You might also like
- Section: Chopper/ BrassDocument4 pagesSection: Chopper/ BrassJae Hacuculaiy SamoreNo ratings yet
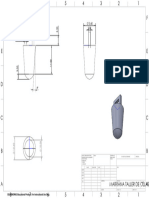
- Marrana Taller de OllasDocument1 pageMarrana Taller de OllasJesús Alejandro Chavez zuazuaNo ratings yet
- Arbre: Section A-A Scale 1: 1Document1 pageArbre: Section A-A Scale 1: 1watsopNo ratings yet
- Hilti BeamDocument1 pageHilti BeamFelipeNo ratings yet
- Shaft 2Document1 pageShaft 2mohammad khoraminiaNo ratings yet
- Car Guide CombDocument1 pageCar Guide CombFelipeNo ratings yet
- PayeDocument1 pagePayemohammad khoraminiaNo ratings yet
- Chopper BladeDocument1 pageChopper BladeHENOK MULUGETANo ratings yet
- Drawing Part SolidworksDocument1 pageDrawing Part SolidworksMushtaq KhanNo ratings yet
- ISO - RH Helical Gear 1.125M 40Document1 pageISO - RH Helical Gear 1.125M 40Milan StanisljevicNo ratings yet
- BDocument1 pageBAndrei MihaiNo ratings yet
- บานพับDocument1 pageบานพับChayapon NissaiklaNo ratings yet
- Connector HDocument1 pageConnector HAlexander Madhuram SolomonNo ratings yet
- Ambiciclo Rampa Debaixo MMCDocument1 pageAmbiciclo Rampa Debaixo MMCAndréAmsNo ratings yet
- Ext BracketDocument1 pageExt BracketFelipeNo ratings yet
- p2 - Holder - DrawDocument1 pagep2 - Holder - Drawrajneeshclic2No ratings yet
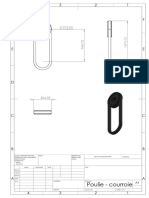
- Poulie - CourroieDocument1 pagePoulie - Courroiejosue.loangoNo ratings yet
- Vira Short BaseDocument1 pageVira Short Basemohammad khoraminiaNo ratings yet
- Assem1: Item No. Part Number Description Qty. 1 1 2 1 3 1 4 1Document2 pagesAssem1: Item No. Part Number Description Qty. 1 1 2 1 3 1 4 1Qaz PlmNo ratings yet
- 14in To 4inDocument1 page14in To 4inKYAWNo ratings yet
- TableDocument1 pageTableMohanraj Sundaramoorthy SundaramoorthyNo ratings yet
- Couver CleDocument1 pageCouver ClewatsopNo ratings yet
- Handle 1Document1 pageHandle 1mohammad khoraminiaNo ratings yet
- Size 1Document1 pageSize 1mohammad khoraminiaNo ratings yet
- TA Part2Document1 pageTA Part2t1welv2eNo ratings yet
- Pekerjaan RumahDocument2 pagesPekerjaan RumahChristian JorgensenNo ratings yet
- Piston ExpulsorDocument1 pagePiston ExpulsorNacho ZelaliaNo ratings yet
- Crankshaft DrawDocument1 pageCrankshaft DrawEhsan NabikhaniNo ratings yet
- Wheel Assem PartsDocument3 pagesWheel Assem PartsBhavyaGargNo ratings yet
- EXCERCISE 9 SolidworksDocument1 pageEXCERCISE 9 Solidworksnewlineradiator.accNo ratings yet
- Rotating BladeDocument1 pageRotating BladeTewodros DereseNo ratings yet
- Cpe Zig Clamp Cpe 10: Polyuretan and Wood Qty: 4 PcsDocument1 pageCpe Zig Clamp Cpe 10: Polyuretan and Wood Qty: 4 PcsDede Idham KhalidNo ratings yet
- Shear Test PunchDocument1 pageShear Test PunchMohammad GhousuddinNo ratings yet
- Auer - RK 6209Document1 pageAuer - RK 6209RobertoNo ratings yet
- 35kgcm SERVO MOTORDocument1 page35kgcm SERVO MOTORsohamx2505No ratings yet
- Tes Akhir MikroskopDocument3 pagesTes Akhir Mikroskopfrogi starNo ratings yet
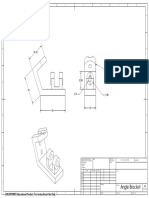
- Angle Bracket: SOLIDWORKS Educational Product. For Instructional Use OnlyDocument1 pageAngle Bracket: SOLIDWORKS Educational Product. For Instructional Use OnlyjonathanNo ratings yet
- Part 4Document1 pagePart 4eljani aminNo ratings yet
- Stepenište RavnoDocument3 pagesStepenište RavnoGiuseppe Rossana SintinoNo ratings yet
- Dynamic CultivatorDocument1 pageDynamic CultivatorRazia SultanaNo ratings yet
- Paye 2Document1 pagePaye 2mohammad khoraminiaNo ratings yet
- 2 144138278224461939 PDFDocument1 page2 144138278224461939 PDFAli BehmaneshNo ratings yet
- PenggerakDocument1 pagePenggeraktaufiqhuda8No ratings yet
- 7Document1 page7Tewodros DereseNo ratings yet
- Frame & TutupDocument6 pagesFrame & TutupDanang SuhanNo ratings yet
- 165 Trough Auger Zenspeed-01-00-00Document2 pages165 Trough Auger Zenspeed-01-00-00Henrique FiuzaNo ratings yet
- 2 144138278224461958 PDFDocument1 page2 144138278224461958 PDFAli BehmaneshNo ratings yet
- Cariar: Rectangular Tube 3"x1.5" Angle Iron 1"Document1 pageCariar: Rectangular Tube 3"x1.5" Angle Iron 1"Asad HafudhNo ratings yet
- Roda KeretaDocument1 pageRoda KeretaMuh SanadNo ratings yet
- 6.3 Ton Crane Bearing CaseDocument1 page6.3 Ton Crane Bearing Casemohammad khoraminiaNo ratings yet
- Legrand 36252Document1 pageLegrand 36252helmi.rifkiNo ratings yet
- Size 2Document1 pageSize 2mohammad khoraminiaNo ratings yet
- GyroscopeDocument6 pagesGyroscopeapi-358072612No ratings yet
- Solidworks Educational Edition. For Instructional Use OnlyDocument1 pageSolidworks Educational Edition. For Instructional Use OnlyFeri SaputroNo ratings yet
- Mostafa SabryDocument1 pageMostafa SabryMostafa SabryNo ratings yet
- Rerailer DesignDocument1 pageRerailer DesignElijahNo ratings yet
- KonstrukcijaDocument1 pageKonstrukcijaKenan StarcevicNo ratings yet
- Naslonac NogeDocument1 pageNaslonac NogeŽeljko PosavecNo ratings yet
- No 1Document1 pageNo 1mohammad khoraminiaNo ratings yet
- The Drapables: Our Textile Materials Made From Carbon, Glass, and Aramid FibersDocument20 pagesThe Drapables: Our Textile Materials Made From Carbon, Glass, and Aramid FibersVörös LajosNo ratings yet
- Primary Clarifier MechanismDocument12 pagesPrimary Clarifier MechanismKriztopher UrrutiaNo ratings yet
- Signature Series Component Installation ManualDocument106 pagesSignature Series Component Installation Manualjavierchapa75100% (1)
- Press Finance Lafargeholcim Full Year Results 2015 Annual Report enDocument290 pagesPress Finance Lafargeholcim Full Year Results 2015 Annual Report enShiaraNo ratings yet
- (10 I PM2-Template v3) Business - Implementation - Plan (ProjectName) (Dd-Mm-Yyyy) (VX X)Document6 pages(10 I PM2-Template v3) Business - Implementation - Plan (ProjectName) (Dd-Mm-Yyyy) (VX X)rodrigo lopez100% (1)
- MAGURA TS Suspension Fork SeriesDocument3 pagesMAGURA TS Suspension Fork SeriesDownhillnewsNo ratings yet
- 12 00 Pi SPC 00020Document6 pages12 00 Pi SPC 00020Erdal CanNo ratings yet
- 16360955291st Merit List BBA Admission Fall 2021Document9 pages16360955291st Merit List BBA Admission Fall 2021Khateeb AdvNo ratings yet
- Lesson 4: The Form: Engineering Focus SectionDocument42 pagesLesson 4: The Form: Engineering Focus Sectionhardeep bhatiaNo ratings yet
- Topic 5 - Cost AnalysisDocument8 pagesTopic 5 - Cost AnalysistoytoyNo ratings yet
- Radar PassivoDocument2 pagesRadar PassivoHenrique LuizNo ratings yet
- Resume of BarbarajayersDocument2 pagesResume of Barbarajayersapi-32114649No ratings yet
- Civil ProcedureDocument764 pagesCivil ProcedureEA Morr100% (1)
- 4172-2-RFI-F-0645 Installation Inspection For Lighting Fixtures at JCWF LER Building (Roof)Document1 page4172-2-RFI-F-0645 Installation Inspection For Lighting Fixtures at JCWF LER Building (Roof)sureshNo ratings yet
- Airport Quick Reference Guide MarkingsDocument1 pageAirport Quick Reference Guide MarkingsDaisy IbiasNo ratings yet
- ST Joseph University in Tanzania: S BensinghdhasDocument25 pagesST Joseph University in Tanzania: S BensinghdhasVenance MasanjaNo ratings yet
- ITP LegendDocument4 pagesITP LegendRezaSohrabiNo ratings yet
- Dell Inc Company HistoryDocument7 pagesDell Inc Company HistoryDauzS.MalikNo ratings yet
- 2018 Nissan Qashqai 111809Document512 pages2018 Nissan Qashqai 111809hectorNo ratings yet
- Critical To Customer RequirementsDocument29 pagesCritical To Customer RequirementsVaibhav SinghNo ratings yet
- AC 505-005 Issue 01 Aircraft Certification Delegate HandbookDocument46 pagesAC 505-005 Issue 01 Aircraft Certification Delegate Handbookdandylion123No ratings yet
- B767 Equipment CoolingDocument3 pagesB767 Equipment CoolingGustavo Avila Rodriguez0% (1)
- Transport Engineering 333Document79 pagesTransport Engineering 333Prince El AiunNo ratings yet
- TenderdocumentofFLSofSIOB GIM AdipurQuadrapling15062023Document113 pagesTenderdocumentofFLSofSIOB GIM AdipurQuadrapling15062023Yash GargNo ratings yet
- Familia 33 BQ 50Document76 pagesFamilia 33 BQ 50FlakoO0No ratings yet
- BomDocument848 pagesBompereuse100% (1)
- Canada Standards Guide For Tilt UpDocument20 pagesCanada Standards Guide For Tilt Upwhutton11100% (2)
- Plumbing N1 Hands-On!Document16 pagesPlumbing N1 Hands-On!Future Managers Pty Ltd38% (8)
- EHS Guidance Notes - Bench GrinderDocument1 pageEHS Guidance Notes - Bench GrinderbesongNo ratings yet
- FR5000 Series: Test Drive and Review From Rick Burke, Federal RadioDocument6 pagesFR5000 Series: Test Drive and Review From Rick Burke, Federal RadioBoban ButrićNo ratings yet