You might also like
- Introduction to Power System ProtectionFrom EverandIntroduction to Power System ProtectionRating: 5 out of 5 stars5/5 (1)
- User'S Manual: NBC - 250 Mig/Mma/Tig Welding MachineDocument5 pagesUser'S Manual: NBC - 250 Mig/Mma/Tig Welding MachineTheodore Reader0% (1)
- Lotos CT520D ManualDocument12 pagesLotos CT520D Manualgsmith21100% (1)
- Influence of System Parameters Using Fuse Protection of Regenerative DC DrivesFrom EverandInfluence of System Parameters Using Fuse Protection of Regenerative DC DrivesNo ratings yet
- MCTD-520 User S ManualDocument16 pagesMCTD-520 User S ManualMiguel Lalangui DomíngezNo ratings yet
- Ronch 200MAX User ManualDocument13 pagesRonch 200MAX User ManualDareysi VicenteNo ratings yet
- InverterDocument13 pagesInverterBrinzeiMarianNo ratings yet
- CT WelderinstructionsDocument11 pagesCT WelderinstructionsColin Danger AmorosoNo ratings yet
- Cut60 3PH380VDocument13 pagesCut60 3PH380VGame ChangerNo ratings yet
- CT312Document15 pagesCT312Kevin BlanerNo ratings yet
- Andeli MCT-520DPLDocument16 pagesAndeli MCT-520DPLdarlanbeckerNo ratings yet
- Owner'S Manual: ModelDocument10 pagesOwner'S Manual: Modelramesh sahukhalNo ratings yet
- Welder MachineDocument10 pagesWelder MachineIsaiah JohnNo ratings yet
- Ct312 Welder ManualDocument11 pagesCt312 Welder ManualMarino CANo ratings yet
- Bus Bar Selection 20338744 - 0606073419Document40 pagesBus Bar Selection 20338744 - 0606073419yac128No ratings yet
- Owner'S Manual: Inverter Plasma CutterDocument8 pagesOwner'S Manual: Inverter Plasma CutterReggie100% (1)
- Siemens - Tyco V23084 C2001 A303Document5 pagesSiemens - Tyco V23084 C2001 A303meda меда100% (1)
- Manual em Ingles e Bem Explicado Tig 200 AcdcDocument16 pagesManual em Ingles e Bem Explicado Tig 200 AcdcMarcelo CarnicelliNo ratings yet
- User'S Manual: MODEL: MMA160/200Document9 pagesUser'S Manual: MODEL: MMA160/200Vlaovic GoranNo ratings yet
- Icc 1740 V 3Document610 pagesIcc 1740 V 3Richard PuttNo ratings yet
- Telemecanique Power Control & Protection Components TechnicalDocument610 pagesTelemecanique Power Control & Protection Components Technicalslipped_discNo ratings yet
- Andeli Mig-270tplDocument27 pagesAndeli Mig-270tpltao jogNo ratings yet
- Instruction Manual of EDM MachineDocument18 pagesInstruction Manual of EDM MachineJanak ValakiNo ratings yet
- Tyco Rele EC V23078-c1002-A303 DatasheetDocument5 pagesTyco Rele EC V23078-c1002-A303 DatasheetLuis Gustavo Coqueiro LeiteNo ratings yet
- Air Circuit BreakerDocument13 pagesAir Circuit BreakercjtagayloNo ratings yet
- IM-2000 Operation ManualDocument19 pagesIM-2000 Operation ManualfarduhaNo ratings yet
- Cut 40 Air Plasma Cutter ManualDocument8 pagesCut 40 Air Plasma Cutter ManualAymeric Theyse100% (1)
- Electrochemical Machining (ECM) and GrindingDocument29 pagesElectrochemical Machining (ECM) and GrindingPradip PatelNo ratings yet
- MQ2 ManualDocument30 pagesMQ2 ManualTecnologia WilconNo ratings yet
- DCL 33AInstructionManualDocument20 pagesDCL 33AInstructionManualDobrin PaulNo ratings yet
- Samsung Mx-c730d Xer SMDocument62 pagesSamsung Mx-c730d Xer SMlondon335No ratings yet
- Sicop Bimetal OL Relay Type 3UA5-6 3UC5-6Document14 pagesSicop Bimetal OL Relay Type 3UA5-6 3UC5-6erkamlakar2234No ratings yet
- Catalogue Osung AtsDocument28 pagesCatalogue Osung AtsphamxuanhaiNo ratings yet
- Industrial Training: AcknowledgementDocument21 pagesIndustrial Training: AcknowledgementBharat Bhushan TiwariNo ratings yet
- Welding DictionaryDocument59 pagesWelding DictionaryRathnakraja100% (1)
- Equipment Damage Curves CablesDocument3 pagesEquipment Damage Curves CablesrobertoseniorNo ratings yet
- Owner'S Manual: The Igbt Series of Mig/MagDocument27 pagesOwner'S Manual: The Igbt Series of Mig/MagTadas PNo ratings yet
- Yokogawa DIN CEDocument36 pagesYokogawa DIN CEAnonymous XS9jAhY1pENo ratings yet
- DMC TZ1Document63 pagesDMC TZ1Brayan Stiven ArevaloNo ratings yet
- 8PQ9800 1aa55Document9 pages8PQ9800 1aa55Kevin ChacónNo ratings yet
- Phantom 400Document14 pagesPhantom 400Yogendra ReddyNo ratings yet
- C SB453H8A Sanyo 5.5TR CompressorDocument14 pagesC SB453H8A Sanyo 5.5TR CompressorHarsh Vani AroraNo ratings yet
- Side Push Half-Mount Type With 1.6mm Height (Surface Mount Type)Document3 pagesSide Push Half-Mount Type With 1.6mm Height (Surface Mount Type)shyhuNo ratings yet
- 29M03 PDFDocument24 pages29M03 PDFAdam Liviu0% (1)
- Operating Manual: Inverter Series AC/DC Pulse TIG Welding MachinesDocument40 pagesOperating Manual: Inverter Series AC/DC Pulse TIG Welding MachinesTran Anh LeNo ratings yet
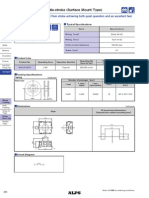
- Quiet Middle-Stroke (Surface Mount Type) : Switch With 0.7mm Stroke Achieving Both Quiet Operation and An Excellent FeelDocument3 pagesQuiet Middle-Stroke (Surface Mount Type) : Switch With 0.7mm Stroke Achieving Both Quiet Operation and An Excellent FeelshyhuNo ratings yet
- Sapm 01 PDocument10 pagesSapm 01 PAna MirelaNo ratings yet
- Separatoare Izolate in SF6Document28 pagesSeparatoare Izolate in SF6Dumitru TănaseNo ratings yet
- GYS Gysmi 180 Ac/dcDocument4 pagesGYS Gysmi 180 Ac/dcAnonymous iYKTkmhpZNo ratings yet
- Merlin Gerin Medium VoltageDocument10 pagesMerlin Gerin Medium VoltagekjfenNo ratings yet
- Welding DictionaryDocument12 pagesWelding DictionaryfonnecNo ratings yet
- Electromotoric Actuators For Air Dampers and Control Valves of Oil or Gas Burners of Small To Medium CapacityDocument11 pagesElectromotoric Actuators For Air Dampers and Control Valves of Oil or Gas Burners of Small To Medium CapacityalexjoelNo ratings yet
- Data SheetDocument6 pagesData SheetcornolioNo ratings yet
- Instruction Manual For Arc Welding MachineDocument9 pagesInstruction Manual For Arc Welding MachineChockalingam ChidambaramNo ratings yet
- TIG200A User ManualDocument14 pagesTIG200A User Manualjeffradford9138No ratings yet
- Top Gun 200s MSTDocument18 pagesTop Gun 200s MSTTom PleysierNo ratings yet
- Alphatig 200X Manual 03-20-14 Ver2Document14 pagesAlphatig 200X Manual 03-20-14 Ver2mikeNo ratings yet
- Panasonic SA-AK960 Mini ComboDocument121 pagesPanasonic SA-AK960 Mini Comboppstone100% (3)
- ACB ManualDocument42 pagesACB Manual4usangeetNo ratings yet
- Chapter 13 - Sinusoidal Alternating Waveforms: Introductory Circuit Analysis Robert L. BoylestadDocument31 pagesChapter 13 - Sinusoidal Alternating Waveforms: Introductory Circuit Analysis Robert L. BoylestadSajjad Hossain ShuvoNo ratings yet
- HVDC Question BankDocument4 pagesHVDC Question Banksabarish0801No ratings yet
- Amplifier ျပဳျပင္နည္းDocument24 pagesAmplifier ျပဳျပင္နည္းMyo ThantNo ratings yet
- Nace Ampp CP1 EpgDocument16 pagesNace Ampp CP1 EpgShanmuga Navaneethan0% (1)
- Refining Corrosion Technologist NACE-RCT-001: NACE Cathodic Protection Technician (CP 2) Written ExamDocument16 pagesRefining Corrosion Technologist NACE-RCT-001: NACE Cathodic Protection Technician (CP 2) Written Examshoaib1985100% (1)
- 2.3 Datos de SistemaDocument29 pages2.3 Datos de SistemaJhonPaul TarazonaNo ratings yet
- Experiment - 1 Single Phase Semi Controlled Converter With R and RL LoadDocument4 pagesExperiment - 1 Single Phase Semi Controlled Converter With R and RL LoadKarthik KumarNo ratings yet
- LDC A310Document46 pagesLDC A310Pavel KunashkoNo ratings yet
- Design Guidelines To Avoid Bifurcation in A Series-Series Compensated Inductive Power Transfer SystemDocument11 pagesDesign Guidelines To Avoid Bifurcation in A Series-Series Compensated Inductive Power Transfer SystemCarlos Alexandre FerriNo ratings yet
- Quality of Work Life in B.H.E.L.Document90 pagesQuality of Work Life in B.H.E.L.DESH RAJ BHANDARI82% (17)
- Achievements:-Trainees Should Be Able To Carry Out The Necessary Steps For Charging Ing Secondry Batteries IndividuallyDocument11 pagesAchievements:-Trainees Should Be Able To Carry Out The Necessary Steps For Charging Ing Secondry Batteries Individuallyravi831@bsnl.inNo ratings yet
- Certificate: Design and Simulation of Distribution Transformer Parameter Monitoring SystemDocument38 pagesCertificate: Design and Simulation of Distribution Transformer Parameter Monitoring Systemzelalem walie100% (1)
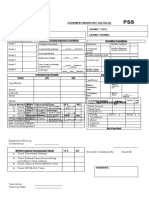
- PLDT PSS: Node 1 Node 2 Node 3 Node 4 Node 5 Node 6 Outside Dimension Locking Mechanism Key Type/brand Base Pad HeightDocument2 pagesPLDT PSS: Node 1 Node 2 Node 3 Node 4 Node 5 Node 6 Outside Dimension Locking Mechanism Key Type/brand Base Pad HeightGerald CorneliaNo ratings yet
- Thyristor Controlled Battery Charger / Rectifier Rda/Rdat Series User ManualDocument44 pagesThyristor Controlled Battery Charger / Rectifier Rda/Rdat Series User Manualamhtet67% (3)
- Supply Program: Traction Power SystemsDocument8 pagesSupply Program: Traction Power SystemsRadhes Simatupang SianturiNo ratings yet
- Single Aisle Technical Training Manual T1+T2 (CFM 56) (LVL 2&3)Document40 pagesSingle Aisle Technical Training Manual T1+T2 (CFM 56) (LVL 2&3)Ahmad ZakwanNo ratings yet
- DD Specs DTH - 2Document74 pagesDD Specs DTH - 2Mohsin KhanNo ratings yet
- How To Make A Long Range FM Transmitter at Low CostDocument24 pagesHow To Make A Long Range FM Transmitter at Low CostRajesh VenkatramanNo ratings yet
- MX-321Document6 pagesMX-321Akun Backup100% (1)
- Smart Home Automation and Security System Using Arduino and IOT 1Document3 pagesSmart Home Automation and Security System Using Arduino and IOT 1PriyaNo ratings yet
- Touchscreen and Zigbee Assistant in AirlinesDocument69 pagesTouchscreen and Zigbee Assistant in Airlinesk_snova67% (3)
- High Efficiency Thyristor: 1 Triac Three Quadrants Operation: QI - QIIIDocument5 pagesHigh Efficiency Thyristor: 1 Triac Three Quadrants Operation: QI - QIIIFaulhaber AdrianNo ratings yet
- B737 Bridging PDFDocument338 pagesB737 Bridging PDFAmad NzNo ratings yet
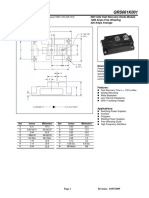
- 1000 A DatasheetDocument3 pages1000 A DatasheetViviana MatallanaNo ratings yet
- Highly Compact Isolated Gate Driver With Ultrafast Overcurrent Protection For 10 KV SiC MOSFETsDocument14 pagesHighly Compact Isolated Gate Driver With Ultrafast Overcurrent Protection For 10 KV SiC MOSFETsDaniel ToledoNo ratings yet
- SD40ADocument2 pagesSD40AaquilesreinaNo ratings yet
- Comparative Evaluation of Single-Phase Unity Power FactorDocument8 pagesComparative Evaluation of Single-Phase Unity Power Factorlipika008No ratings yet
- LEM BROCHURE Railway and Traction DA Web 202208025Document25 pagesLEM BROCHURE Railway and Traction DA Web 202208025Axel DebiasNo ratings yet
- Linear Integrated Circuits - D. Roy Choudhary (2nd Edition)Document536 pagesLinear Integrated Circuits - D. Roy Choudhary (2nd Edition)Has9H2O91% (11)
- MV 3000 Getting Started ManualDocument160 pagesMV 3000 Getting Started ManualterranohrNo ratings yet
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionFrom EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionRating: 4.5 out of 5 stars4.5/5 (3)
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseFrom EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseRating: 4.5 out of 5 stars4.5/5 (51)
- Ageing and Life Extension of Offshore Structures: The Challenge of Managing Structural IntegrityFrom EverandAgeing and Life Extension of Offshore Structures: The Challenge of Managing Structural IntegrityNo ratings yet
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedFrom EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedRating: 5 out of 5 stars5/5 (1)
- Pilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CFrom EverandPilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CNo ratings yet
- Formulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsFrom EverandFormulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsNo ratings yet
- Machinery's Handbook Pocket Companion: Quick Access to Basic Data & More from the 31st EditionFrom EverandMachinery's Handbook Pocket Companion: Quick Access to Basic Data & More from the 31st EditionNo ratings yet
- Bulk Material Handling: Practical Guidance for Mechanical EngineersFrom EverandBulk Material Handling: Practical Guidance for Mechanical EngineersRating: 5 out of 5 stars5/5 (1)
- Corrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsFrom EverandCorrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsNo ratings yet
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideFrom Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideRating: 3.5 out of 5 stars3.5/5 (7)
- Basic Digital Signal Processing: Butterworths Basic SeriesFrom EverandBasic Digital Signal Processing: Butterworths Basic SeriesRating: 5 out of 5 stars5/5 (1)
- Mechanical Vibrations and Condition MonitoringFrom EverandMechanical Vibrations and Condition MonitoringRating: 5 out of 5 stars5/5 (1)
- Airplane Flying Handbook: FAA-H-8083-3C (2024)From EverandAirplane Flying Handbook: FAA-H-8083-3C (2024)Rating: 4 out of 5 stars4/5 (12)
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AFrom EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ANo ratings yet
- Laminar Flow Forced Convection in Ducts: A Source Book for Compact Heat Exchanger Analytical DataFrom EverandLaminar Flow Forced Convection in Ducts: A Source Book for Compact Heat Exchanger Analytical DataNo ratings yet
- The Laws of Thermodynamics: A Very Short IntroductionFrom EverandThe Laws of Thermodynamics: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (10)
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisFrom EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisRating: 4 out of 5 stars4/5 (2)
- The Galactic Federation: Discovering the Unknown Can Be Stranger Than FictionFrom EverandThe Galactic Federation: Discovering the Unknown Can Be Stranger Than FictionNo ratings yet
- Chasing the Demon: A Secret History of the Quest for the Sound Barrier, and the Band of American Aces Who Conquered ItFrom EverandChasing the Demon: A Secret History of the Quest for the Sound Barrier, and the Band of American Aces Who Conquered ItRating: 4 out of 5 stars4/5 (25)
- Cyber-Physical Systems: Foundations, Principles and ApplicationsFrom EverandCyber-Physical Systems: Foundations, Principles and ApplicationsHoubing H. SongNo ratings yet