You might also like
- Highly Integrated Gate Drivers for Si and GaN Power TransistorsFrom EverandHighly Integrated Gate Drivers for Si and GaN Power TransistorsNo ratings yet
- Process Compressors en 2013Document12 pagesProcess Compressors en 2013sandip ThoratNo ratings yet
- Worlds First Fully-Rated Direct Ac Ac MMC For Variable-Speed Pumped-Storage Hydropower PlantsDocument10 pagesWorlds First Fully-Rated Direct Ac Ac MMC For Variable-Speed Pumped-Storage Hydropower PlantsfatihNo ratings yet
- Turbocompressor Single Shaft Siemens NuevoDocument4 pagesTurbocompressor Single Shaft Siemens NuevoTabiquera Guadalupe Victoria Texcoco De MoraNo ratings yet
- gascompressionmagazine-igv-oldtechnologynewapplications-m-schnaeDocument2 pagesgascompressionmagazine-igv-oldtechnologynewapplications-m-schnaeBugra Can KesimNo ratings yet
- Overview of Artificial Lift SystemsDocument19 pagesOverview of Artificial Lift SystemsyesicaNo ratings yet
- Multi Level Inverter For Railway TractionDocument7 pagesMulti Level Inverter For Railway Tractionn anushaNo ratings yet
- Artificial Lift (Overview)Document13 pagesArtificial Lift (Overview)adlinaNo ratings yet
- RIKT Isothermal Turbocompressors PDFDocument6 pagesRIKT Isothermal Turbocompressors PDFJaswindersingh BhatiaNo ratings yet
- Gas Turbines - Design and Operating ConsiderationsDocument5 pagesGas Turbines - Design and Operating ConsiderationsaliNo ratings yet
- Bosch Rexroth Track Vehicle Drive SystemsDocument12 pagesBosch Rexroth Track Vehicle Drive SystemsStar SealNo ratings yet
- HP LP Bypass SystemsDocument8 pagesHP LP Bypass SystemsSSSNo ratings yet
- Integrating Refrigerating Compressor Trains For Large LNG PlantsDocument2 pagesIntegrating Refrigerating Compressor Trains For Large LNG Plantsamir moniriNo ratings yet
- Simotics HV and Simotics TN Series H-Compact PlusDocument10 pagesSimotics HV and Simotics TN Series H-Compact PlusaltafmmxNo ratings yet
- Think Grid - Alstom - Pushing GIS Limits To New Horizons - 2014-10-30Document4 pagesThink Grid - Alstom - Pushing GIS Limits To New Horizons - 2014-10-30VISHAL TELANGNo ratings yet
- JTD8v Jeas 0115 1464 PDFDocument6 pagesJTD8v Jeas 0115 1464 PDFAle MilicNo ratings yet
- Ensuring integrally-geared-compressor-reliability-API-617Document12 pagesEnsuring integrally-geared-compressor-reliability-API-617AbhijitNo ratings yet
- CP Screws Below 37kW Leaflet ENG 6999610420Document16 pagesCP Screws Below 37kW Leaflet ENG 6999610420Mohit PanchalNo ratings yet
- Large Capacity Integrally-geared Centrifugal CompressorDocument4 pagesLarge Capacity Integrally-geared Centrifugal CompressorHieuNo ratings yet
- RTUA RTCA Designed To Perform Built To Last PDFDocument20 pagesRTUA RTCA Designed To Perform Built To Last PDFModussar IlyasNo ratings yet
- Container Generator Qac Qec Leaflet EnglishDocument8 pagesContainer Generator Qac Qec Leaflet EnglishGem RNo ratings yet
- Commissioning Commercial KitchensDocument3 pagesCommissioning Commercial KitchensMoh'd KhadNo ratings yet
- Gas Turbine: Superior Flexibility / Superior PerformanceDocument20 pagesGas Turbine: Superior Flexibility / Superior PerformancejparmarNo ratings yet
- Synchronous Condenser en FR DataDocument12 pagesSynchronous Condenser en FR DataGustavo SouzaNo ratings yet
- Excavator PC210-8 - UESS11008 - 1209Document28 pagesExcavator PC210-8 - UESS11008 - 1209Reynaldi TanjungNo ratings yet
- V001t01a001 99 GT 001Document9 pagesV001t01a001 99 GT 001Tejas PoojaryNo ratings yet
- KKM Centrifugal Compressor SystemsDocument8 pagesKKM Centrifugal Compressor SystemsefeNo ratings yet
- Wa380 7Document16 pagesWa380 7Andrea797No ratings yet
- Vapor 1Document1 pageVapor 1rvsinghNo ratings yet
- Bomba de Vacio CopcoDocument12 pagesBomba de Vacio CopcoCARMACUNo ratings yet
- Generator DDDocument2 pagesGenerator DDalfredokpuNo ratings yet
- 4 Fast Cycling CapabilityDocument13 pages4 Fast Cycling CapabilityrafieeNo ratings yet
- Komatsu WA270Document16 pagesKomatsu WA270tarikot smitiNo ratings yet
- GC Compressor Brochure 10-02-20Document6 pagesGC Compressor Brochure 10-02-20arnoldbusaNo ratings yet
- Electrical Design of High-Speed Induction Motors Up to 15 MW 20000 RPMDocument7 pagesElectrical Design of High-Speed Induction Motors Up to 15 MW 20000 RPMzachxie100% (1)
- TurboMachinery Int IGV Story 8.2020Document2 pagesTurboMachinery Int IGV Story 8.2020seyedAli TabatabaeeNo ratings yet
- Atlas Copco: Stationary Air CompressorsDocument10 pagesAtlas Copco: Stationary Air Compressorsmanuel solano gomezNo ratings yet
- RM Brosch Re Ohw Starter Hef Hep109 en cd2016 79942Document4 pagesRM Brosch Re Ohw Starter Hef Hep109 en cd2016 79942William Rincon ReyesNo ratings yet
- 9ha Fact SheetDocument4 pages9ha Fact Sheetashoaib3No ratings yet
- High Voltage Breai (Ers, IncDocument9 pagesHigh Voltage Breai (Ers, IncAnonymous u0wETydFNo ratings yet
- RH 120eDocument8 pagesRH 120eSawadogo Gustave NapinguebsonNo ratings yet
- 3 PH IND MOTORS TM21G Catalog 01 2016 LoresDocument106 pages3 PH IND MOTORS TM21G Catalog 01 2016 LoresAceel FitchNo ratings yet
- PC220-8M0 FtecDocument16 pagesPC220-8M0 FtecRodrigo MazzeiNo ratings yet
- QSK23 MineriaDocument4 pagesQSK23 MineriaCarlos Alfredo LauraNo ratings yet
- Steam Turbine RetrofitDocument8 pagesSteam Turbine RetrofitkoybasizNo ratings yet
- Midea Commercial Air Conditioner R410A All DC Inverter V4 Plus S Series Technical Service ManualDocument164 pagesMidea Commercial Air Conditioner R410A All DC Inverter V4 Plus S Series Technical Service ManualJesus Felipe PoloNo ratings yet
- Mhps Gas Turbine m501j m701jDocument6 pagesMhps Gas Turbine m501j m701jMoisesNo ratings yet
- PC210/LC/NLC-8: Hydraulic ExcavatorDocument28 pagesPC210/LC/NLC-8: Hydraulic ExcavatorMst IstanbulNo ratings yet
- Common Rail Systems With Up To 2,000 Bar For Off-Highway ApplicationsDocument2 pagesCommon Rail Systems With Up To 2,000 Bar For Off-Highway ApplicationsVladimirAgeevNo ratings yet
- 9 0 Development and OperatingDocument12 pages9 0 Development and OperatingAnu Partha100% (1)
- Practical Notes On Integrally Geared TurbocompressorsDocument6 pagesPractical Notes On Integrally Geared TurbocompressorsiJordanScribdNo ratings yet
- Improved Cost of Energy Comparison of Permanent Magnet Generators For Large Offshore Wind TurbinesDocument8 pagesImproved Cost of Energy Comparison of Permanent Magnet Generators For Large Offshore Wind Turbinesbykov.gNo ratings yet
- Siemens Offshore Transformer - OTMDocument2 pagesSiemens Offshore Transformer - OTMtoni gonzalezNo ratings yet
- Atlas Copco Centrifugal CompressorsDocument24 pagesAtlas Copco Centrifugal Compressorsthunder100% (1)
- Siemens CompressorDocument12 pagesSiemens Compressorverat81100% (1)
- DS ProductDataSheet CRS3-27 ENDocument3 pagesDS ProductDataSheet CRS3-27 ENberbagidatakantor123No ratings yet
- Siemens Fpso Offshore Production PDFDocument4 pagesSiemens Fpso Offshore Production PDFsstrattonNo ratings yet
- S1-5-Reducing Transformer Mass and Dimensions - S Ryder-DobleDocument9 pagesS1-5-Reducing Transformer Mass and Dimensions - S Ryder-DobleMallikarjunNo ratings yet
- D61EX D61PX: EU Stage IV EngineDocument16 pagesD61EX D61PX: EU Stage IV EngineMarcos DamascenoNo ratings yet
- Research and Implementation of Decreasing the Acetic Acid Consumption in Purified Terephthalic Acid Solvent SystemDocument6 pagesResearch and Implementation of Decreasing the Acetic Acid Consumption in Purified Terephthalic Acid Solvent SystemBugra Can KesimNo ratings yet
- Scalable multi-objective optimization of industrial purified terephthalic acid (PTA) oxidation processDocument13 pagesScalable multi-objective optimization of industrial purified terephthalic acid (PTA) oxidation processBugra Can KesimNo ratings yet
- (Research Essentials) Tetteh, Edem Gerard - Uzochukwu, Benedict M - Lean Six Sigma Approaches in Manufacturing, Services, and Production-IGI Global - Business Science Reference (2015)Document366 pages(Research Essentials) Tetteh, Edem Gerard - Uzochukwu, Benedict M - Lean Six Sigma Approaches in Manufacturing, Services, and Production-IGI Global - Business Science Reference (2015)Bugra Can KesimNo ratings yet
- Working With Variables: What You LearnDocument5 pagesWorking With Variables: What You Learnnick gomezNo ratings yet
- Calligraphy Worksheets and Practice GuidesDocument1 pageCalligraphy Worksheets and Practice GuidesBugra Can KesimNo ratings yet
- Packing Brochure SADocument20 pagesPacking Brochure SAfrederick alayonNo ratings yet
- Small Pw100 PDF FreeDocument206 pagesSmall Pw100 PDF Freemihai borzeaNo ratings yet
- Chiller ManualDocument12 pagesChiller ManualRezaul Islam100% (1)
- REPORT - Water DesalinationDocument35 pagesREPORT - Water DesalinationAhmed SalmanNo ratings yet
- Ansys Fluid Dynamics Verification ManualDocument256 pagesAnsys Fluid Dynamics Verification ManualRodrigo Canestraro QuadrosNo ratings yet
- Using ISO Quality Standards To: Plan Your Compressed Air SystemDocument12 pagesUsing ISO Quality Standards To: Plan Your Compressed Air SystemTehreem FatimaNo ratings yet
- 7-Fans and BlowersDocument52 pages7-Fans and BlowersEaron Jay CadungogNo ratings yet
- PMR - CPP Solar Turbines Taurus - 70 Driven Compressor Set PackagesDocument15 pagesPMR - CPP Solar Turbines Taurus - 70 Driven Compressor Set PackagesAceh NyakponNo ratings yet
- Sigma Control2Document5 pagesSigma Control2Ivan KokićNo ratings yet
- Basic ThermodynamicsDocument1 pageBasic ThermodynamicsJim Albert De Asis100% (1)
- Alternative-Refrigerants R22 GBDocument12 pagesAlternative-Refrigerants R22 GBMon PerezNo ratings yet
- B40EDocument974 pagesB40ENorman Coetzee75% (4)
- Ae 1299 R5Document16 pagesAe 1299 R5last730No ratings yet
- MEMB 333 Final ReportDocument51 pagesMEMB 333 Final ReportFikri AzimNo ratings yet
- Asme PTC 22-2014Document112 pagesAsme PTC 22-2014zafarusmani100% (4)
- VME BrochureDocument20 pagesVME Brochuresivaguruswamy thangarajNo ratings yet
- Compressor Parts and SparesDocument3 pagesCompressor Parts and SparesShan Muga VelNo ratings yet
- Solar Centaur 40 DSDocument2 pagesSolar Centaur 40 DSabuahnfNo ratings yet
- Centrifugal Compressor Design ProblemsDocument4 pagesCentrifugal Compressor Design ProblemsSyed YousufuddinNo ratings yet
- Unit V (R&ac)Document139 pagesUnit V (R&ac)ragunath LakshmananNo ratings yet
- Acopl Todos - MétricoDocument53 pagesAcopl Todos - MétricoDaniela E. Wagner100% (1)
- 5 Guidelines For Gear Unit Selection: 5.1 Additional DocumentationDocument21 pages5 Guidelines For Gear Unit Selection: 5.1 Additional DocumentationCarlos LourençoNo ratings yet
- Instruction Manual For Portable CompressorsDocument84 pagesInstruction Manual For Portable CompressorsPopovici Alexandru100% (1)
- Mitsubishi CompressorsDocument5 pagesMitsubishi Compressorsstavros7100% (1)
- 3826 - Trane Rtua 217Document20 pages3826 - Trane Rtua 217mauricio.vidalyork6735No ratings yet
- Indian Ordnance Factories: Products, Customers & ModernizationDocument33 pagesIndian Ordnance Factories: Products, Customers & Modernization2607982100% (1)
- Missing Project Approval DocumentsDocument13 pagesMissing Project Approval Documentstrivtt5096No ratings yet
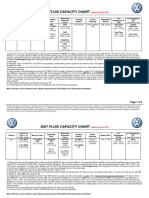
- 2007 Fluid Capacity Chart: Updated July 23, 2013Document6 pages2007 Fluid Capacity Chart: Updated July 23, 2013ossoskiNo ratings yet
- Solar Turbine ModelDocument58 pagesSolar Turbine Modelarmin heidariNo ratings yet
- MC DonaldDocument16 pagesMC DonaldsxasxasxNo ratings yet
- Gas-Liquid And Liquid-Liquid SeparatorsFrom EverandGas-Liquid And Liquid-Liquid SeparatorsRating: 3.5 out of 5 stars3.5/5 (3)
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Machine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesFrom EverandMachine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesPatrick BangertRating: 3 out of 5 stars3/5 (2)
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideFrom EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideRating: 2 out of 5 stars2/5 (1)
- Practical Wellbore Hydraulics and Hole Cleaning: Unlock Faster, more Efficient, and Trouble-Free Drilling OperationsFrom EverandPractical Wellbore Hydraulics and Hole Cleaning: Unlock Faster, more Efficient, and Trouble-Free Drilling OperationsRating: 5 out of 5 stars5/5 (1)
- Asset Integrity Management for Offshore and Onshore StructuresFrom EverandAsset Integrity Management for Offshore and Onshore StructuresNo ratings yet
- Prevention of Valve Fugitive Emissions in the Oil and Gas IndustryFrom EverandPrevention of Valve Fugitive Emissions in the Oil and Gas IndustryNo ratings yet
- Industrial Piping and Equipment Estimating ManualFrom EverandIndustrial Piping and Equipment Estimating ManualRating: 5 out of 5 stars5/5 (7)
- Hydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisFrom EverandHydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisNo ratings yet
- Practical Reservoir Engineering and CharacterizationFrom EverandPractical Reservoir Engineering and CharacterizationRating: 4.5 out of 5 stars4.5/5 (3)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Biostratigraphic and Geological Significance of Planktonic ForaminiferaFrom EverandBiostratigraphic and Geological Significance of Planktonic ForaminiferaRating: 4 out of 5 stars4/5 (5)
- Pipeline Integrity: Management and Risk EvaluationFrom EverandPipeline Integrity: Management and Risk EvaluationRating: 4.5 out of 5 stars4.5/5 (6)
- Oil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionFrom EverandOil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionRating: 4.5 out of 5 stars4.5/5 (16)
- Internal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesFrom EverandInternal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesRating: 4 out of 5 stars4/5 (2)
- Corrosion Control in the Oil and Gas IndustryFrom EverandCorrosion Control in the Oil and Gas IndustryRating: 4 out of 5 stars4/5 (12)
- Asphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsFrom EverandAsphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsNo ratings yet
- Risk Management in the Oil and Gas Industry: Offshore and Onshore Concepts and Case StudiesFrom EverandRisk Management in the Oil and Gas Industry: Offshore and Onshore Concepts and Case StudiesNo ratings yet
- A Practical Guide to Piping and Valves for the Oil and Gas IndustryFrom EverandA Practical Guide to Piping and Valves for the Oil and Gas IndustryRating: 5 out of 5 stars5/5 (3)