDocument21 pagesMechansims of FiltrationNaubeqNo ratings yet
- Patterns and AlgebraDocument20 pagesPatterns and AlgebrajatothuNo ratings yet
- ME3405 Mechatronics Lab Student Name: Iskander Otorbayev Student Number: 180015732Document12 pagesME3405 Mechatronics Lab Student Name: Iskander Otorbayev Student Number: 180015732Iskander OtorbayevNo ratings yet
- Hypno-Subliminal Script for Mind HackingDocument6 pagesHypno-Subliminal Script for Mind HackingJulio LoraNo ratings yet
- Elc151 - Listening Sample Test - Jun 2020Document5 pagesElc151 - Listening Sample Test - Jun 2020A'eesya Humaira Binti RumawiNo ratings yet
- Wind Loading ASCE 17-16Document18 pagesWind Loading ASCE 17-16EngDbt100% (2)
- Royal Commission Supplier QuestionnaireDocument9 pagesRoyal Commission Supplier QuestionnaireHannaFouadNo ratings yet
- PEF University Physics Mcqs on X-Rays, Ultrasound and EM WavesDocument18 pagesPEF University Physics Mcqs on X-Rays, Ultrasound and EM WavesZuhaib AhmedNo ratings yet
- PE 1000 SuperliningDocument2 pagesPE 1000 SuperliningASHOKNo ratings yet
- Final Term Assignment for Linear Algebra CourseDocument2 pagesFinal Term Assignment for Linear Algebra CourseMuhammad Ali100% (1)
- Epo562 - P8 F2F Student KitDocument12 pagesEpo562 - P8 F2F Student Kitandrew SmithNo ratings yet
- Chapter 3Document47 pagesChapter 3蘇翊愷No ratings yet
- Pengantar Fisika Material + Bab I. Ikatan Antar AtomDocument18 pagesPengantar Fisika Material + Bab I. Ikatan Antar AtomNico KurniawanNo ratings yet
- Exercises Lecture 3 - Answers: Climbing and Descending FlightDocument9 pagesExercises Lecture 3 - Answers: Climbing and Descending FlightBaptisteNo ratings yet
- UN 5222-02 Part2 - UD-AU-000-EB-00017 PDFDocument4 pagesUN 5222-02 Part2 - UD-AU-000-EB-00017 PDFManjeet SainiNo ratings yet
- Drone Propeller Material SelectionDocument6 pagesDrone Propeller Material SelectionRicardo DíazNo ratings yet
- Machine DesignDocument97 pagesMachine DesignGourav Kapoor100% (4)
- Latest trends in transformer design and manufacturingDocument9 pagesLatest trends in transformer design and manufacturingYogesh SoodNo ratings yet
- Swing Equation For Generator Rotor Angle StabilityDocument4 pagesSwing Equation For Generator Rotor Angle StabilityEngr Fahimuddin QureshiNo ratings yet
- Destructive Testing and Non Destructive TestingDocument71 pagesDestructive Testing and Non Destructive TestingJay PatelNo ratings yet
- Case Study Report BCDocument52 pagesCase Study Report BCSyifa Nur FitriaNo ratings yet
- JNTU-Anantapur ECE Electromagnetic Waves and Transmission Lines BookDocument259 pagesJNTU-Anantapur ECE Electromagnetic Waves and Transmission Lines BookNafeez ShaikNo ratings yet