You might also like
- Essential Pharmacokinetics: A Primer for Pharmaceutical ScientistsFrom EverandEssential Pharmacokinetics: A Primer for Pharmaceutical ScientistsRating: 5 out of 5 stars5/5 (1)
- 2018 Ibc Seaoc Structural Seismic Design Manual Volume 2 Examplespdf CompressDocument385 pages2018 Ibc Seaoc Structural Seismic Design Manual Volume 2 Examplespdf Compressvkch saipavan100% (3)
- Dosage Form Design Pharmaceutical and Formulation ConsiderationsDocument103 pagesDosage Form Design Pharmaceutical and Formulation Considerationsprinceamit67% (3)
- Essential Chemistry for Formulators of Semisolid and Liquid DosagesFrom EverandEssential Chemistry for Formulators of Semisolid and Liquid DosagesRating: 5 out of 5 stars5/5 (2)
- Quality Control Tests For Syrups 12554664Document7 pagesQuality Control Tests For Syrups 12554664Hassan kamal100% (1)
- Bibliometric Handbook For Karolinska InstitutetDocument41 pagesBibliometric Handbook For Karolinska InstitutetCamila Araya G100% (1)
- Presentation on Chancroid: Bacterial STI Causes Painful Genital UlcersDocument12 pagesPresentation on Chancroid: Bacterial STI Causes Painful Genital UlcersBikash Sah0% (1)
- Biopharmaceutics & PharmacokineticsDocument63 pagesBiopharmaceutics & Pharmacokineticsandzar.fs08No ratings yet
- Excipient selection 14Document7 pagesExcipient selection 14Arshdeep SinghNo ratings yet
- Environmental Friendly Pharmaceutical Excipients Towards Green ManufacturingDocument12 pagesEnvironmental Friendly Pharmaceutical Excipients Towards Green Manufacturingnikhilsachan100% (1)
- Pharmaceutics 12 00393 PDFDocument17 pagesPharmaceutics 12 00393 PDFsalemNo ratings yet
- Pharmaceutical and Formulation Consideration Biopharmaceutical and Pharmacokinetic ConsiderationDocument41 pagesPharmaceutical and Formulation Consideration Biopharmaceutical and Pharmacokinetic ConsiderationMuhammad Ali RizviNo ratings yet
- IntroductionDocument71 pagesIntroductionAreenub ArshadNo ratings yet
- Concept and Design of Rate Controlled Drug DeliveryDocument57 pagesConcept and Design of Rate Controlled Drug Deliveryufahad88% (8)
- 4 - Drug Product Design ParametersDocument7 pages4 - Drug Product Design ParametersVinz AlvarezNo ratings yet
- IPP-I As Per Generic Curriculum-LidetaDocument416 pagesIPP-I As Per Generic Curriculum-Lidetaredhat56964No ratings yet
- Prodrugs SagarDocument30 pagesProdrugs SagarMuskan SharmaNo ratings yet
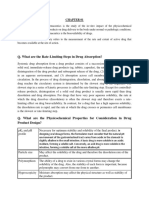
- Q. What Are The Rate-Limiting Steps in Drug Absorption?Document10 pagesQ. What Are The Rate-Limiting Steps in Drug Absorption?Arifur RahmanNo ratings yet
- Goal Drug Prodrugs and Lead CompoundsDocument6 pagesGoal Drug Prodrugs and Lead CompoundsJovanne D. BrownNo ratings yet
- CPR SummaryDocument2 pagesCPR SummaryaqsamerajNo ratings yet
- Prodrug Delivery: A Concise OverviewDocument6 pagesProdrug Delivery: A Concise OverviewanantachoudhuryNo ratings yet
- Unit 2Document63 pagesUnit 2TuxillNo ratings yet
- Amity Institute of Pharmacy-NddsDocument5 pagesAmity Institute of Pharmacy-NddsTanujaNo ratings yet
- Drug Design Final AssignmentDocument12 pagesDrug Design Final AssignmentMelavNo ratings yet
- A Review On Controlled Drug Delivery SystemDocument8 pagesA Review On Controlled Drug Delivery SystemDogbey AlbertNo ratings yet
- Polymers in Pharmaceuticals: Advantages of Novel Drug DeliveryDocument15 pagesPolymers in Pharmaceuticals: Advantages of Novel Drug Deliveryosama saeedNo ratings yet
- Nisreenchp1 PDFDocument110 pagesNisreenchp1 PDFRana HachemNo ratings yet
- Extended Release Formulation Review ArticleDocument60 pagesExtended Release Formulation Review ArticleSomasundaram JeevanandhamNo ratings yet
- Absorption: Scheme Demonstrating The Dynamic Relationship Between The and TheDocument19 pagesAbsorption: Scheme Demonstrating The Dynamic Relationship Between The and Theheyyo ggNo ratings yet
- Biopharmaceutics PrelimsDocument19 pagesBiopharmaceutics Prelimsheyyo ggNo ratings yet
- Topical Drug DeliveryDocument21 pagesTopical Drug DeliveryhappyNo ratings yet
- Controlled Drug Delivery Systems - 1 PDFDocument6 pagesControlled Drug Delivery Systems - 1 PDFVikash Kushwaha100% (1)
- Formulation Development and Physicochemical AnalysisDocument7 pagesFormulation Development and Physicochemical AnalysissalmanNo ratings yet
- Formulation and Standardization of NutraceuticalsDocument10 pagesFormulation and Standardization of Nutraceuticalssudhindra kini100% (3)
- Formulation Design, Optimization and Evaluation of Domperidone Maleate Gastro Retentive Floating TabletsDocument10 pagesFormulation Design, Optimization and Evaluation of Domperidone Maleate Gastro Retentive Floating TabletsDr. Raghavendra Kumar GundaNo ratings yet
- 10 3390@pharmaceutics12020151Document19 pages10 3390@pharmaceutics12020151Faiqah Fikriyyah AhmadNo ratings yet
- GUID - 5 en-USDocument25 pagesGUID - 5 en-USDilawar BakhtNo ratings yet
- Biopharmaceutical Considerations in Drug Product Design and in Vitro Introduction (Biopharm)Document22 pagesBiopharmaceutical Considerations in Drug Product Design and in Vitro Introduction (Biopharm)vipinkv99No ratings yet
- Pre FormulationDocument13 pagesPre FormulationCm MouliNo ratings yet
- NDDS AnswersDocument56 pagesNDDS AnswersPrajwal PatankarNo ratings yet
- Controlled Drug DeliveryDocument23 pagesControlled Drug DeliveryAnburaj JamesNo ratings yet
- Gmnotespharmaceuticaltechnology 221109090622 Fcabdf63Document195 pagesGmnotespharmaceuticaltechnology 221109090622 Fcabdf63ShirsenduNo ratings yet
- Extended-Release Oral Solid Dosage FormsDocument3 pagesExtended-Release Oral Solid Dosage FormsDiah MarianoNo ratings yet
- ASSIGNMENT3Document9 pagesASSIGNMENT3Eternal MiracleNo ratings yet
- Rectal SuppositoriesDocument6 pagesRectal SuppositoriesLinh PhamNo ratings yet
- DDR SDRAM Controller IP Designed For ReuseDocument50 pagesDDR SDRAM Controller IP Designed For ReusejagruthimsNo ratings yet
- Formulation and Development in Pharmaceutical IndustryDocument11 pagesFormulation and Development in Pharmaceutical Industrydeepak GuptaNo ratings yet
- Guidelines design evaluation oral prolonged release dosage formsDocument8 pagesGuidelines design evaluation oral prolonged release dosage formsShumaila KhanNo ratings yet
- Dosage Form DesignDocument19 pagesDosage Form DesignAnimikh RayNo ratings yet
- Dry Granulation by Slugging Method For Sustained Release of Model DrugDocument50 pagesDry Granulation by Slugging Method For Sustained Release of Model DrugBagus SetiawanNo ratings yet
- Phardose Lec Chapter 9Document11 pagesPhardose Lec Chapter 9megmayorNo ratings yet
- Usp 1151Document10 pagesUsp 1151Karnati PraveenaNo ratings yet
- Strategies to enhance transport across biological barriersDocument17 pagesStrategies to enhance transport across biological barriersmohammed zourobNo ratings yet
- Ba-Be PDFDocument30 pagesBa-Be PDFUswatun Hasanah7201No ratings yet
- Bioavailability and BioequivalenceDocument47 pagesBioavailability and BioequivalenceGiovanne BuendiaNo ratings yet
- Excipientes ModificadosDocument19 pagesExcipientes ModificadosArnaldo Arnedo MayoralNo ratings yet
- VILLARIAZA - New Drug Discovery FinalDocument46 pagesVILLARIAZA - New Drug Discovery FinalMary Angelique BanogonNo ratings yet
- Drug Delivery SystemDocument23 pagesDrug Delivery SystemZafran KhanNo ratings yet
- Regulatory Aspects of Pharmaceutical Quality System: Brief IntroductionFrom EverandRegulatory Aspects of Pharmaceutical Quality System: Brief IntroductionNo ratings yet
- Biotechnology_Lecture_1(1) (1)Document11 pagesBiotechnology_Lecture_1(1) (1)Hassan kamalNo ratings yet
- advantages of liposomesDocument30 pagesadvantages of liposomesHassan kamalNo ratings yet
- CHARACTERIZATION OF GRANULES_FinalDocument4 pagesCHARACTERIZATION OF GRANULES_FinalHassan kamalNo ratings yet
- Fungal Skin Infections GuideDocument12 pagesFungal Skin Infections GuideHassan kamalNo ratings yet
- Chapter 4 Network TopologiesDocument53 pagesChapter 4 Network TopologiesKaruppanan KomathyNo ratings yet
- QC OF SUPPOSITORIESDocument23 pagesQC OF SUPPOSITORIESHassan kamalNo ratings yet
- Insulin - Injection - How - To - Aade 564446545Document8 pagesInsulin - Injection - How - To - Aade 564446545Hassan kamalNo ratings yet
- Drug Incompatibilit Y: A Presentation OnDocument26 pagesDrug Incompatibilit Y: A Presentation OnHassan kamalNo ratings yet
- Flame Photometry: Basic Concepts, Instrumentation, and ApplicationDocument19 pagesFlame Photometry: Basic Concepts, Instrumentation, and ApplicationHassan kamalNo ratings yet
- Chapter 4 Network TopologiesDocument53 pagesChapter 4 Network TopologiesKaruppanan KomathyNo ratings yet
- Flame Photometer: H. Syed Aown M RizviDocument19 pagesFlame Photometer: H. Syed Aown M RizviHassan kamalNo ratings yet
- Mose Naina Mat Mor Na - Warsi Brothers LyricsDocument1 pageMose Naina Mat Mor Na - Warsi Brothers LyricsHassan kamalNo ratings yet
- QC OF SUPPOSITORIESDocument23 pagesQC OF SUPPOSITORIESHassan kamalNo ratings yet
- Hyundai forklift specification dimensionsDocument6 pagesHyundai forklift specification dimensionsАлександр ОлейникNo ratings yet
- Jane EyreDocument165 pagesJane EyreSana AbdulsalamNo ratings yet
- Appendix VIII - Civil and Structural Scope of WorkDocument140 pagesAppendix VIII - Civil and Structural Scope of WorkjaganrajNo ratings yet
- Pearly Co Cleared Funds ForecastDocument8 pagesPearly Co Cleared Funds ForecastPutin Phy0% (1)
- Make Every Day Count: George Eliot's inspirational poemDocument3 pagesMake Every Day Count: George Eliot's inspirational poemRUTUJA KALENo ratings yet
- FarkolDocument7 pagesFarkolHasiadin LaodeNo ratings yet
- Earth First! Climbers Guild Vol. 2Document16 pagesEarth First! Climbers Guild Vol. 2CascadiaDefenders100% (2)
- Accessibility POC: October 26, 2017Document7 pagesAccessibility POC: October 26, 2017Ramesh BodukaniNo ratings yet
- Soil Chemistry KeywordsDocument8 pagesSoil Chemistry Keywordssobe64 sNo ratings yet
- Smartphone Addiction Among Utmspace Student (Final)Document20 pagesSmartphone Addiction Among Utmspace Student (Final)kyo_kusanagi_jb100% (1)
- Food Industry JTM2Document35 pagesFood Industry JTM2Jofin TMNo ratings yet
- DILEM 10 G (24VDC) MoellerDocument7 pagesDILEM 10 G (24VDC) MoellerElizabeth RamirezNo ratings yet
- Importance and Uses of Medicinal Plants - An Overview: December 2016Document8 pagesImportance and Uses of Medicinal Plants - An Overview: December 2016safamanz001 safaNo ratings yet
- Ghana Off-Grid Solar Farm & Water System DevelopmentDocument1 pageGhana Off-Grid Solar Farm & Water System DevelopmentDaniel NguyenNo ratings yet
- STC Bec Wir Plu D 0209 01 PDFDocument10 pagesSTC Bec Wir Plu D 0209 01 PDFAdel MorsyNo ratings yet
- Biomechinics PDFDocument8 pagesBiomechinics PDFImran KhanNo ratings yet
- Torsion of Circular Shaft: Torque or Turning Moment or Twisting MomentDocument13 pagesTorsion of Circular Shaft: Torque or Turning Moment or Twisting Momentmahmudul adilNo ratings yet
- Separation Processes Lecture 1 IntroductionDocument14 pagesSeparation Processes Lecture 1 Introductionabood assrfndyNo ratings yet
- Science Activity Sheet Quarter 4 - MELC 2 Week 2: Uses of WaterDocument13 pagesScience Activity Sheet Quarter 4 - MELC 2 Week 2: Uses of WaterShareinne TeamkNo ratings yet
- Ufara QasrinDocument14 pagesUfara Qasrinroni setiawanNo ratings yet
- Sprocket Asa 180Document1 pageSprocket Asa 180jhampolrosalesNo ratings yet
- Neuro EcDocument234 pagesNeuro EcFeynman2014100% (1)
- Better - Call - Saul - 4x10 WINNERDocument70 pagesBetter - Call - Saul - 4x10 WINNERMarcos Valdés GarridoNo ratings yet
- MINDFULNESS CALENDARDocument1 pageMINDFULNESS CALENDARNiccy McOrrieNo ratings yet
- Effectiveness of Breathing Exercise On Reducing Pain Perception and State Anxiety Among Primi ParturientsDocument8 pagesEffectiveness of Breathing Exercise On Reducing Pain Perception and State Anxiety Among Primi ParturientsPutra SpNo ratings yet
- Let's Check: To Eliminate Unrealized Gain On Sale of LandDocument4 pagesLet's Check: To Eliminate Unrealized Gain On Sale of Landalmira garciaNo ratings yet
- Color Me VeganDocument272 pagesColor Me VeganBela Luísa Novo100% (1)