You might also like
- Safety Integrity Level SILDocument12 pagesSafety Integrity Level SILKuwat Riyanto100% (2)
- Making The Most of Safety Integrity LevelsDocument5 pagesMaking The Most of Safety Integrity LevelsSavan JaviaNo ratings yet
- Functional Safety in Process ApplicationsDocument2 pagesFunctional Safety in Process ApplicationsFawmNo ratings yet
- Understanding Safety Integrity Level: Special Application SeriesDocument12 pagesUnderstanding Safety Integrity Level: Special Application SeriesEngr. AbdullahNo ratings yet
- Functional Safety in Process IndustryDocument10 pagesFunctional Safety in Process Industry59wilchesNo ratings yet
- SIL LevelsDocument12 pagesSIL LevelsM Asad KhanNo ratings yet
- Keys To Improving Safety in Chemical ProessesDocument17 pagesKeys To Improving Safety in Chemical ProessesVincent GabrielNo ratings yet
- Integrating Control and Safety: Where To Draw The Line.: Robin Mccrea-Steele, Invensys-Premier Consulting ServicesDocument6 pagesIntegrating Control and Safety: Where To Draw The Line.: Robin Mccrea-Steele, Invensys-Premier Consulting ServicesIndranil HatuaNo ratings yet
- 2 Safety and Security Systems and Devices STUDY UNIT 2 Aa7fe43cDocument17 pages2 Safety and Security Systems and Devices STUDY UNIT 2 Aa7fe43cmpumeNo ratings yet
- 21 Determine SIS and SIL Using HazOpsDocument11 pages21 Determine SIS and SIL Using HazOpsMarco Antonio Cruz MéndezNo ratings yet
- Essentials of SisDocument9 pagesEssentials of SisNeil MenezesNo ratings yet
- Functional Safety - Sil: Electric Actuators For Safety-Related Systems Up To SIL 3Document28 pagesFunctional Safety - Sil: Electric Actuators For Safety-Related Systems Up To SIL 3Mohamed AmerNo ratings yet
- Functional Safety - Sil: Electric Actuators For Safety-Related Systems Up To SIL 3Document28 pagesFunctional Safety - Sil: Electric Actuators For Safety-Related Systems Up To SIL 3lollollol1515615df4gNo ratings yet
- Safety Components On Guard White PaperDocument10 pagesSafety Components On Guard White PaperRobertoAlexandreSchöpfNo ratings yet
- Essentials On Safety Instrumented SystemsDocument9 pagesEssentials On Safety Instrumented Systemstibi1000No ratings yet
- Making The Most of Alarms As A Safety Layer of ProtectionDocument16 pagesMaking The Most of Alarms As A Safety Layer of ProtectionAli AbbasovNo ratings yet
- Industrial Network Security: Securing Critical Infrastructure Networks for Smart Grid, SCADA, and Other Industrial Control SystemsFrom EverandIndustrial Network Security: Securing Critical Infrastructure Networks for Smart Grid, SCADA, and Other Industrial Control SystemsRating: 4.5 out of 5 stars4.5/5 (5)
- 1 s2.0 S1874548223000124 MainDocument19 pages1 s2.0 S1874548223000124 Mainlevini6791No ratings yet
- ESREL 2019 RAMSS Lifecycle For The Future Vdelivered2Document6 pagesESREL 2019 RAMSS Lifecycle For The Future Vdelivered2Thor MyklebustNo ratings yet
- Energies: Designing Control and Protection Systems With Regard To Integrated Functional Safety and Cybersecurity AspectsDocument22 pagesEnergies: Designing Control and Protection Systems With Regard To Integrated Functional Safety and Cybersecurity AspectsRoberto CarrascoNo ratings yet
- Overview SiraDocument2 pagesOverview SiraIndranil HatuaNo ratings yet
- Determine Sis and SIL Using HAZOPS: Process Safety Progress March 2010Document11 pagesDetermine Sis and SIL Using HAZOPS: Process Safety Progress March 2010Badrun Ahamd100% (1)
- The Handbook of Safety Engineering: Principles and ApplicationsFrom EverandThe Handbook of Safety Engineering: Principles and ApplicationsRating: 4 out of 5 stars4/5 (1)
- An Occupational Health and Safety Monitoring System: S.A. Ngubo, C.P. Kruger, G.P. Hancke and B.J. SilvaDocument6 pagesAn Occupational Health and Safety Monitoring System: S.A. Ngubo, C.P. Kruger, G.P. Hancke and B.J. SilvaEdgar Alexander Hurtado MolochoNo ratings yet
- Determinacion de SIS and SILDocument10 pagesDeterminacion de SIS and SILAlejandro GorostietaNo ratings yet
- Get A Lifecycle - Connecting Alarm Management and Safety Instrumented SystemsDocument17 pagesGet A Lifecycle - Connecting Alarm Management and Safety Instrumented SystemsJulia Batista MéndezNo ratings yet
- IEC 61508 OverviewDocument13 pagesIEC 61508 OverviewDámaso DortaNo ratings yet
- Layer of Protection Analysis: SciencedirectDocument11 pagesLayer of Protection Analysis: SciencedirectDigitalMastersTXNo ratings yet
- Determining The Required Safety Integrity Level For Your Process PDFDocument8 pagesDetermining The Required Safety Integrity Level For Your Process PDFfitasmounirNo ratings yet
- H. Landis Floyd II,: A Systems Safety Approach To Occupational Electrical SafetyDocument17 pagesH. Landis Floyd II,: A Systems Safety Approach To Occupational Electrical SafetyFran JimenezNo ratings yet
- Example of SILDocument15 pagesExample of SILChaitrika reddyNo ratings yet
- Safety MachineDocument26 pagesSafety MachineRoberto Toccaceli BlasiNo ratings yet
- Hazards 26 Paper 16 Determination of Alarm Safety Response TimeDocument9 pagesHazards 26 Paper 16 Determination of Alarm Safety Response TimeRujisak MuangsongNo ratings yet
- Plant Floor Safety: Summer EditionDocument72 pagesPlant Floor Safety: Summer EditionStefanos DiamantisNo ratings yet
- Schneider Electric Safety Lifecycle Services E-BrochureDocument8 pagesSchneider Electric Safety Lifecycle Services E-BrochuresanitamaNo ratings yet
- Functional Safety of Safety Instrumented SystemsDocument2 pagesFunctional Safety of Safety Instrumented SystemsSteve Forster100% (1)
- Basics of SISDocument4 pagesBasics of SISJagath PrasangaNo ratings yet
- NHTSA Cyber Security Best Practices Study: December 7, 2011Document17 pagesNHTSA Cyber Security Best Practices Study: December 7, 2011Panneerselvam KolandaivelNo ratings yet
- Cybersecurity Solution SheetDocument4 pagesCybersecurity Solution SheetStefanos DiamantisNo ratings yet
- Functional Safety Concepts in Motor ControlDocument9 pagesFunctional Safety Concepts in Motor ControlYan LiuNo ratings yet
- Sis Training Course 1Document8 pagesSis Training Course 1santoshjshinde100% (1)
- Prevent Hazardous Conditions From Causing Unsafe Incidents: Ecostruxure™ Triconex Emergency Shutdown SystemsDocument12 pagesPrevent Hazardous Conditions From Causing Unsafe Incidents: Ecostruxure™ Triconex Emergency Shutdown SystemsFederico BrigatoNo ratings yet
- ARC White Paper HIMax May09Document16 pagesARC White Paper HIMax May09Andy Kong KingNo ratings yet
- XXI-Paper-106 INHERENTLY SAFER DESIGN ACTIVITIES OVER THE PAST DECADEDocument8 pagesXXI-Paper-106 INHERENTLY SAFER DESIGN ACTIVITIES OVER THE PAST DECADEAbdul AwanNo ratings yet
- Functional Safety The Next Edition of IEC 61511 PDFDocument11 pagesFunctional Safety The Next Edition of IEC 61511 PDFweberyosNo ratings yet
- Overview of Safety InstrumentedDocument2 pagesOverview of Safety InstrumentedAceng PikriNo ratings yet
- 3BUS094321 en ABB Review Security 2005 3Document6 pages3BUS094321 en ABB Review Security 2005 3Curtler PaquibotNo ratings yet
- Industrial Security: Industrial Security May Therefore Be Defined As The State of IndustrialDocument5 pagesIndustrial Security: Industrial Security May Therefore Be Defined As The State of IndustrialMaria Cecille Sarmiento GarciaNo ratings yet
- Infineon Whitepaper IEC62443 PDFDocument12 pagesInfineon Whitepaper IEC62443 PDFPaNo ratings yet
- Cyber Security and Resilience Guidelines 1705329624Document24 pagesCyber Security and Resilience Guidelines 1705329624adarshmv MvNo ratings yet
- Process Safety Management For Petroleum Refineries TxtbrdconsiderDocument32 pagesProcess Safety Management For Petroleum Refineries TxtbrdconsiderTehman SiddiquiNo ratings yet
- Safety Management in A Chemical Plant: Oberholt andDocument8 pagesSafety Management in A Chemical Plant: Oberholt andShivraj KolambekarNo ratings yet
- Safety Integrity LevelsDocument6 pagesSafety Integrity LevelsJuan Carlos Sua SuaNo ratings yet
- SIS CybersecurityDocument7 pagesSIS Cybersecurityhvananth100% (1)
- Designing Instrumentation and Control For Process SafetyDocument7 pagesDesigning Instrumentation and Control For Process SafetyAdebamboAinaNo ratings yet
- Leading and Lagging Indicators PDFDocument35 pagesLeading and Lagging Indicators PDFtatony50% (2)
- TORQUE CT2109-Festo-ProcessSafety-SR-3Document27 pagesTORQUE CT2109-Festo-ProcessSafety-SR-3Zubair AamirNo ratings yet
- Importance of Industrial SafetyDocument13 pagesImportance of Industrial SafetyMehul PatelNo ratings yet
- The Easy Path To Functional Safety ComplianceDocument3 pagesThe Easy Path To Functional Safety ComplianceSam Demha100% (1)
- Safe and Secure Cyber-Physical Systems and Internet-of-Things SystemsFrom EverandSafe and Secure Cyber-Physical Systems and Internet-of-Things SystemsNo ratings yet
- 1940 - Benedict Webb Rubin - An Empirical Equation For Thermodynamic Properties of Light Hydrocarbons and Their Mixtures IDocument13 pages1940 - Benedict Webb Rubin - An Empirical Equation For Thermodynamic Properties of Light Hydrocarbons and Their Mixtures IpedroNo ratings yet
- TT - Conducting Close Interval Potential Surveys - 2018Document19 pagesTT - Conducting Close Interval Potential Surveys - 2018motasem omoushNo ratings yet
- Standard Specifications For Architectural Cast StoneDocument9 pagesStandard Specifications For Architectural Cast Stonemotasem omoushNo ratings yet
- Adec Plan Review Guidance1Document206 pagesAdec Plan Review Guidance1motasem omoushNo ratings yet
- Failure Analysis Course OverviewDocument12 pagesFailure Analysis Course Overviewmotasem omoushNo ratings yet
- Mathematical Model For Cathodic Protection of The Underground PipelinesDocument16 pagesMathematical Model For Cathodic Protection of The Underground Pipelinesmotasem omoushNo ratings yet
- By Authority of Legally Binding Document: The United States of AmericaDocument73 pagesBy Authority of Legally Binding Document: The United States of Americamotasem omoushNo ratings yet
- ASEZA Guidlines The Aqaba Special Economic Zone Law EN 031603Document24 pagesASEZA Guidlines The Aqaba Special Economic Zone Law EN 031603motasem omoushNo ratings yet
- Selection Guide Leak DetectionDocument4 pagesSelection Guide Leak Detectionmotasem omoushNo ratings yet
- Structure and Detailed Syllabus - IT (5th Sem To 8th Sem)Document72 pagesStructure and Detailed Syllabus - IT (5th Sem To 8th Sem)Randy OrtonNo ratings yet
- Reading Comprehension - Practice Session WorksheetDocument2 pagesReading Comprehension - Practice Session WorksheetMuhammad Wasiullah M Z 21BBA0202No ratings yet
- Learning Management System (Lms Moodle)Document14 pagesLearning Management System (Lms Moodle)FantaNo ratings yet
- 03-01-01 - SALSA - TRAIN - IW34 - PM Order For NotificationDocument12 pages03-01-01 - SALSA - TRAIN - IW34 - PM Order For NotificationMiguel MenesesNo ratings yet
- Slem Housekeeping Grades 9 10 Week - 8Document9 pagesSlem Housekeeping Grades 9 10 Week - 8Anne AlejandrinoNo ratings yet
- EASA AC Redesign Manual V.0214-0815 PDFDocument140 pagesEASA AC Redesign Manual V.0214-0815 PDFDon FreemanNo ratings yet
- ENA 12.6-ILT-Mod 01-Extreme's Solution-Rev02-111230Document30 pagesENA 12.6-ILT-Mod 01-Extreme's Solution-Rev02-111230Luis Tovalino BadosNo ratings yet
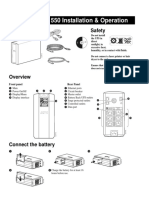
- Back-UPS RS 550 Installation & Operation: Inventory SafetyDocument7 pagesBack-UPS RS 550 Installation & Operation: Inventory SafetyAndrej VukalovicNo ratings yet
- Walworth Trunnion Ball 2011 1Document84 pagesWalworth Trunnion Ball 2011 1Andersson Benito HerreraNo ratings yet
- 4/3 Directional High-Response Control Valves, Direct Operated, With Integrated Control Electronics (OBE)Document14 pages4/3 Directional High-Response Control Valves, Direct Operated, With Integrated Control Electronics (OBE)yasin çakırNo ratings yet
- Repuestos Equipos PesadosDocument71 pagesRepuestos Equipos PesadosIng YÔrland R. BlancoNo ratings yet
- Subcontracting in SAPDocument6 pagesSubcontracting in SAPmoorthykem100% (1)
- BMW E31 8 Series - Roof RackDocument10 pagesBMW E31 8 Series - Roof RackaudioimagenNo ratings yet
- Oxygen Forensic SQLite ViewerDocument1 pageOxygen Forensic SQLite ViewerkukuhNo ratings yet
- Air Flow in IncubatorDocument4 pagesAir Flow in IncubatorsambadeeNo ratings yet
- Chapter1515 ProjectDocument31 pagesChapter1515 ProjectTYBMS B 3177 MAHIMARAJ DURAISAMYNo ratings yet
- Grading Rubric For Commercials 1Document2 pagesGrading Rubric For Commercials 1Teacher MoNo ratings yet
- KG000401G Tp-Tw-To Serial ProtocolDocument16 pagesKG000401G Tp-Tw-To Serial ProtocolhowlakNo ratings yet
- Generic Fax Cover SheetDocument10 pagesGeneric Fax Cover Sheetlashondriajohnson94No ratings yet
- LIS - Abbott Architect-90937-105Document98 pagesLIS - Abbott Architect-90937-105jyoti ranjanNo ratings yet
- Generator Set: Prime PowerDocument4 pagesGenerator Set: Prime PowerEmerzon HMNo ratings yet
- Level 9.1: Instruction ManualDocument26 pagesLevel 9.1: Instruction ManualakshayuppalNo ratings yet
- Deutz Fahr Agrolux 55e Test ReportDocument12 pagesDeutz Fahr Agrolux 55e Test ReportMamta RaybageNo ratings yet
- IQ3 Metal Detector User Guide PDFDocument144 pagesIQ3 Metal Detector User Guide PDFLuis Fernando Garrido MolinaNo ratings yet
- Helpshift Digital Support Benchmark Report 2022Document28 pagesHelpshift Digital Support Benchmark Report 2022vladilNo ratings yet
- Lesson 2. Communication and GlobalizationDocument27 pagesLesson 2. Communication and GlobalizationJdee Dianne D. Suelto3210310No ratings yet
- 201 0722 QPDocument4 pages201 0722 QPAsyiqin MohdNo ratings yet
- CHAPTER - 1 - MapReduceDocument27 pagesCHAPTER - 1 - MapReduceDhana Lakshmi BoomathiNo ratings yet
- 73-9564-Appl - Note - ABS-EIP - CLC5000 - v.0.20Document10 pages73-9564-Appl - Note - ABS-EIP - CLC5000 - v.0.20Jorge MezaNo ratings yet
- HDFC Bank: Loan Closure LffierDocument3 pagesHDFC Bank: Loan Closure LffierShoaib RajputNo ratings yet