You might also like
- Astm A29-20Document17 pagesAstm A29-20Ryan Zhang100% (6)
- ASTM A240-20aDocument12 pagesASTM A240-20a杜文欽100% (1)
- Astm A351-A351mDocument7 pagesAstm A351-A351mJose Gregorio RodriguezNo ratings yet
- Astm A194-A194m-2022Document12 pagesAstm A194-A194m-2022Carlos67% (3)
- Free-Machining Stainless Steel Bars: Standard Specification ForDocument4 pagesFree-Machining Stainless Steel Bars: Standard Specification ForLuciano Grassi KuyvenNo ratings yet
- Steel Castings, Welding, Qualifications of Procedures and PersonnelDocument19 pagesSteel Castings, Welding, Qualifications of Procedures and PersonnelDavidNo ratings yet
- A322-13 Standard Specification For Steel Bars, Alloy, Standard GradesDocument4 pagesA322-13 Standard Specification For Steel Bars, Alloy, Standard GradesDiego Egoávil Méndez100% (1)
- ASTM A194-A194M-20aDocument12 pagesASTM A194-A194M-20aViviana Leon100% (8)
- Astm A36 PDFDocument3 pagesAstm A36 PDFrahmath nawazNo ratings yet
- A 36 - A 36M - 19Document3 pagesA 36 - A 36M - 19AAY100% (1)
- Steel Rerolling Mill - TMT BarDocument6 pagesSteel Rerolling Mill - TMT BarNitin Das100% (1)
- Planilla ComparativaDocument29 pagesPlanilla ComparativaAnthony Luis Zevallos PortilloNo ratings yet
- Steel Bars, Alloy, Standard GradesDocument4 pagesSteel Bars, Alloy, Standard GradesGian SennaNo ratings yet
- ASTM A580 18 Stainless Steel WireDocument5 pagesASTM A580 18 Stainless Steel WireMartin ÅkessonNo ratings yet
- Steel Bars, Carbon, Hot-Wrought, Special Quality: Standard Specification ForDocument6 pagesSteel Bars, Carbon, Hot-Wrought, Special Quality: Standard Specification ForAnıl ZiylanNo ratings yet
- Cold-Formed Welded and Seamless Carbon Steel Structural Tubing in Rounds and ShapesDocument6 pagesCold-Formed Welded and Seamless Carbon Steel Structural Tubing in Rounds and Shapesalucard375No ratings yet
- Castings, Austenitic, For Pressure-Containing PartsDocument7 pagesCastings, Austenitic, For Pressure-Containing Partsist93993100% (1)
- Astm A582-A582m-05Document3 pagesAstm A582-A582m-05NadhiraNo ratings yet
- Stainless Steel Rope Wire: Standard Specification ForDocument2 pagesStainless Steel Rope Wire: Standard Specification Forist93993No ratings yet
- A580A580M-15 Standard Specification For Stainless Steel WireDocument5 pagesA580A580M-15 Standard Specification For Stainless Steel Wiretjt4779No ratings yet
- Standard Specification For Chromium and Chromium Nickel StainlessDocument12 pagesStandard Specification For Chromium and Chromium Nickel StainlessMecanica Termica, PROCESOSNo ratings yet
- Astm A29-A29m (2020)Document17 pagesAstm A29-A29m (2020)AHMED SAMIR ALEMDARNo ratings yet
- Standard Specification For Castings, Austenitic-Ferritic (Duplex) Stainless Steel, For Pressure-Containing PartsDocument6 pagesStandard Specification For Castings, Austenitic-Ferritic (Duplex) Stainless Steel, For Pressure-Containing PartsFayez Al-ahmadiNo ratings yet
- ASTM A 194 - 20aDocument12 pagesASTM A 194 - 20aLucas Lucci CostaNo ratings yet
- ASTM A536-84 (2019) E1Document6 pagesASTM A536-84 (2019) E1anant11235No ratings yet
- A 232 - A 232M - 05 (2011) E1 PDFDocument4 pagesA 232 - A 232M - 05 (2011) E1 PDFأسامة وحيد الدين رمضانNo ratings yet
- Steel Wire, High Tensile Strength, Cold Drawn: Standard Specification ForDocument4 pagesSteel Wire, High Tensile Strength, Cold Drawn: Standard Specification Forsantiago gonzalezNo ratings yet
- ASTM A653-A653-20 Standart Specification For Steel Sheet, Zinc-Coated (Galvanized) or Zinc-Iron Alloy-Coated (Galvannealed) by The Hot-Dip ProcessDocument13 pagesASTM A653-A653-20 Standart Specification For Steel Sheet, Zinc-Coated (Galvanized) or Zinc-Iron Alloy-Coated (Galvannealed) by The Hot-Dip ProcessAarón Escorza MistránNo ratings yet
- A568A568M-2019 - (Gral Req for-SteelSheet-Carbon, Structural-HSLA-HR&CR) 30pgDocument30 pagesA568A568M-2019 - (Gral Req for-SteelSheet-Carbon, Structural-HSLA-HR&CR) 30pgdpfloresNo ratings yet
- A878A878M-05 (2011) Standard Specification For Steel Wire, Modified Chromium Vanadium Valve Spring QualityDocument4 pagesA878A878M-05 (2011) Standard Specification For Steel Wire, Modified Chromium Vanadium Valve Spring Qualitytjt4779No ratings yet
- Astm A194 2020Document12 pagesAstm A194 2020rolando cuadro blancoNo ratings yet
- Astm A 194-2020Document12 pagesAstm A 194-2020Mohammed AliNo ratings yet
- Welded Steel Plain Bar or Rod Mats For Concrete ReinforcementDocument3 pagesWelded Steel Plain Bar or Rod Mats For Concrete ReinforcementChristian LeobreraNo ratings yet
- Steel Castings, Creep-Strength Enhanced Ferritic Alloy, For Pressure-Containing Parts, Suitable For High Temperature ServiceDocument5 pagesSteel Castings, Creep-Strength Enhanced Ferritic Alloy, For Pressure-Containing Parts, Suitable For High Temperature Servicemohammed karasnehNo ratings yet
- Steel Castings, Martensitic Stainless and Alloy, For Pressure-Containing Parts, Suitable For High-Temperature ServiceDocument5 pagesSteel Castings, Martensitic Stainless and Alloy, For Pressure-Containing Parts, Suitable For High-Temperature ServiceSrinivasanArumugamvenkatachalamNo ratings yet
- A194a194m. 20Document12 pagesA194a194m. 20nitin parmarNo ratings yet
- Steel Castings, Martensitic Stainless and Alloy, For Pressure-Containing Parts, Suitable For High-Temperature ServiceDocument5 pagesSteel Castings, Martensitic Stainless and Alloy, For Pressure-Containing Parts, Suitable For High-Temperature ServiceKamal ThummarNo ratings yet
- Astm A659-18Document3 pagesAstm A659-18Ryan ZhangNo ratings yet
- Stainless Steel Spring Wire: Standard Specification ForDocument8 pagesStainless Steel Spring Wire: Standard Specification ForDaryna KupriianovaNo ratings yet
- Astm A582 - A582m-22Document4 pagesAstm A582 - A582m-221965karanfil6No ratings yet
- Astm A194Document12 pagesAstm A194Jose RuedaNo ratings yet
- ASTM A276 - Stainless Steel Bars and Shapes (2017.3)Document8 pagesASTM A276 - Stainless Steel Bars and Shapes (2017.3)정영우100% (1)
- Astm A194 - A194m-23Document13 pagesAstm A194 - A194m-23ashrafNo ratings yet
- Welded Deformed Steel Bar Mats For Concrete ReinforcementDocument3 pagesWelded Deformed Steel Bar Mats For Concrete ReinforcementCarlos CmbbNo ratings yet
- Seamless Ferritic and Austenitic Alloy-Steel Boiler, Superheater, and Heat-Exchanger TubesDocument15 pagesSeamless Ferritic and Austenitic Alloy-Steel Boiler, Superheater, and Heat-Exchanger TubesEduardo Gomes100% (1)
- Standard Specification For Steel Sheet Zinc Coated Galvanized or Zinc Iron Alloy Coated Galvannealed by The Hot Dip ProcessDocument4 pagesStandard Specification For Steel Sheet Zinc Coated Galvanized or Zinc Iron Alloy Coated Galvannealed by The Hot Dip ProcessarchahmedassafNo ratings yet
- Heat-Treated Carbon Steel Joint Bars, Microalloyed Joint Bars, and Forged Carbon Steel Compromise Joint BarsDocument4 pagesHeat-Treated Carbon Steel Joint Bars, Microalloyed Joint Bars, and Forged Carbon Steel Compromise Joint BarsAAYNo ratings yet
- Castings, Austenitic, For Pressure-Containing PartsDocument5 pagesCastings, Austenitic, For Pressure-Containing PartsالGINIRAL FREE FIRENo ratings yet
- A194a194m 18Document12 pagesA194a194m 18Jeverson ValeckNo ratings yet
- A230A230M-05 (2011) E1 Standard Specification For Steel Wire, Oil-Tempered Carbon Valve Spring QualityDocument4 pagesA230A230M-05 (2011) E1 Standard Specification For Steel Wire, Oil-Tempered Carbon Valve Spring Qualitytjt4779No ratings yet
- Steel Sheet Piling: Standard Specification ForDocument2 pagesSteel Sheet Piling: Standard Specification ForCarlos CmbbNo ratings yet
- Astm A555/a555m-23Document7 pagesAstm A555/a555m-23sharma.sumeet2290No ratings yet
- Astm A276-05Document7 pagesAstm A276-05NadhiraNo ratings yet
- A653a653m-18 1.06 PDFDocument13 pagesA653a653m-18 1.06 PDFist93993No ratings yet
- Astm A36 19Document3 pagesAstm A36 19Renan SouzaNo ratings yet
- ASTM A36 EdDocument3 pagesASTM A36 EdBharani DharanNo ratings yet
- Astm A 193-2020Document14 pagesAstm A 193-2020Mohammed Ali100% (1)
- Deformed and Plain, Low-Carbon, Chromium, Steel Bars For Concrete ReinforcementDocument7 pagesDeformed and Plain, Low-Carbon, Chromium, Steel Bars For Concrete ReinforcementSama UmateNo ratings yet
- Structural Steel Design to Eurocode 3 and AISC SpecificationsFrom EverandStructural Steel Design to Eurocode 3 and AISC SpecificationsNo ratings yet
- Astm B633-19Document8 pagesAstm B633-19sharma.sumeet2290No ratings yet
- SAE AMS2762 (Rev. C-2018)Document14 pagesSAE AMS2762 (Rev. C-2018)sharma.sumeet2290No ratings yet
- Astm D714-02 (2017)Document6 pagesAstm D714-02 (2017)sharma.sumeet2290No ratings yet
- Jis H 5202-2010Document32 pagesJis H 5202-2010sharma.sumeet2290No ratings yet
- Jis G5501Document10 pagesJis G5501sharma.sumeet2290No ratings yet
- Iso 3506-1-2009Document11 pagesIso 3506-1-2009sharma.sumeet2290No ratings yet
- A Clear & Present Danger 2 - The Use of QT or TMT Rebars in Seismic Zone 4Document12 pagesA Clear & Present Danger 2 - The Use of QT or TMT Rebars in Seismic Zone 4friends_y2k5No ratings yet
- UE6020Document6 pagesUE6020Anonymous 4ZM6F5KcNo ratings yet
- Welding OnSite Support Catalogue 2012v1Document22 pagesWelding OnSite Support Catalogue 2012v1hamoody_007No ratings yet
- WWW Matweb Com Search Datasheet Print Aspx Matguid E30d1d103Document3 pagesWWW Matweb Com Search Datasheet Print Aspx Matguid E30d1d103Vijay PalNo ratings yet
- Chapter 1: Introduction: 1.1 Stainless Steels Introduction and HistoryDocument10 pagesChapter 1: Introduction: 1.1 Stainless Steels Introduction and Historyفهد عبداللهNo ratings yet
- Cooper Crouse Hinds Hazardous Area Enclosures & Junction BoxesDocument46 pagesCooper Crouse Hinds Hazardous Area Enclosures & Junction BoxesrocketvtNo ratings yet
- HyundaiWia Brochure EnglishDocument52 pagesHyundaiWia Brochure EnglishDavid Santiago0% (1)
- Panorama FCW en v2 PDFDocument36 pagesPanorama FCW en v2 PDFFrancisco JesusNo ratings yet
- 9.0 Welding SymbolsDocument53 pages9.0 Welding Symbolsmanh hung leNo ratings yet
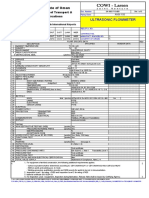
- Sa 980 P 11409 Ultrasonic Flowmeter Rev t02Document3 pagesSa 980 P 11409 Ultrasonic Flowmeter Rev t02altipatlarNo ratings yet
- Materials 13 05316Document23 pagesMaterials 13 05316Zakaria ChaoufiNo ratings yet
- SECTION 03 45 00 Precast Architectural ConcreteDocument30 pagesSECTION 03 45 00 Precast Architectural ConcreteJuanPaoloYbañezNo ratings yet
- Deublin Engineering Catalog English NAmerDocument56 pagesDeublin Engineering Catalog English NAmerOilGasManNo ratings yet
- Materials Characterization: V. Thomas Paul, S. Saroja, S.K. Albert, T. Jayakumar, E. Rajendra KumarDocument12 pagesMaterials Characterization: V. Thomas Paul, S. Saroja, S.K. Albert, T. Jayakumar, E. Rajendra KumargardenergardenerNo ratings yet
- A Theoretical and Experimental Investigation On Wire at Rolling Process Using Deformation PatternDocument5 pagesA Theoretical and Experimental Investigation On Wire at Rolling Process Using Deformation PatternJuliano CostaNo ratings yet
- Ibratech: Nozzle Pipe Is Having SCH 80 Thickness & Thickness of Weld Overlay of Monel Is 5 MMDocument2 pagesIbratech: Nozzle Pipe Is Having SCH 80 Thickness & Thickness of Weld Overlay of Monel Is 5 MMInfoNo ratings yet
- Astm 495Document2 pagesAstm 495Izhar MehdiNo ratings yet
- Military-Grade Steel: What It Is & How It's Used - Federal Steel SupplyDocument1 pageMilitary-Grade Steel: What It Is & How It's Used - Federal Steel SupplyYanyan2009No ratings yet
- Handbook - Joint Design & PrepDocument1 pageHandbook - Joint Design & PrepkassembaalbakiNo ratings yet
- JIS G3101 SS 400 Steel Plate StandardDocument6 pagesJIS G3101 SS 400 Steel Plate StandardArun kumarNo ratings yet
- Superarc La-100: Conformances Key FeaturesDocument1 pageSuperarc La-100: Conformances Key FeaturesH_DEBIANENo ratings yet
- Astm A573Document2 pagesAstm A573akhilsyam21No ratings yet
- 1-3 Cold Welding, EtcDocument50 pages1-3 Cold Welding, EtcUndertheroadNo ratings yet
- 18 Astm A403 A403m-2018Document10 pages18 Astm A403 A403m-2018FYNo ratings yet
- Mini DredgeDocument12 pagesMini DredgeHans Hans SadzNo ratings yet
- RMCON Catalogue Min MinDocument20 pagesRMCON Catalogue Min MinSaptarshi RoyNo ratings yet
- I.S - 2062-2021Document13 pagesI.S - 2062-2021Gajendrasingh RajputNo ratings yet
- 01.CV & Dokumen Ahmad Dani EMAIL2Document51 pages01.CV & Dokumen Ahmad Dani EMAIL2Denny AgusNo ratings yet