You might also like
- Is 13311 - 2 Ra 2018Document9 pagesIs 13311 - 2 Ra 2018fareeda67% (3)
- IS 5706-Precision LevelDocument8 pagesIS 5706-Precision LevelDiptiNo ratings yet
- 9483 1993 Reff2020Document7 pages9483 1993 Reff2020Ashish DubeyNo ratings yet
- 9483 1993 Reff2020Document7 pages9483 1993 Reff2020Ashish DubeyNo ratings yet
- Specification FOR External Micrometer: MarchDocument6 pagesSpecification FOR External Micrometer: MarchAshish DubeyNo ratings yet
- 3179 1990 Reff2020Document6 pages3179 1990 Reff2020Anirban DasNo ratings yet
- Indian Standard: Legal Metrology - Material Measures of LengthDocument9 pagesIndian Standard: Legal Metrology - Material Measures of LengthDiptiNo ratings yet
- Indian Standard': 1$:6137 - 1983 (ReaffipmedDocument4 pagesIndian Standard': 1$:6137 - 1983 (ReaffipmedAshish DubeyNo ratings yet
- Indian Standard: (Reaffirmed 2017)Document8 pagesIndian Standard: (Reaffirmed 2017)Anirban DasNo ratings yet
- Winding Wires For Submersible Motors - Specification: Indian StandardDocument9 pagesWinding Wires For Submersible Motors - Specification: Indian StandardkrixotNo ratings yet
- Dimensions For Porcelain Transformer Bushings For Use in Heavily Polluted ATMOSPHERES 12/17.5 KV, 24 KV AND 36 KVDocument12 pagesDimensions For Porcelain Transformer Bushings For Use in Heavily Polluted ATMOSPHERES 12/17.5 KV, 24 KV AND 36 KVGnanavel G100% (1)
- Insulator Telegraph and Telephone Lines - Specification: Stalks ForDocument13 pagesInsulator Telegraph and Telephone Lines - Specification: Stalks ForGnanavel GNo ratings yet
- Technical Supply Conditions For Gauges: 1 IS: 7018 (Part 2) - 1983 Indian StandardDocument6 pagesTechnical Supply Conditions For Gauges: 1 IS: 7018 (Part 2) - 1983 Indian StandardAshish DubeyNo ratings yet
- Digitalmeasuringinstrumentsfor Measurementandcontrol: Indian StandardDocument7 pagesDigitalmeasuringinstrumentsfor Measurementandcontrol: Indian StandardAshish DubeyNo ratings yet
- Free Cutting Brass Bars, Rods and Section - Specification: Indian StandardDocument11 pagesFree Cutting Brass Bars, Rods and Section - Specification: Indian StandardocsspectroNo ratings yet
- Winding Wires For Submersible Motors - Specification: Indian StandardDocument9 pagesWinding Wires For Submersible Motors - Specification: Indian StandardShivangi BhardwajNo ratings yet
- IS 319 - 2007 - Reff2022Document11 pagesIS 319 - 2007 - Reff2022k27571No ratings yet
- Methods of Grading and Visual Classification of Muscovite Mica SplittingsDocument8 pagesMethods of Grading and Visual Classification of Muscovite Mica SplittingsAnuradhaPatraNo ratings yet
- Specification FOR Injection Moulded PVC Socket Fittings With Solvent Cement Joints For Water SuppliesDocument8 pagesSpecification FOR Injection Moulded PVC Socket Fittings With Solvent Cement Joints For Water SuppliesCIPET TESTING - AGARTALANo ratings yet
- Digital-Miyiiisukinginstrumentsfor Measurementandcontrol: Indian StandardDocument10 pagesDigital-Miyiiisukinginstrumentsfor Measurementandcontrol: Indian StandardAshish DubeyNo ratings yet
- Is 4211-1993 (R.a. 2019)Document6 pagesIs 4211-1993 (R.a. 2019)HARIOM INSTRU-LABSNo ratings yet
- Is 7743Document9 pagesIs 7743acro lnrNo ratings yet
- 193 2000 Reff2021Document8 pages193 2000 Reff2021Abhishek SrivastvaNo ratings yet
- Q/Lam&Ijfiij E@ Rmf5 ?M - : Fa-DwDocument5 pagesQ/Lam&Ijfiij E@ Rmf5 ?M - : Fa-DwDiptiNo ratings yet
- Arrq-: Cfit1IfDocument8 pagesArrq-: Cfit1IfNikhil ShindeNo ratings yet
- 1995 Reff2020Document7 pages1995 Reff2020Ashish DubeyNo ratings yet
- Is 6311-1978 (R.a. 2020)Document5 pagesIs 6311-1978 (R.a. 2020)HARIOM INSTRU-LABSNo ratings yet
- FT$ TV? PM% - FS!RF+ (FTT 5 R W) : Engineeringmetrology-Plainv-Blocksforinspection Purposes - SpecificationDocument13 pagesFT$ TV? PM% - FS!RF+ (FTT 5 R W) : Engineeringmetrology-Plainv-Blocksforinspection Purposes - SpecificationAnirban DasNo ratings yet
- Dimensions For Porcelain Transformer Bushings For Use in Heavily Polluted AtmospheresDocument5 pagesDimensions For Porcelain Transformer Bushings For Use in Heavily Polluted AtmospheresGnanavel GNo ratings yet
- Non-Destructwetestingof Concrete-Methodsoftest: Indian StandardDocument9 pagesNon-Destructwetestingof Concrete-Methodsoftest: Indian StandardAnuradhaPatraNo ratings yet
- Amendment N - I MA Y 2002 IS 1200 (PART 8) : 1993 Methods Measurement of Building and Civil Engineering WorksDocument8 pagesAmendment N - I MA Y 2002 IS 1200 (PART 8) : 1993 Methods Measurement of Building and Civil Engineering Worksraviteja036No ratings yet
- Concretereinforcement-: High Strength Deformed Steel Bars and Wires ForDocument15 pagesConcretereinforcement-: High Strength Deformed Steel Bars and Wires ForMANISH VERMANo ratings yet
- Specification FOR Engineer'S Squares (: Indian StandardDocument7 pagesSpecification FOR Engineer'S Squares (: Indian StandardAnirban DasNo ratings yet
- Winding Wires For Submersible Motors - Specification: Indian StandardDocument12 pagesWinding Wires For Submersible Motors - Specification: Indian StandardShivangi BhardwajNo ratings yet
- Indian Standard: Bonded Mineral Wool - Specification (Document10 pagesIndian Standard: Bonded Mineral Wool - Specification (Indira BanerjeeNo ratings yet
- 2967 - External MicrometerDocument6 pages2967 - External MicrometerSouvik MaityNo ratings yet
- 8023 1991 Reff2020Document7 pages8023 1991 Reff2020Ashish DubeyNo ratings yet
- 3179 1990 Reff2020Document6 pages3179 1990 Reff2020Ashish DubeyNo ratings yet
- 36 Dimensions of Armourlng Mat - RlalDocument2 pages36 Dimensions of Armourlng Mat - RlalChindhi LaalNo ratings yet
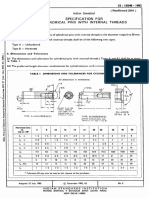
- Cylindrical Pins With Internal Threads-Is2393Document3 pagesCylindrical Pins With Internal Threads-Is2393Rajasekaran MuruganNo ratings yet
- Galvanized Strand For Earthing - Specification: Indian StandardDocument8 pagesGalvanized Strand For Earthing - Specification: Indian Standardpaul walkerNo ratings yet
- Specification FOR Plain and Master Setting Ring Gauges (Size Range From 1 Up To and Including 315 MM)Document4 pagesSpecification FOR Plain and Master Setting Ring Gauges (Size Range From 1 Up To and Including 315 MM)Ashish DubeyNo ratings yet
- 1984 Reff2020Document4 pages1984 Reff2020Ashish DubeyNo ratings yet
- IS: 11967 (Part 3/secl) - 1988: (Reaffirmed 20 20)Document3 pagesIS: 11967 (Part 3/secl) - 1988: (Reaffirmed 20 20)Shivangi BhardwajNo ratings yet
- Is 1068 - Coulometric STEPDocument18 pagesIs 1068 - Coulometric STEPSRANNo ratings yet
- Specification For Fittings For Rigid Non-Metallic F Second Revision) ConduitsDocument16 pagesSpecification For Fittings For Rigid Non-Metallic F Second Revision) ConduitsAvinash MishraNo ratings yet
- Muscovite Mica Flakes and Mica Powder For Industrial ApplicationsDocument5 pagesMuscovite Mica Flakes and Mica Powder For Industrial ApplicationsAnuradhaPatraNo ratings yet
- 1991 Reff2019Document5 pages1991 Reff2019Bunu SahooNo ratings yet
- Indian Standard: Specification For - 1 .Fi' Gassing of Insulating Liquids Under Electric Stress and IonizationDocument9 pagesIndian Standard: Specification For - 1 .Fi' Gassing of Insulating Liquids Under Electric Stress and IonizationShyam K PatelNo ratings yet
- FT$ TV? PM% - FS!RF+ (FTT 5 R W) : Engineeringmetrology-Plainv-Blocksforinspection Purposes - SpecificationDocument13 pagesFT$ TV? PM% - FS!RF+ (FTT 5 R W) : Engineeringmetrology-Plainv-Blocksforinspection Purposes - SpecificationAshish DubeyNo ratings yet
- 3wriw: Indian StandardDocument6 pages3wriw: Indian StandardkrixotNo ratings yet
- Fftfhut) : Door HandlesDocument9 pagesFftfhut) : Door Handlesraviteja036No ratings yet
- Specification For Corrugated Bitumen Roofing Sheets: Indian StandardDocument10 pagesSpecification For Corrugated Bitumen Roofing Sheets: Indian StandardAmanulla KhanNo ratings yet
- Concretereinforcement-: High Strength Deformed Steel Bars and Wires ForDocument15 pagesConcretereinforcement-: High Strength Deformed Steel Bars and Wires ForGaurav KumarNo ratings yet
- 2 1993 Reff2020Document10 pages2 1993 Reff2020Parth PatelNo ratings yet
- Reaffirmed 2001Document8 pagesReaffirmed 2001Gnanavel GNo ratings yet
- 1500 - 2005 - Brinell Hardness TestDocument19 pages1500 - 2005 - Brinell Hardness TestSouvik MaityNo ratings yet
- Indian Standard: Bonded Mineral Wool - Specification (Document10 pagesIndian Standard: Bonded Mineral Wool - Specification (drg gocNo ratings yet
- Moy Scmi 61 PrintDocument8 pagesMoy Scmi 61 PrintAntmavrNo ratings yet
- Applied Metrology for Manufacturing EngineeringFrom EverandApplied Metrology for Manufacturing EngineeringRating: 5 out of 5 stars5/5 (1)
- FT$ TV? PM% - FS!RF+ (FTT 5 R W) : Engineeringmetrology-Plainv-Blocksforinspection Purposes - SpecificationDocument13 pagesFT$ TV? PM% - FS!RF+ (FTT 5 R W) : Engineeringmetrology-Plainv-Blocksforinspection Purposes - SpecificationAnirban DasNo ratings yet
- Indian Standard: (Reaffirmed 2017)Document8 pagesIndian Standard: (Reaffirmed 2017)Anirban DasNo ratings yet
- Specification FOR Engineer'S Squares (: Indian StandardDocument7 pagesSpecification FOR Engineer'S Squares (: Indian StandardAnirban DasNo ratings yet
- Specification For Internal Micrometers (Including Stick Micrometers)Document15 pagesSpecification For Internal Micrometers (Including Stick Micrometers)Anirban DasNo ratings yet
- 3455 1971 Reff2020Document17 pages3455 1971 Reff2020Anirban DasNo ratings yet
- 2386 1 1963 Reff2021Document23 pages2386 1 1963 Reff2021Anirban DasNo ratings yet
- 3073 1967 Reff2021Document35 pages3073 1967 Reff2021Anirban DasNo ratings yet
- Test Sieves - Specification: Indian StandardDocument12 pagesTest Sieves - Specification: Indian StandardAshish DubeyNo ratings yet
- 2220 1990 Reff2020Document7 pages2220 1990 Reff2020Anirban DasNo ratings yet
- Test Sieves - Specification: Indian StandardDocument16 pagesTest Sieves - Specification: Indian StandardAshish DubeyNo ratings yet
- Test Sieves - Specification: Indian StandardDocument14 pagesTest Sieves - Specification: Indian StandardCentre For Total Quality ManagementNo ratings yet
- ISO 8655.7.2022 - Alternative Measurement Procedures For The Determination of VolumeDocument56 pagesISO 8655.7.2022 - Alternative Measurement Procedures For The Determination of VolumeAnirban DasNo ratings yet
- IS 12255 1988 Baume HydrometersDocument6 pagesIS 12255 1988 Baume HydrometersAnirban DasNo ratings yet
- DQL As22Document63 pagesDQL As22Anirban DasNo ratings yet
- Pitot Tube MeasurementsDocument5 pagesPitot Tube MeasurementsAnirban DasNo ratings yet
- 2022 EDCS Weekly Surveillance Report No 5Document22 pages2022 EDCS Weekly Surveillance Report No 5Aesthetics MinNo ratings yet
- Paper - Impact of Rapid Urbanization On Agricultural LandsDocument10 pagesPaper - Impact of Rapid Urbanization On Agricultural LandsKosar Jabeen100% (1)
- E560 PSR00 DSDocument4 pagesE560 PSR00 DSSalvador FayssalNo ratings yet
- Problems SetDocument10 pagesProblems SetSajith KurianNo ratings yet
- Comparison Between VR, PM and Hybrid Stepper MotorsDocument2 pagesComparison Between VR, PM and Hybrid Stepper MotorsMuhammed IfkazNo ratings yet
- Varisco Solid Pumping SolutionsDocument12 pagesVarisco Solid Pumping SolutionsCatalin FrincuNo ratings yet
- Executive Compensation: A Presentation OnDocument9 pagesExecutive Compensation: A Presentation On9986212378No ratings yet
- Mechanical Operation Slurry TransportDocument113 pagesMechanical Operation Slurry TransportIsrarulHaqueNo ratings yet
- PSV Sizing For Two Phase FlowDocument28 pagesPSV Sizing For Two Phase FlowSyed Haideri100% (1)
- International Journal of Trend in Scientific Research and Development (IJTSRD)Document4 pagesInternational Journal of Trend in Scientific Research and Development (IJTSRD)Editor IJTSRDNo ratings yet
- Pengertian Recount Text Kls 9Document26 pagesPengertian Recount Text Kls 9MARINDRA RETNONo ratings yet
- Torts and Damages Lecture NotesDocument42 pagesTorts and Damages Lecture NotesMaeNo ratings yet
- Self Esteem and AdjustmentDocument22 pagesSelf Esteem and AdjustmentJan IrishNo ratings yet
- Project PPT Spot WeldingDocument19 pagesProject PPT Spot WeldingMehul BariyaNo ratings yet
- Directory of Acredited Medical Testing LaboratoriesDocument93 pagesDirectory of Acredited Medical Testing LaboratoriesCALIDAD METROMEDICA E.UNo ratings yet
- Paraffin Wax Deposition: (The Challenges Associated and Mitigation Techniques, A Review)Document8 pagesParaffin Wax Deposition: (The Challenges Associated and Mitigation Techniques, A Review)Jit MukherheeNo ratings yet
- Hitec 8888Z Atf C4 & To4 - TDSDocument2 pagesHitec 8888Z Atf C4 & To4 - TDSPranit More Arabian Petroleum LimitedNo ratings yet
- Anexate IVsolnDocument7 pagesAnexate IVsolnJelena Obrenovic StankovicNo ratings yet
- MBBS Cafeteria TEST 1Document7 pagesMBBS Cafeteria TEST 1aalishba6a2b9cNo ratings yet
- Week 1Document14 pagesWeek 1kohalehNo ratings yet
- Natural Medicine - 2016 October PDFDocument100 pagesNatural Medicine - 2016 October PDFDinh Ta HoangNo ratings yet
- IOC CoachingResearchStudiesList PDFDocument87 pagesIOC CoachingResearchStudiesList PDFJeane LucenaNo ratings yet
- 1.ar-315 BC&BL Lighting & IlluminationDocument28 pages1.ar-315 BC&BL Lighting & IlluminationUsha Sri GNo ratings yet
- The Thermal ConductivityDocument6 pagesThe Thermal ConductivityLuc LeNo ratings yet
- 3 D7 QC Physical and Chemical Tests Ok For EmailDocument17 pages3 D7 QC Physical and Chemical Tests Ok For EmailUbaid KhanNo ratings yet
- EpidemiologyDocument26 pagesEpidemiologymohildasadiaNo ratings yet
- Mineral Resources, Uses and Impact of MiningDocument4 pagesMineral Resources, Uses and Impact of MiningShakti PandaNo ratings yet
- Odontektomi Bahan Diskusi Od KoasDocument51 pagesOdontektomi Bahan Diskusi Od Koaspanjidrg100% (1)
- Coronavirus Reported SpeechDocument1 pageCoronavirus Reported SpeechGabiZ - Kalifato SurNo ratings yet
- 1-A Colored Substance That Is Spread Over A Surface and Dries To Leave A Thin Decorative or Protective Coating. Decorative or Protective CoatingDocument60 pages1-A Colored Substance That Is Spread Over A Surface and Dries To Leave A Thin Decorative or Protective Coating. Decorative or Protective Coatingjoselito lacuarinNo ratings yet