You might also like
- Fixed-Bed Reactor Design and Diagnostics: Gas-Phase ReactionsFrom EverandFixed-Bed Reactor Design and Diagnostics: Gas-Phase ReactionsRating: 4 out of 5 stars4/5 (5)
- Danieli Corus SublanceDocument4 pagesDanieli Corus SublanceBinay Kumar ChoudharyNo ratings yet
- Smallhydro Sipocon Optimizer Broschure 211110Document2 pagesSmallhydro Sipocon Optimizer Broschure 211110Kottrutz AlexandruNo ratings yet
- Rework Quality in Focus 14Document3 pagesRework Quality in Focus 14AndersonNo ratings yet
- Metstar: Take Control of Your Metallurgical ProcessDocument4 pagesMetstar: Take Control of Your Metallurgical ProcesstabibkarimNo ratings yet
- Vacuum Column DesignDocument6 pagesVacuum Column DesignAtul ChoudhariNo ratings yet
- WP Dds-En - BDocument6 pagesWP Dds-En - BAwang FaisalNo ratings yet
- A High Temperature Drop-On-Demand Droplet Generator For Metallic MeltsDocument12 pagesA High Temperature Drop-On-Demand Droplet Generator For Metallic MeltsgdjNo ratings yet
- Measurements of Geometry of A Boiler Drum by Time-Of-Flight Laser ScanningDocument8 pagesMeasurements of Geometry of A Boiler Drum by Time-Of-Flight Laser ScanningMohammadreza NaghaviNo ratings yet
- Nuclear Power Plant Steam Turbine-Modeling For Model Based Control PurposesDocument25 pagesNuclear Power Plant Steam Turbine-Modeling For Model Based Control PurposesMuhammad Junaid DarNo ratings yet
- Best Practice No. 29 Steam Tracing Design and InstallationDocument6 pagesBest Practice No. 29 Steam Tracing Design and InstallationDnyanehswar KinhalkarNo ratings yet
- FCCU Optimization - A Minimum Capital ApproachDocument6 pagesFCCU Optimization - A Minimum Capital Approachsaleh4060No ratings yet
- The Analysis of Heat Transfer in Automotive Turbochargers: Nick BainesDocument8 pagesThe Analysis of Heat Transfer in Automotive Turbochargers: Nick BainesMuhtasim FuadNo ratings yet
- A Smart Model To Estimate Effective Thermal Conductivity and Viscosity in The Weld PoolDocument12 pagesA Smart Model To Estimate Effective Thermal Conductivity and Viscosity in The Weld Poolsahilnagula0504No ratings yet
- Must ReadDocument8 pagesMust ReadaminardakaniNo ratings yet
- 9 540 Online Retail Data Center CaseStudyDocument2 pages9 540 Online Retail Data Center CaseStudyalejandrqyerimarNo ratings yet
- "Design by Analysis" DBA Des Appareils À Pression CompositesDocument19 pages"Design by Analysis" DBA Des Appareils À Pression CompositesKamel BousninaNo ratings yet
- Management Foundry PDFDocument9 pagesManagement Foundry PDFBakhtiar AhmadNo ratings yet
- Ahead-Metris Digital TwinDocument1 pageAhead-Metris Digital TwinTanaji MaliNo ratings yet
- Building Blocks For A Digital Twin of Additive ManufacturingDocument10 pagesBuilding Blocks For A Digital Twin of Additive Manufacturingsahilnagula0504No ratings yet
- Automatic Computerized Optimiza-Tion in Die Casting ProcessesDocument8 pagesAutomatic Computerized Optimiza-Tion in Die Casting ProcessesmuktahansNo ratings yet
- Expert System To Furnace OperationDocument6 pagesExpert System To Furnace OperationMaheswar SethiNo ratings yet
- Unit 6 CAD ELECTRICAL MACHINEDocument5 pagesUnit 6 CAD ELECTRICAL MACHINEPradhunya KambleNo ratings yet
- Refinery-Wide Flowsheet ptq-q3-2019Document7 pagesRefinery-Wide Flowsheet ptq-q3-2019reemNo ratings yet
- Loca Test & Thermal AgeingDocument3 pagesLoca Test & Thermal AgeingkeyurNo ratings yet
- Hierarchical Control Scheme Chain-Grate Stoker Coal CombustionDocument6 pagesHierarchical Control Scheme Chain-Grate Stoker Coal CombustionVan Luong BuiNo ratings yet
- Dynamic Modelling of A Combined Cycle Power Plant With ThermosysproDocument11 pagesDynamic Modelling of A Combined Cycle Power Plant With ThermosysproSandra GilbertNo ratings yet
- Two-Phase Dynamic Modeling and Simulation of Transport and Reaction in Catalytic Sulfur Dioxide ConvertersDocument12 pagesTwo-Phase Dynamic Modeling and Simulation of Transport and Reaction in Catalytic Sulfur Dioxide ConvertersRAFAEL JOHNSON TORRESNo ratings yet
- 4094 - Gefügemonمهم مهم itorDocument7 pages4094 - Gefügemonمهم مهم itorAli RayyaNo ratings yet
- K. Gosiewski - Dynamic Modelling of Industrial So2 Oxidation Reactor Part 1 PDFDocument19 pagesK. Gosiewski - Dynamic Modelling of Industrial So2 Oxidation Reactor Part 1 PDFanhnt0703100% (1)
- Pfd&Pid GDFDDocument5 pagesPfd&Pid GDFDNizmy NazeerNo ratings yet
- Current Design Procedures For Steel-Lined Pressure TunnelsDocument12 pagesCurrent Design Procedures For Steel-Lined Pressure TunnelsEngr. Mohammad AdilNo ratings yet
- Cyclic Steam Stimulation Operational Feasibility EvaluationDocument4 pagesCyclic Steam Stimulation Operational Feasibility EvaluationEuler CauchiNo ratings yet
- Adaptive Task-Space Metal Strip - Atness Control in Cold Multi-Roll Mill StandsDocument12 pagesAdaptive Task-Space Metal Strip - Atness Control in Cold Multi-Roll Mill StandsvinayakNo ratings yet
- Article - 1001191 Managing Fouling in Refinery PDFDocument13 pagesArticle - 1001191 Managing Fouling in Refinery PDFDavid Diaz PadillaNo ratings yet
- Soldadura de PernosDocument7 pagesSoldadura de PernosABRAHAM SILVA HERNANDEZNo ratings yet
- Special Focus: Reboiler Pinch: An Approach To Optimize Flare System Design During FEEDDocument6 pagesSpecial Focus: Reboiler Pinch: An Approach To Optimize Flare System Design During FEEDGhasem Bashiri100% (1)
- C Factor in DistillationDocument5 pagesC Factor in DistillationVikas KumarNo ratings yet
- Operating Costs: Process Evaluation 265Document2 pagesOperating Costs: Process Evaluation 265Sudeep MukherjeeNo ratings yet
- Boiler Firing Control Design Using Model Predictive TechniquesDocument6 pagesBoiler Firing Control Design Using Model Predictive TechniquesAqmal FANo ratings yet
- Advanced Steam System Optimization Program PDFDocument5 pagesAdvanced Steam System Optimization Program PDFRobert MontoyaNo ratings yet
- Rolling ModelsDocument6 pagesRolling Modelskrisna8154No ratings yet
- 82 25 - DesignEnvelope - ITC9521 - TechnicalOverviewDocument6 pages82 25 - DesignEnvelope - ITC9521 - TechnicalOverviewCao Văn PhongNo ratings yet
- Cement Plant Simulation and Dynamic Data PDFDocument8 pagesCement Plant Simulation and Dynamic Data PDFUsman HamidNo ratings yet
- Research of Thermal Processes For The Continuous Casting of SteelDocument4 pagesResearch of Thermal Processes For The Continuous Casting of SteeleuisNo ratings yet
- An Aproach ToDocument5 pagesAn Aproach ToIván Andrés MuñozNo ratings yet
- Uhde Hydrogen Trends PDFDocument5 pagesUhde Hydrogen Trends PDFOctavio FrancoNo ratings yet
- Dynamic Modeling and Simulation of Cone Crushing CircuitsDocument7 pagesDynamic Modeling and Simulation of Cone Crushing CircuitsDirceu NascimentoNo ratings yet
- Applied Thermodynamics For Process ModelingDocument7 pagesApplied Thermodynamics For Process ModelingZangNo ratings yet
- Maintenance and Reliability: Process Control and InstrumentationDocument6 pagesMaintenance and Reliability: Process Control and InstrumentationEjubNo ratings yet
- 1 s2.0 S1474667017344774 MainDocument6 pages1 s2.0 S1474667017344774 Mainleon auliaNo ratings yet
- Sulfur Recovery Units: Adaptive Simulation and Model Validation On An Industrial PlantDocument12 pagesSulfur Recovery Units: Adaptive Simulation and Model Validation On An Industrial PlantEdgar ChaconNo ratings yet
- Simulacion Horno RotatorioDocument6 pagesSimulacion Horno RotatorioMauro RicoNo ratings yet
- SGS MIN TP2003 10 Coal Quality Management PDFDocument4 pagesSGS MIN TP2003 10 Coal Quality Management PDFDavid SimanungkalitNo ratings yet
- Paper Velocity String SPE-30197-PADocument4 pagesPaper Velocity String SPE-30197-PAPablo RaffinNo ratings yet
- Smart Crane Control - ImprovingDocument5 pagesSmart Crane Control - ImprovingPatricio SabettaNo ratings yet
- Design and Autoimation Developments of Bucket Wheel ReclaimersDocument5 pagesDesign and Autoimation Developments of Bucket Wheel ReclaimersMOHAMED CHARJAOUINo ratings yet
- OPEXDocument3 pagesOPEXYosef Camposano RodriguezNo ratings yet
- Nonlinear Model Predictive Control of The Strip Temperature in An Annealing FurnaceDocument13 pagesNonlinear Model Predictive Control of The Strip Temperature in An Annealing FurnaceFahrgerusteNo ratings yet
- Estimating The Temperature of Liquid Steel in BOF SteelmakingDocument23 pagesEstimating The Temperature of Liquid Steel in BOF SteelmakingAbhinandan ChatterjeeNo ratings yet
- Modeling of Steelmaking Process With Effective Machine Learning TechniquesDocument10 pagesModeling of Steelmaking Process With Effective Machine Learning TechniquesAbhinandan ChatterjeeNo ratings yet
- ESR of High Technological SteelsDocument15 pagesESR of High Technological SteelsAbhinandan ChatterjeeNo ratings yet
- Effect of Blow Parameters in The Jetpenetration by Physical Model of BOF ConverterDocument13 pagesEffect of Blow Parameters in The Jetpenetration by Physical Model of BOF Convertermrinmoy88No ratings yet
- Hot Metal Dephosphorization by Low Basicity Slag in The Early Stage of Converting ProcessDocument14 pagesHot Metal Dephosphorization by Low Basicity Slag in The Early Stage of Converting ProcessAbhinandan ChatterjeeNo ratings yet
- Data Based Modeling Approach of Iron and Steelmaking Processes1Document13 pagesData Based Modeling Approach of Iron and Steelmaking Processes1Abhinandan ChatterjeeNo ratings yet
- Calcination of Slags For Electroslag RemeltingDocument5 pagesCalcination of Slags For Electroslag RemeltingAbhinandan ChatterjeeNo ratings yet
- Review and Planning of Experiments With Steel and Slag in Laboratory FurnaceDocument9 pagesReview and Planning of Experiments With Steel and Slag in Laboratory FurnaceAbhinandan ChatterjeeNo ratings yet
- Four Tiers of Digital Transformation - HWRDocument7 pagesFour Tiers of Digital Transformation - HWRashutosh chauhanNo ratings yet
- Iso 33401 2024Document6 pagesIso 33401 2024Abhinandan ChatterjeeNo ratings yet
- Development of Synthetic Slag For Desulphurisation of The Steel During Steelmaking in Induction FurnaceDocument19 pagesDevelopment of Synthetic Slag For Desulphurisation of The Steel During Steelmaking in Induction FurnaceAbhinandan ChatterjeeNo ratings yet
- Analysis of Secondary Refining Slag Parameters WitDocument11 pagesAnalysis of Secondary Refining Slag Parameters WitAbhinandan ChatterjeeNo ratings yet
- Evaluation of Secondary Steelmaking Slags and Their Relation With Steel CleanlinessDocument10 pagesEvaluation of Secondary Steelmaking Slags and Their Relation With Steel CleanlinessAbhinandan ChatterjeeNo ratings yet
- Basic Linear Algebra For Deep Learning and Machine Learning Python Tutorial - by Towards AI Team - Towards AI - Oct, 2020 - Medium PDFDocument33 pagesBasic Linear Algebra For Deep Learning and Machine Learning Python Tutorial - by Towards AI Team - Towards AI - Oct, 2020 - Medium PDFAbhinandan ChatterjeeNo ratings yet
- Asian Horror Flix - IMDbDocument9 pagesAsian Horror Flix - IMDbAbhinandan ChatterjeeNo ratings yet
- Ph.D. Research Plan Presentation: Anup GangwarDocument31 pagesPh.D. Research Plan Presentation: Anup GangwarKay KarthiNo ratings yet
- Marketing Analytics For Data-Rich Environments: Michel Wedel & P.K. KannanDocument25 pagesMarketing Analytics For Data-Rich Environments: Michel Wedel & P.K. KannanAbhinandan ChatterjeeNo ratings yet
- Analysing Your Data: Eva A.M. Van Poppel, MSCDocument55 pagesAnalysing Your Data: Eva A.M. Van Poppel, MSCAbhinandan ChatterjeeNo ratings yet
- TKDE Paper As PrintedDocument16 pagesTKDE Paper As PrintedHoàng QuânNo ratings yet
- Analysing Your Data: Eva A.M. Van Poppel, MSCDocument55 pagesAnalysing Your Data: Eva A.M. Van Poppel, MSCAbhinandan ChatterjeeNo ratings yet
- From Raw Eeg Data To Erp: Eva A.M. Van Poppel, MSCDocument30 pagesFrom Raw Eeg Data To Erp: Eva A.M. Van Poppel, MSCAbhinandan ChatterjeeNo ratings yet
- BOF Process DynamicsDocument18 pagesBOF Process DynamicsAbhinandan ChatterjeeNo ratings yet
- Seminar BrochureDocument4 pagesSeminar BrochureAbhinandan ChatterjeeNo ratings yet
- Risk Management in Supply ChainsDocument11 pagesRisk Management in Supply ChainsAbhinandan ChatterjeeNo ratings yet
- Risk Management in Supply ChainsDocument11 pagesRisk Management in Supply ChainsAbhinandan ChatterjeeNo ratings yet
- U 4 P 1 MetalformingprocessesDocument82 pagesU 4 P 1 MetalformingprocessesAbhinandan ChatterjeeNo ratings yet
- Rosetta NetDocument17 pagesRosetta NetAbhinandan ChatterjeeNo ratings yet
- The Next Growth Engine of The Dynamic Mobile Ecosystem: Robust Growth in Smartphones and Feature Rich Mobile Handsets, Opportunities Abound!Document22 pagesThe Next Growth Engine of The Dynamic Mobile Ecosystem: Robust Growth in Smartphones and Feature Rich Mobile Handsets, Opportunities Abound!Abhinandan ChatterjeeNo ratings yet
- Supply Chain Management By:-Israr Khan Raja Preston University, IslamabadDocument45 pagesSupply Chain Management By:-Israr Khan Raja Preston University, IslamabadAbhinandan ChatterjeeNo ratings yet
- EFPM ManualDocument41 pagesEFPM ManualAbhinandan Chatterjee100% (1)
- Docket Dominion AlabaDocument3 pagesDocket Dominion AlabaDominionNo ratings yet
- End-Of-Sale and End-Of-Life Announcement For The Cisco Telepresence Sx20 With 12X CameraDocument3 pagesEnd-Of-Sale and End-Of-Life Announcement For The Cisco Telepresence Sx20 With 12X CameraAmrous MohamedNo ratings yet
- Service Bulletin: SubjectDocument6 pagesService Bulletin: SubjectWaitylla DiasNo ratings yet
- PSP Student Workbook.20061007.Release NotesDocument1 pagePSP Student Workbook.20061007.Release NoteszombiennNo ratings yet
- Oracle Database 12c: Administration Workshop Student Guide Volume 2 D78846GC10 - sg2Document374 pagesOracle Database 12c: Administration Workshop Student Guide Volume 2 D78846GC10 - sg2Nelson NelsonNo ratings yet
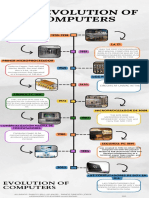
- Infografia Línea Del Tiempo Historia de La Computadoras en InglesDocument1 pageInfografia Línea Del Tiempo Historia de La Computadoras en InglesGEORGEGAMER MCNo ratings yet
- Curriculum Vitae Personal Details: Mitic NadezdaDocument3 pagesCurriculum Vitae Personal Details: Mitic NadezdaNadežda MitićNo ratings yet
- Lecture-3 (Design Methods)Document26 pagesLecture-3 (Design Methods)Mohsin IqbalNo ratings yet
- Supply Chain ManagementDocument16 pagesSupply Chain ManagementHaider AyyNo ratings yet
- TRENDS AND CRITICAL THINKINGExamDocument4 pagesTRENDS AND CRITICAL THINKINGExamRyan TamelinNo ratings yet
- 2020 - Roadroid University Registration FormDocument2 pages2020 - Roadroid University Registration FormAiidil SuwandiNo ratings yet
- Schengen Visa Application 2021-11-26Document5 pagesSchengen Visa Application 2021-11-26Edivaldo NehoneNo ratings yet
- No. 304 (171) 2021/PA Admn 111!: To, Centre ExcellenceDocument9 pagesNo. 304 (171) 2021/PA Admn 111!: To, Centre ExcellenceSanjeev kumarNo ratings yet
- Energy Storage Unit Service - Manual PDFDocument28 pagesEnergy Storage Unit Service - Manual PDFathinabeba100% (1)
- Jyotshana NewaDocument53 pagesJyotshana NewaInternship ReportNo ratings yet
- Sop SampleDocument2 pagesSop Samplearshpreet bhatiaNo ratings yet
- U19EC416 DSP Lab SyllabusDocument2 pagesU19EC416 DSP Lab SyllabusRamesh MallaiNo ratings yet
- T100-V Service ManualDocument22 pagesT100-V Service ManualSergey KutsNo ratings yet
- Grade 9: Tle - Ict Computer Systems Servicing Quarter 2 - Module 1 Install Network CablesDocument6 pagesGrade 9: Tle - Ict Computer Systems Servicing Quarter 2 - Module 1 Install Network CablesSharmaine Paragas FaustinoNo ratings yet
- Emhart Inspection Defect GuideDocument1 pageEmhart Inspection Defect GuideBryan Nadimpally75% (4)
- 3-C - MessageDocument4 pages3-C - MessageArpan GhoshNo ratings yet
- ITIL® 4 Drive Stakeholder Value (DSV)Document2 pagesITIL® 4 Drive Stakeholder Value (DSV)Eugene ArkadievNo ratings yet
- Supercars Final Newcastle Destination Management Plan June 19 2013Document59 pagesSupercars Final Newcastle Destination Management Plan June 19 2013api-692698304No ratings yet
- Lecture-13 Indexing and Its Types: Subject: DBMS Subject Code: BCA-S301T Faculty: Saurabh JhaDocument16 pagesLecture-13 Indexing and Its Types: Subject: DBMS Subject Code: BCA-S301T Faculty: Saurabh JhaShivam KushwahaNo ratings yet
- Desktop F0ecjd0 20230613 0007Document8 pagesDesktop F0ecjd0 20230613 0007Mican HoriaNo ratings yet
- Google Map - DartDocument9 pagesGoogle Map - Dartİlter Engin KIZILGÜNNo ratings yet
- As 3850-2003 Tilt-Up Concrete ConstructionDocument8 pagesAs 3850-2003 Tilt-Up Concrete ConstructionSAI Global - APACNo ratings yet
- Research Paper Latex ExampleDocument8 pagesResearch Paper Latex Exampleafnkjdhxlewftq100% (1)
- Hvac and Refrigiration System: Group 1Document52 pagesHvac and Refrigiration System: Group 1Jessa Mae CatabayNo ratings yet
- QuestionPaper TemplateDocument2 pagesQuestionPaper Templatesurender.ascentNo ratings yet
- Analog Design and Simulation Using OrCAD Capture and PSpiceFrom EverandAnalog Design and Simulation Using OrCAD Capture and PSpiceNo ratings yet
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsFrom EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNo ratings yet
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- The Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsFrom EverandThe Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsNo ratings yet
- Lean vs Agile vs Design Thinking: What You Really Need to Know to Build High-Performing Digital Product TeamsFrom EverandLean vs Agile vs Design Thinking: What You Really Need to Know to Build High-Performing Digital Product TeamsRating: 4 out of 5 stars4/5 (2)
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceFrom EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceRating: 4 out of 5 stars4/5 (19)
- Laws of UX: Using Psychology to Design Better Products & ServicesFrom EverandLaws of UX: Using Psychology to Design Better Products & ServicesRating: 5 out of 5 stars5/5 (9)
- The Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsFrom EverandThe Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsRating: 5 out of 5 stars5/5 (1)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureFrom EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureRating: 4.5 out of 5 stars4.5/5 (2)
- Heat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersFrom EverandHeat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersRating: 4 out of 5 stars4/5 (13)
- Understanding Automotive Electronics: An Engineering PerspectiveFrom EverandUnderstanding Automotive Electronics: An Engineering PerspectiveRating: 3.5 out of 5 stars3.5/5 (16)
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableFrom EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableNo ratings yet
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchFrom EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchRating: 4 out of 5 stars4/5 (10)
- Design for How People Think: Using Brain Science to Build Better ProductsFrom EverandDesign for How People Think: Using Brain Science to Build Better ProductsRating: 4 out of 5 stars4/5 (8)
- 507 Mechanical Movements: Mechanisms and DevicesFrom Everand507 Mechanical Movements: Mechanisms and DevicesRating: 4 out of 5 stars4/5 (28)
- Practical Troubleshooting of Electrical Equipment and Control CircuitsFrom EverandPractical Troubleshooting of Electrical Equipment and Control CircuitsRating: 4 out of 5 stars4/5 (5)
- Basic Electric Circuits: Pergamon International Library of Science, Technology, Engineering and Social StudiesFrom EverandBasic Electric Circuits: Pergamon International Library of Science, Technology, Engineering and Social StudiesRating: 3 out of 5 stars3/5 (1)
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tFrom EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tRating: 4.5 out of 5 stars4.5/5 (27)