You might also like
- Brittle Fracture in Steel StructuresFrom EverandBrittle Fracture in Steel StructuresG.M. BoydNo ratings yet
- Astm A536-84 2019 PDFDocument6 pagesAstm A536-84 2019 PDFRio Witcandra100% (1)
- Ductile Iron Castings: Standard Specification ForDocument6 pagesDuctile Iron Castings: Standard Specification ForLuis F. LoachamínNo ratings yet
- Ductile Iron Castings: Standard Specification ForDocument6 pagesDuctile Iron Castings: Standard Specification Forannayya.chandrashekar Civil EngineerNo ratings yet
- ASTM A536 - 1984 (2014) - Especificação Padrão para Fundições de Ferro DuctileDocument6 pagesASTM A536 - 1984 (2014) - Especificação Padrão para Fundições de Ferro DuctileFabricio TarulloNo ratings yet
- Astm B536-84Document6 pagesAstm B536-84Javier LeonisNo ratings yet
- Standard Specification For Castings, Austenitic-Ferritic (Duplex) Stainless Steel, For Pressure-Containing PartsDocument6 pagesStandard Specification For Castings, Austenitic-Ferritic (Duplex) Stainless Steel, For Pressure-Containing PartsFayez Al-ahmadiNo ratings yet
- Astm A 240-18Document12 pagesAstm A 240-18Giann' Andreh'xd100% (2)
- Standard Specification For Chromium and Chromium Nickel StainlessDocument12 pagesStandard Specification For Chromium and Chromium Nickel StainlessMecanica Termica, PROCESOSNo ratings yet
- ASTM A240-20aDocument12 pagesASTM A240-20a杜文欽100% (1)
- Chromium and Chromium-Nickel Stainless Steel Plate, Sheet, and Strip For Pressure Vessels and For General ApplicationsDocument12 pagesChromium and Chromium-Nickel Stainless Steel Plate, Sheet, and Strip For Pressure Vessels and For General Applicationsist93993No ratings yet
- Astm A 240 2019Document12 pagesAstm A 240 2019geraldo leoncioNo ratings yet
- Astm A240Document15 pagesAstm A240Luis Fernando Rueda100% (1)
- A240a240m 7015 PDFDocument15 pagesA240a240m 7015 PDFalucard375No ratings yet
- Standard Specification For Carbon Steel Forgings, For General-Purpose PipingDocument3 pagesStandard Specification For Carbon Steel Forgings, For General-Purpose PipingAhmed El Sayed GafarNo ratings yet
- 27 Astm A995Document5 pages27 Astm A995FYNo ratings yet
- ASTM A689Document4 pagesASTM A689sharma.sumeet2290No ratings yet
- A536 Nodular SG Iron Ductile Iron STDDocument6 pagesA536 Nodular SG Iron Ductile Iron STDPaul RosiahNo ratings yet
- Astm A536 PDFDocument6 pagesAstm A536 PDFmatias aliagaNo ratings yet
- Chromium-Nickel Stainless Steel Weaving and Knitting Wire: Standard Specification ForDocument2 pagesChromium-Nickel Stainless Steel Weaving and Knitting Wire: Standard Specification Forist93993No ratings yet
- Ferritic Malleable Iron Castings: Standard Specification ForDocument6 pagesFerritic Malleable Iron Castings: Standard Specification ForAAYNo ratings yet
- Steel Sheet Piling: Standard Specification ForDocument2 pagesSteel Sheet Piling: Standard Specification ForCarlos CmbbNo ratings yet
- Astm A395-1999 (2018)Document8 pagesAstm A395-1999 (2018)senthil selvarajNo ratings yet
- Structural Steel For ShipsDocument7 pagesStructural Steel For Shipsalucard375No ratings yet
- ASTM A580 18 Stainless Steel WireDocument5 pagesASTM A580 18 Stainless Steel WireMartin ÅkessonNo ratings yet
- A240_A240M-23aDocument12 pagesA240_A240M-23aEdgar HornusNo ratings yet
- Pressure Vessel Plates, Carbon Steel, For Moderate-And Lower-Temperature ServiceDocument4 pagesPressure Vessel Plates, Carbon Steel, For Moderate-And Lower-Temperature ServiceAminNo ratings yet
- A 516 - A 516M - 17Document4 pagesA 516 - A 516M - 17picottNo ratings yet
- Ferritic Ductile Iron Pressure-Retaining Castings For Use at Elevated TemperaturesDocument8 pagesFerritic Ductile Iron Pressure-Retaining Castings For Use at Elevated TemperaturesAmit PathakNo ratings yet
- A 240 - A 240M - 16a PDFDocument14 pagesA 240 - A 240M - 16a PDFأسامة وحيد الدين رمضانNo ratings yet
- ASTM A478 972019 Standard Specification For Chromium Nickel Stainless Steel Weaving and Knitting WireDocument2 pagesASTM A478 972019 Standard Specification For Chromium Nickel Stainless Steel Weaving and Knitting WireOMEGA CONSULTANTNo ratings yet
- ASTM A 194 - 20aDocument12 pagesASTM A 194 - 20aLucas Lucci CostaNo ratings yet
- A184_A184M-19Document3 pagesA184_A184M-19Cory BradleyNo ratings yet
- A181A181MDocument3 pagesA181A181Mrgi178No ratings yet
- Steel Bars, Alloy, Standard GradesDocument4 pagesSteel Bars, Alloy, Standard GradesGian SennaNo ratings yet
- Astm A 194-2020Document12 pagesAstm A 194-2020Mohammed AliNo ratings yet
- ASTM A395 A395M 99 (Reapproved 2018) Standard Specification For Ferritic Ductile Iron Pressure-Retaining Castings For Use at Elevated TemperaturesDocument8 pagesASTM A395 A395M 99 (Reapproved 2018) Standard Specification For Ferritic Ductile Iron Pressure-Retaining Castings For Use at Elevated Temperaturesmarcio de rossiNo ratings yet
- Steel Wire, High Tensile Strength, Cold Drawn: Standard Specification ForDocument4 pagesSteel Wire, High Tensile Strength, Cold Drawn: Standard Specification Forsantiago gonzalezNo ratings yet
- A194a194m. 20Document12 pagesA194a194m. 20nitin parmarNo ratings yet
- Gray Iron Castings: Standard Specification ForDocument6 pagesGray Iron Castings: Standard Specification Forsafak kahramanNo ratings yet
- Astm A194 2020Document12 pagesAstm A194 2020rolando cuadro blancoNo ratings yet
- Astm A 995-2019Document6 pagesAstm A 995-2019Kamal Thummar100% (1)
- Astm A668, A668m (2020)Document10 pagesAstm A668, A668m (2020)SK A100% (1)
- Pressure Vessel Plates, Carbon Steel, For Moderate-And Lower-Temperature ServiceDocument4 pagesPressure Vessel Plates, Carbon Steel, For Moderate-And Lower-Temperature ServiceIsaac ZTNo ratings yet
- Welded Deformed Steel Bar Mats For Concrete ReinforcementDocument3 pagesWelded Deformed Steel Bar Mats For Concrete ReinforcementCarlos CmbbNo ratings yet
- High Strength Steel Castings in Heavy Sections: Standard Specification ForDocument5 pagesHigh Strength Steel Castings in Heavy Sections: Standard Specification ForagustinNo ratings yet
- Stainless Steel Billets and Bars For ForgingDocument4 pagesStainless Steel Billets and Bars For Forgingist93993No ratings yet
- Astm A240-16Document14 pagesAstm A240-16VIPAN RAINo ratings yet
- Pressure Vessel Plates, Alloy Steel, Molybdenum: Standard Specification ForDocument3 pagesPressure Vessel Plates, Alloy Steel, Molybdenum: Standard Specification ForCarlos CmbbNo ratings yet
- ASTM A240-A240M-2016 Chromium and Chromium-Nickel Stainless Steel Plate StripDocument14 pagesASTM A240-A240M-2016 Chromium and Chromium-Nickel Stainless Steel Plate StriphenryNo ratings yet
- A240a240m 16 PDFDocument14 pagesA240a240m 16 PDFIra Roni YudaNo ratings yet
- A194a194m 18Document12 pagesA194a194m 18Jeverson ValeckNo ratings yet
- Pressure Vessel Plates, Carbon Steel, For Intermediate-And Higher-Temperature ServiceDocument3 pagesPressure Vessel Plates, Carbon Steel, For Intermediate-And Higher-Temperature Servicekaushik21185No ratings yet
- ASTM-A473-23aDocument4 pagesASTM-A473-23aabhaas0% (1)
- Astm A 479Document8 pagesAstm A 479Arun CP100% (2)
- Stainless Steel Socket-Set Screws: Standard Specification ForDocument5 pagesStainless Steel Socket-Set Screws: Standard Specification FormsbarretosNo ratings yet
- Principles of Welding: Processes, Physics, Chemistry, and MetallurgyFrom EverandPrinciples of Welding: Processes, Physics, Chemistry, and MetallurgyRating: 4 out of 5 stars4/5 (1)
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Astm D1883-21Document16 pagesAstm D1883-21bestoon RamadhanNo ratings yet
- ASTM D4071-84 Reapproved 2016Document3 pagesASTM D4071-84 Reapproved 2016anant11235No ratings yet
- STP24222S Effect of Aggregate Size and Other Factors On Refusal Density of Asphalt Concrete by Vibratory CompactionDocument13 pagesSTP24222S Effect of Aggregate Size and Other Factors On Refusal Density of Asphalt Concrete by Vibratory Compactionanant11235No ratings yet
- Density of In-Place Soil and Rock Materials by The Water Replacement Method in A Test PitDocument14 pagesDensity of In-Place Soil and Rock Materials by The Water Replacement Method in A Test PitJP SALDAÑANo ratings yet
- Astm D1195 - D1195M-21Document12 pagesAstm D1195 - D1195M-21anant11235100% (1)
- D6931 - 17 - Standard Test Method For Indirect Tensile (IDT) Strength of Bituminius MixturesDocument5 pagesD6931 - 17 - Standard Test Method For Indirect Tensile (IDT) Strength of Bituminius MixturesTomás Venegas Pardo50% (2)
- Irc SP 139-2023Document41 pagesIrc SP 139-2023anant11235No ratings yet
- Rutting ASTMDocument7 pagesRutting ASTMحسين الشهريNo ratings yet
- ASTM D4402 - D4402M-15 (Reapproved 2022)Document4 pagesASTM D4402 - D4402M-15 (Reapproved 2022)anant1123550% (2)
- Drying Shrinkage of Mortar Containing Hydraulic Cement: Standard Test Method ForDocument4 pagesDrying Shrinkage of Mortar Containing Hydraulic Cement: Standard Test Method ForNestor De Jesus Pico TorresNo ratings yet
- ATM E965-15 (Reapproved 2019)Document4 pagesATM E965-15 (Reapproved 2019)anant11235No ratings yet
- Dot 17419 DS1Document64 pagesDot 17419 DS1anant11235No ratings yet
- ASTM D5893-16 (Reapproved 2021)Document6 pagesASTM D5893-16 (Reapproved 2021)anant11235No ratings yet
- Astm D977-17Document3 pagesAstm D977-17anant11235No ratings yet
- S M lusherMSThesisDocument379 pagesS M lusherMSThesisanant11235No ratings yet
- ASTM D5249-10 (Reapproved 2021)Document4 pagesASTM D5249-10 (Reapproved 2021)anant11235No ratings yet
- Camargo Etal 12 RM Me AsDocument10 pagesCamargo Etal 12 RM Me Asanant11235No ratings yet
- A Review of 2004 Austroads Rigid Pavement Design: January 2006Document18 pagesA Review of 2004 Austroads Rigid Pavement Design: January 2006Bakhtiyar Q.KhawajaNo ratings yet
- Mechanical Behavior of Concrete PavementDocument13 pagesMechanical Behavior of Concrete Pavementanant11235No ratings yet
- Comparison of Inverted Pavement With Different Types of Crack Relief Layers - ASCEDocument11 pagesComparison of Inverted Pavement With Different Types of Crack Relief Layers - ASCEanant11235No ratings yet
- Cool Pavements For Urban Heat Island Mitigation A Synthetic ReviewDocument17 pagesCool Pavements For Urban Heat Island Mitigation A Synthetic ReviewKenneth Ayala CastroNo ratings yet
- 3228-Article Text-13128-1-10-20190801Document9 pages3228-Article Text-13128-1-10-20190801cvetan1983No ratings yet
- ISSMGE - In-Situ CBR TestingDocument5 pagesISSMGE - In-Situ CBR Testinganant11235No ratings yet
- AASHTO Design Guide 2002Document229 pagesAASHTO Design Guide 2002Michael EllisNo ratings yet
- IS 2386 - Part 4-1963 - Reaffirmed 2021Document34 pagesIS 2386 - Part 4-1963 - Reaffirmed 2021anant11235No ratings yet
- Accepted Manuscript Doi: 10.1680/jcoma.19.00020Document29 pagesAccepted Manuscript Doi: 10.1680/jcoma.19.00020anant11235No ratings yet
- Validation of Correlations Between A NSPT PDFDocument12 pagesValidation of Correlations Between A NSPT PDFAgus WahyudiNo ratings yet
- Finite-Element Analysis of Stress Concentration Around Dowel Bars in JPCPDocument8 pagesFinite-Element Analysis of Stress Concentration Around Dowel Bars in JPCPanant11235No ratings yet
- IS 2386 - Part 3-1963 - Reaffirmed 2021Document22 pagesIS 2386 - Part 3-1963 - Reaffirmed 2021anant11235100% (2)
- Liang Xu Gu Yin Wang Jinchang Yan Mingxing and You SizengDocument7 pagesLiang Xu Gu Yin Wang Jinchang Yan Mingxing and You Sizenganant11235No ratings yet
- Ogro TZ: AccessoriesDocument1 pageOgro TZ: Accessoriesptrimasyada3 ptrimasyada3No ratings yet
- Amendment No. 4 July 2019 TO Is 1786: 2008 High Strength Deformed Steel Bars and Wires For Concrete Reinforcement - SpecificationDocument2 pagesAmendment No. 4 July 2019 TO Is 1786: 2008 High Strength Deformed Steel Bars and Wires For Concrete Reinforcement - SpecificationOMEGA CONSULTANT SERVICESNo ratings yet
- Debre Berhan University Collage of Engineering Department of Mechanical EngineeringDocument17 pagesDebre Berhan University Collage of Engineering Department of Mechanical EngineeringMøţïžđ ĐăbåNo ratings yet
- What Are Tin Snips?Document10 pagesWhat Are Tin Snips?Jeff BezosNo ratings yet
- Terminology and Weld PreparationsDocument26 pagesTerminology and Weld PreparationsAd Man GeTigNo ratings yet
- Influence of Impurities in Cathodic Copper On The Ductility of Copper WiresDocument8 pagesInfluence of Impurities in Cathodic Copper On The Ductility of Copper WiresvitordeleteNo ratings yet
- UM ASDG Lesson1 STRUCTURAL STEEL REVIEW PDFDocument94 pagesUM ASDG Lesson1 STRUCTURAL STEEL REVIEW PDFjuan carlos montañezNo ratings yet
- STS02360 Driven Piles SpecificationDocument26 pagesSTS02360 Driven Piles SpecificationjppreciadomNo ratings yet
- GM SeriesDocument31 pagesGM SeriesSreedhar PNo ratings yet
- NG22 280 Cat SPD 000015 - 01Document14 pagesNG22 280 Cat SPD 000015 - 01Theophilus OrupaboNo ratings yet
- Engineering Report For Composite Repair On Enang 48 E Well Flowline-Live-0Document7 pagesEngineering Report For Composite Repair On Enang 48 E Well Flowline-Live-0Chukwuma Emmanuel OnwufujuNo ratings yet
- Storage Tank Inspection API 650Document27 pagesStorage Tank Inspection API 650Pandu Damay Putra92% (12)
- Astm PDFDocument9 pagesAstm PDFFelipe Marçal MorgantiniNo ratings yet
- Metal Spinning: Jump To Navigation Jump To SearchDocument8 pagesMetal Spinning: Jump To Navigation Jump To SearchMaaz Uddin SiddiquiNo ratings yet
- Austenitic Ductile Iron Castings: Standard Specification ForDocument7 pagesAustenitic Ductile Iron Castings: Standard Specification Forist93993No ratings yet
- The Griffons Saddlebag - BookTwo - CraftingGuideDocument70 pagesThe Griffons Saddlebag - BookTwo - CraftingGuideAusten Sprake67% (3)
- Tims PET Bottle Strip CutterDocument34 pagesTims PET Bottle Strip CutterJk pannuNo ratings yet
- Rust-Inhibiting Metal PrimerDocument1 pageRust-Inhibiting Metal PrimerChester CleofeNo ratings yet
- Drill Press PlansDocument24 pagesDrill Press PlansJose BelloNo ratings yet
- Consumables For The Welding of Hardox, Strenx™, Toolox and Armox Techsupport #60Document8 pagesConsumables For The Welding of Hardox, Strenx™, Toolox and Armox Techsupport #60MONo ratings yet
- Fractographic Features in MetalsDocument4 pagesFractographic Features in MetalsPantaNo ratings yet
- Using Star PlatesDocument6 pagesUsing Star Platesolindo d'andreaNo ratings yet
- QPS Brochure G CompressedDocument20 pagesQPS Brochure G CompressedsaidshooNo ratings yet
- Amerex Corporation: Rugged Model 240Document1 pageAmerex Corporation: Rugged Model 240john castilloNo ratings yet
- AWS D1.1:2020 - Changes To Structural Welding Code - SteelDocument1 pageAWS D1.1:2020 - Changes To Structural Welding Code - SteelVuong Tran VanNo ratings yet
- Eazistrip Reinforcement Continuity SystemsDocument12 pagesEazistrip Reinforcement Continuity SystemscormolioNo ratings yet
- Pannevis Brochure FinalDocument20 pagesPannevis Brochure FinalAnonymous XFK4lezBvNo ratings yet
- Woodworking Crafts #1Document100 pagesWoodworking Crafts #1Hugo FrezeNo ratings yet
- Euro Pm2012 Technical Programme Monday 17 September Opening Plenary SessionDocument16 pagesEuro Pm2012 Technical Programme Monday 17 September Opening Plenary SessionMichelle HarrisNo ratings yet
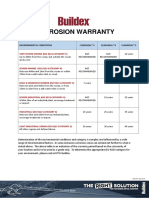
- Corrosion Warranty: Environmental Conditions Climaseal® 3 Climaseal® 4 Climaseal® 5Document3 pagesCorrosion Warranty: Environmental Conditions Climaseal® 3 Climaseal® 4 Climaseal® 5sahanNo ratings yet