You might also like
- Hydro Test: CessnaDocument11 pagesHydro Test: CessnaFranco Puga100% (2)
- Aircraft Maintenance Engineering: Nanyang Technological UniversityDocument31 pagesAircraft Maintenance Engineering: Nanyang Technological UniversitySaitama FishNo ratings yet
- Ford Explorer 6R60Document6 pagesFord Explorer 6R60gtran86% (7)
- Ads 2200 2700 PDFDocument17 pagesAds 2200 2700 PDFPaul Albu100% (1)
- Sample Exercises ITDocument1 pageSample Exercises ITCris Joy BiabasNo ratings yet
- Hydraulic Intank DiffusersDocument1 pageHydraulic Intank DiffusersMaxNo ratings yet
- American-Europe Catalogs 2010Document110 pagesAmerican-Europe Catalogs 2010Rodrigo Siqueira CalliariNo ratings yet
- Castel Magn O8Document14 pagesCastel Magn O8Daniel Fancis Amabran BarrientosNo ratings yet
- Ametek RelaysDocument4 pagesAmetek RelaysChristopherNo ratings yet
- Slot Diffuser: Type VSD50Document14 pagesSlot Diffuser: Type VSD50Kim Nicolas SaikiNo ratings yet
- CeilingDocument6 pagesCeilingdesalegn9No ratings yet
- 1301S 1301W 1302S 1302W: From The Library Of: Superior Sewing Machine & Supply LLCDocument20 pages1301S 1301W 1302S 1302W: From The Library Of: Superior Sewing Machine & Supply LLCLuis Armando Oliva HernándezNo ratings yet
- Electrical Turrets: Instruction For Use and MaintenanceDocument14 pagesElectrical Turrets: Instruction For Use and MaintenanceАлександр ЕвграфовNo ratings yet
- 2012 - SXT1800H-L - F2DS (242 Limited)Document73 pages2012 - SXT1800H-L - F2DS (242 Limited)Gustavo GiverNo ratings yet
- Sanitary Divert Seat ValveDocument2 pagesSanitary Divert Seat ValveRoger ChenNo ratings yet
- Conduit Size FittingDocument4 pagesConduit Size FittingCáiTủThuốcNo ratings yet
- A2L-A4L Data Sheet en 01Document10 pagesA2L-A4L Data Sheet en 01zibbex555No ratings yet
- SEACO Catalog PDFDocument77 pagesSEACO Catalog PDFaugusto camacaro0% (1)
- Polycrystalline Diamond - PCD Tools - Sigma Toolings, Fine Boring Tools, Cutting Tools ManufacturerDocument3 pagesPolycrystalline Diamond - PCD Tools - Sigma Toolings, Fine Boring Tools, Cutting Tools ManufacturerSigma ToolingsNo ratings yet
- Suitable For: Case/IHC TractorsDocument56 pagesSuitable For: Case/IHC TractorsIoanAparascaiNo ratings yet
- E90-803-001-001-01 - X 500-2 Brushless - 24v DCDocument20 pagesE90-803-001-001-01 - X 500-2 Brushless - 24v DCAlexNo ratings yet
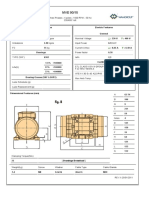
- Mve 60 - 3Document2 pagesMve 60 - 3Amol SarinNo ratings yet
- Mve90 15Document1 pageMve90 15Boulos NassarNo ratings yet
- Grundfosliterature 80288 PDFDocument14 pagesGrundfosliterature 80288 PDFMarkoNo ratings yet
- 01-08 Z011-GMX 04-2017 enDocument4 pages01-08 Z011-GMX 04-2017 enBryan QuirozNo ratings yet
- PDS04.02.002 - Euronomic - BB InstallationDocument1 pagePDS04.02.002 - Euronomic - BB InstallationVilius BukysNo ratings yet
- 256 Copeland Scroll Motor Technical Information PDFDocument11 pages256 Copeland Scroll Motor Technical Information PDFDianichtrNo ratings yet
- F-SeriesSW Details & COSDocument3 pagesF-SeriesSW Details & COSjosehernandez51179No ratings yet
- IgnitionDocument26 pagesIgnitionRyan ActonNo ratings yet
- Libro de Codigod de PermcoDocument21 pagesLibro de Codigod de Permcotecnicomineria14060No ratings yet
- 124 Code BookDocument21 pages124 Code BookYuriPasenkoNo ratings yet
- 32cb-Turbochargers Catalogo CumminsDocument26 pages32cb-Turbochargers Catalogo Cumminsjuanurtecho_6411_852No ratings yet
- Victor-Reinz NKW Volvo-Penta PDFDocument2 pagesVictor-Reinz NKW Volvo-Penta PDFJosé Enrique Mamani MamaniNo ratings yet
- Oil Free Reciprocating Compressors - IRDocument2 pagesOil Free Reciprocating Compressors - IRvmohan01No ratings yet
- Grundfos InstructionDocument22 pagesGrundfos InstructionSajeev NerurkarNo ratings yet
- Interchange SY215 SY365Document69 pagesInterchange SY215 SY365Rudhi KurniawanNo ratings yet
- Indian RailwaysDocument23 pagesIndian RailwaysRAYNo ratings yet
- Superior - Cylinder Databook - ValvesDocument8 pagesSuperior - Cylinder Databook - ValvesJake NavarreteNo ratings yet
- Grundfosliterature - CRI Ensambles 1 A 5Document17 pagesGrundfosliterature - CRI Ensambles 1 A 5Rudo RockNo ratings yet
- Refrigeration Screw Compressors and Chilling Units PDFDocument8 pagesRefrigeration Screw Compressors and Chilling Units PDFAmandeep singhNo ratings yet
- BA 101 2 AUS Compressor Reciprocating Retrofit GuideDocument40 pagesBA 101 2 AUS Compressor Reciprocating Retrofit GuideRajkumar GulatiNo ratings yet
- Dozers Wheel Loaders Hydraulic Shovels Electric Shovels Blasthole DrillsDocument1 pageDozers Wheel Loaders Hydraulic Shovels Electric Shovels Blasthole DrillsCARLOS OSIEL SEBASTIÁN VALDÉSNo ratings yet
- Dozers Wheel Loaders Hydraulic Shovels Electric Shovels Blasthole DrillsDocument1 pageDozers Wheel Loaders Hydraulic Shovels Electric Shovels Blasthole DrillsLuis SousaNo ratings yet
- Heavy Duty 2014 - Con BuscadorDocument157 pagesHeavy Duty 2014 - Con BuscadorMartha RuizNo ratings yet
- Grundfosliterature 79607Document15 pagesGrundfosliterature 79607Carlos BorgesNo ratings yet
- Alpine Ds SeriesDocument16 pagesAlpine Ds SeriesWondoNo ratings yet
- OKFlux 1062Document1 pageOKFlux 1062jpvtvNo ratings yet
- High Static Ducted Technical Manual 2016-Rev.4Document149 pagesHigh Static Ducted Technical Manual 2016-Rev.4soqhNo ratings yet
- 1639028249261-Imported ItemsDocument2 pages1639028249261-Imported ItemspriyankaprashaanthNo ratings yet
- DT 55 (1985-1987) DT 65 (1985-1987)Document57 pagesDT 55 (1985-1987) DT 65 (1985-1987)Antonio MatroneNo ratings yet
- John Deere X320 User ManualDocument1 pageJohn Deere X320 User Manualbvanwynsberghe58No ratings yet
- QCG Pe 2020-02Document13 pagesQCG Pe 2020-02Roosevelt A. SantosNo ratings yet
- D120-P2-T (K) Digitizer Installation InstructionsDocument7 pagesD120-P2-T (K) Digitizer Installation InstructionsFaras AlsaidNo ratings yet
- Model: BSF28Z.12L 210602265 / 670201025 Machine Card 01/22/2007 1 of 6Document173 pagesModel: BSF28Z.12L 210602265 / 670201025 Machine Card 01/22/2007 1 of 6Alonso MtZ100% (1)
- RDR - MK II Shutter Valve PDFDocument6 pagesRDR - MK II Shutter Valve PDFJOSE DANIEL PEREZNo ratings yet
- Conectores PDFDocument6 pagesConectores PDFCristiana FelicianoNo ratings yet
- (S) 150try 175try 150feto '00 175deto '00 L150feto'00: (64C) (64D) (64C) (64D) (64G)Document74 pages(S) 150try 175try 150feto '00 175deto '00 L150feto'00: (64C) (64D) (64C) (64D) (64G)Muhammad Safri Adi ZamilNo ratings yet
- Hyundai 910228 Generator Assembly and PartsDocument1 pageHyundai 910228 Generator Assembly and PartsDanny MarNo ratings yet
- E-Hld Shea PDFDocument2 pagesE-Hld Shea PDFJose Luis Soto PetralandaNo ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsRating: 5 out of 5 stars5/5 (1)
- Kitchnomatic CatalogueDocument13 pagesKitchnomatic Catalogueayoushika abrolNo ratings yet
- Onoriode-Afunezie Oghenero AnthonyDocument2 pagesOnoriode-Afunezie Oghenero AnthonyInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Rule 119 Doctrines PDFDocument15 pagesRule 119 Doctrines PDFquasideliksNo ratings yet
- Arcsight Logger - Commonly Used Event Fields: Example QueriesDocument2 pagesArcsight Logger - Commonly Used Event Fields: Example QueriesMaxwell AlmeidaNo ratings yet
- Amateur Photographer-31 January 2023Document102 pagesAmateur Photographer-31 January 2023Andrei LucianNo ratings yet
- Corps of Engineers Construction in The United StatesDocument765 pagesCorps of Engineers Construction in The United StatesBob Andrepont100% (3)
- DLL - Mapeh 3 - Q1 - W3Document4 pagesDLL - Mapeh 3 - Q1 - W3Chin-Chin May JulianNo ratings yet
- Bhaswati Bhattacharya Everyday Ayurveda DaiDocument305 pagesBhaswati Bhattacharya Everyday Ayurveda DaiRohit KumarNo ratings yet
- 6 Act Structure The Bourne IdentityDocument13 pages6 Act Structure The Bourne IdentityAl DobkoNo ratings yet
- Critique Paper - Hidden FiguresDocument4 pagesCritique Paper - Hidden FiguresLance Daniel CamposanoNo ratings yet
- Carrollton Trail MapDocument2 pagesCarrollton Trail MapspohnheimerNo ratings yet
- Cat Airways Mcdonnell Douglas Md-82/83/88 Normal ChecklistDocument4 pagesCat Airways Mcdonnell Douglas Md-82/83/88 Normal ChecklistMilan BogicevicNo ratings yet
- Vaughn Realty: 509 W. Ward Avenue - 760-446-6561Document48 pagesVaughn Realty: 509 W. Ward Avenue - 760-446-6561swapsheetNo ratings yet
- CHN Sample NLE QuestionnairesDocument3 pagesCHN Sample NLE QuestionnairesJheanAlphonsineT.MeansNo ratings yet
- Semi Detailed Lesson Plan in Health VIDocument3 pagesSemi Detailed Lesson Plan in Health VIJOANNE TALISICNo ratings yet
- Icar Score Card 191010140167 4457798Document7 pagesIcar Score Card 191010140167 4457798BhattiNo ratings yet
- August - 2022 Commercial RentDocument26 pagesAugust - 2022 Commercial Rentmonty.rajputNo ratings yet
- Ellipsoidal Head Tank - Volume-Height CalculationDocument4 pagesEllipsoidal Head Tank - Volume-Height Calculationdadz mingiNo ratings yet
- t900 PDFDocument154 pagest900 PDFAl JaimesNo ratings yet
- Bba - Business CommunicationDocument8 pagesBba - Business CommunicationRishab SharmaNo ratings yet
- 10 - Chapter 6 PDFDocument30 pages10 - Chapter 6 PDFReybin SansonNo ratings yet
- Secrets To SuccessDocument130 pagesSecrets To SuccessNguyễn Hoàng Nhật KhangNo ratings yet
- NSE 8 Certification Public Handbook 2017Document26 pagesNSE 8 Certification Public Handbook 2017mad maranNo ratings yet
- Topic: Rizal: HistoryDocument5 pagesTopic: Rizal: HistoryJohn JovonovichNo ratings yet
- Nurul Ayu AlikaDocument16 pagesNurul Ayu AlikaNurul Ayu Alika SaharaNo ratings yet
- Arts PT ScriptDocument3 pagesArts PT ScriptChynna MarizNo ratings yet
- Steven Holt 2015Document76 pagesSteven Holt 2015SOS MVDNo ratings yet
- Infamies of The Soul & Their TreatmentsDocument84 pagesInfamies of The Soul & Their TreatmentsBilal Mirza100% (1)
- Science, Technology and The African PredicamentDocument17 pagesScience, Technology and The African PredicamentalloyihuahNo ratings yet